基于负载动态平衡过程控制在湿法冶金中的应用
2014-04-06 11:57谢典顺
山东工业技术 2014年17期
方 文,徐 宁,谢典顺,高 健
(1.北京矿冶研究总院 矿冶过程自动控制技术北京市重点实验室,北京100160;2.山东黄金矿业(莱州)有限公司精炼厂,山东 莱州 261441)
基于负载动态平衡过程控制在湿法冶金中的应用
方 文1,徐 宁1,谢典顺2,高 健2
(1.北京矿冶研究总院 矿冶过程自动控制技术北京市重点实验室,北京100160;2.山东黄金矿业(莱州)有限公司精炼厂,山东 莱州 261441)
在湿法冶金工业生产中,针对洗涤-锌粉置换生产过程存在的生产问题,本文设计并应用了基于负载动态平衡过程控制,该自动控制系统投入使用后,在稳定生产、提高效率、保护设备、降低劳动强度等方面取得了良好的效果。
湿法冶金;洗涤;锌粉置换;自动控制;负载平衡
1 前 言
随着湿法冶金工业的发展,生产过程趋于大型化、集中化和连续化。为达到提高产品质量、降低成本、降低能耗、减轻污染的目的,除不断改进现行工艺、引进新设备、优化生产过程外,自动控制技术在湿法冶金生产中起到的作用愈加显著。自动控制技术根据有色金属湿法冶金工艺过程测量和控制的需求,将智能仪表、计算机、自动控制等高新技术用于生产过程,辅助工艺生产达到较高水平,有利于企业节能降耗、提升生产效率、提高产品质量、改善工作环境和降低工作强度[1-3]。
本文的研究对象是黄金精炼厂氰化生产工艺流程中的洗涤-锌粉置换过程,针对该工艺生产的特点和需求,设计并应用了基于负载动态平衡过程控制,在稳定生产、提高效率、保护设备、降低劳动强度等方面取得了良好的效果。
2 工艺简介
2.1 工艺流程
传统的氰化法提金工艺主要包括浸出、洗涤、置换三个工序。矿石经氰化浸出后,产出由含金溶液和尾矿组成的矿浆,通过浓密使含金溶液与固体尾矿分离。浓密洗涤采用浓密机对浸出矿浆进行洗涤,在浸出矿浆或待洗矿浆进入浓密机的同时,用脱金贫液作为洗水进行冲稀洗涤,经过浓缩后的矿浆随浓密机底流排走(或排到下一级浓密机再次洗涤),上部清液中的已溶金随溢流进入下一工序而被回收(或作为上一级的洗涤水),本文流程是以三台浓密机组成的三级逆流洗涤流程。
锌粉置换是一种从含金贵液中置换金的方法,由贵液净化、脱氧和置换过滤三个作业组成。经过洗涤流程的含金贵液中含有一定数量的悬浮物,为避免影响置换效果和金泥质量,锌粉置换前经过两次净化过程将其除去,净化后的贵液通过射流真空系统进行脱氧,脱氧后的贵液进入锌粉置换压滤机完成最终置换和金泥过滤,脱金贫液返回浓密洗涤流程后再次作为洗涤水进行使用。贵液的净化、脱氧和置换三部分在生产过程中需要连续进行,避免中间间断[4][5]。
2.2 生产问题
在该洗涤-锌粉置换生产过程中,洗涤水使用过程是一个贫液和贵液转换的负载循环过程,如图1所示。

图1 洗涤-锌粉置换过程负载循环图
影响洗涤-锌粉置换生产过程中水量负载循环的主要因素有:
(1)氰化浸出流程进入洗涤浓密机的矿浆量。
(2)硫精矿压滤滤液进入洗涤浓密机的水量。
(3)进入硫精矿压滤流程的三洗浓密机底流排矿量。
(4)流入该生产过程的雨水量。
由于以上因素的影响,生产过程的循环水量是动态变化的,造成生产上的主要问题有:
(1)各个泵池的水量调配不均匀平衡,容易造成在循环过程中的个别泵池水量过多或过少,导致冒槽或打空,甚至影响整个循环的正常生产。
(2)洗涤和置换的生产工位于不同岗位,在操作过程中只根据本工序情况进行调节。
(3)人工调节不及时,容易发生跑冒问题,甚至损坏设备。
(4)生产工操作频繁,工作量大。
3 控制方案
针对以上的生产问题,使用单回路控制已无法实现较好的解决。根据该生产过程的特点和情况,提出了基于负载动态平衡的过程控制策略,即根据当前整个生产过程的循环负载率,动态优化调整各个泵池液位设定值,使泵池水量负载保持在合理范围内,如图2所示控制框图。具体的控制策略如下。

图2 控制框图
3.1 泵池控制优先级
在整个循环生产过程中,首先根据各个泵池情况制定控制优先级顺序,如表1所示。
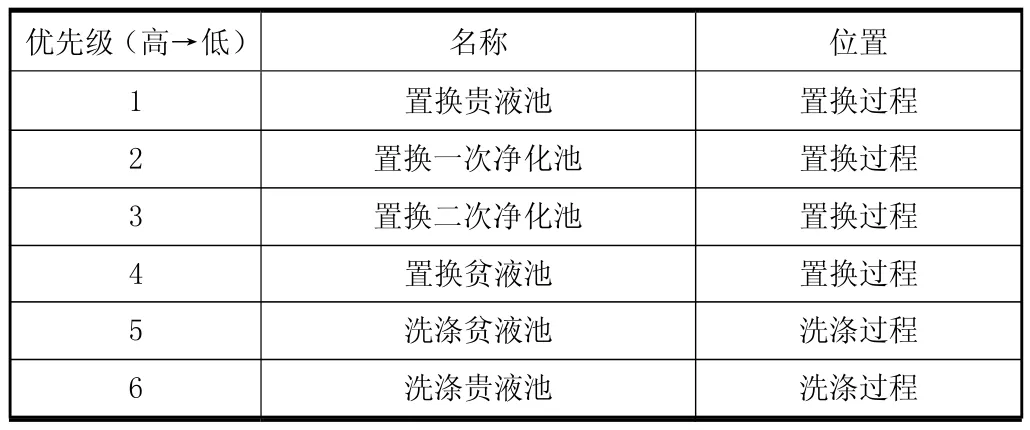
表1 控制优先级
3.2 负载率计算
通过计算生产过程的负载率判断当前循环水量的多少程度。
以上公式中,PV为各个泵池当前液位值;H为各个泵池液位工艺上限;L为各个泵池液位工艺下限,S为各个泵池横截面积。
3.3 设定值优化
(1)计算液位设定值。各个泵池当前设定值:

(2)修正洗涤贵液池、置换一次净化池、置换二次净化池液位设定值。洗涤贵液池、置换一次净化池、置换二次净化池分别与置换贵液池有相关性(化工泵的进口与出口关系),考虑在特殊情况下置换贵液池较高时,将流程水量均衡到这三个泵池,增加液位系数,对这三个泵池的液位设定值进行修正:
以上公式中,PV2为置换贵液池当前液位值;SP2为优化计算的置换贵液池设定值;a为液位系数。
(3)计算置换贫液池液位联锁上下限。置换贫液池的化工泵为工频控制,根据设置泵池液位上下限进行联锁控制。该泵池的工艺上限为H5,工艺下限为L5,在工艺上下限范围内,联锁上下限根据整个流程循环负载情况自动进行调整。在流程负载较少时不积压在该池,避免洗涤贫液池水量少影响洗涤效果;在流程负载较多时该池能缓存水量,避免洗涤贫液池冒槽。根据计算优化的液位设定值在工艺上下限范围内划分为四个区间,每个区间的液位联锁上下限如表2所示:

表2 联锁上下限表
(4)修正洗涤贫液池液位设定值。洗涤贫液池液位受到置换贫液池的影响,在置换贫液池化工泵运行和停止时,液位存在周期性变化,同时需要综合考虑洗涤贵液池的液位变化情况。
上式中,SP6为计算优化的洗涤贫液池液位设定值;a1、a2为对应泵池的液位系数;PV1为洗涤贵液池液位检测值;SP1为洗涤贵液池液位设定值;Hset为置换贫液池液位联锁上限;PV5为置换贫液池液位检测值。
3.4 联锁控制保护
根据泵池液位控制优先级顺序,设置对应泵池液位联锁上下限,保证优先级别较高泵池处于正常状态。以洗涤贵液池液位控制为例,该池化工泵(图1中泵①)优先保证置换贵液池不冒槽,设置置换贵液池液位联锁上限和联锁下限,在超过上限时停泵,在低于下限时开泵,在液位上下限范围内,根据模型优化计算的该池液位最优设定值,调节化工泵转速控制液位达到最优设定值。
3.5 控制效果
以置换一次净化池液位控制为例,如图3所示。上图所示为人工调整化工泵转速的情况,在一个班内(8小时)操作频繁,工作量大,并且液位波动大,不稳定,甚至存在液位较低影响生产的情况。下图所示为实施自动控制后的情况,在一个班内化工泵转速自动调节较为平稳,液位控制稳定。
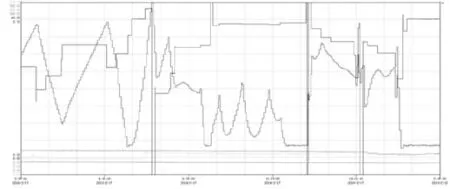

图3 控制效果图
4 结束语
在湿法冶金氰化生产工艺流程中的洗涤-锌粉置换过程,投入使用了基于负载动态平衡过程控制,解决了该生产过程中存在的问题,在保证工艺生产稳定性和连续性、提高生产效率、保护设备、降低劳动强度等方面取得了良好效果。
[1]付子忠.从矿石和废料中回收有色金属的常用湿法冶金工艺和设备[J].湿法冶金,2011(03):175-183.
[2]张春生,刘刚.谈谈湿法冶金新技术在矿产资源开发中的应用[J].有色金属设计,2006(04):6-9.
[3]周俊武,徐宁.我国选冶自动化的现状和未来[J].有色冶金设计与研究,2011(04):6-10.
[4]陈淑萍.从氰化贵液(矿浆)中回收金技术进展[J].黄金,2012(02):43-48.
[5]全忠.黄金生产工艺学[M].沈阳:东北大学出版社,1994.
猜你喜欢
自动化仪表(2022年10期)2022-10-28
应用能源技术(2022年9期)2022-10-22
中国非金属矿工业导刊(2022年1期)2022-03-08
能源工程(2021年6期)2022-01-06
湖北农机化(2021年7期)2021-12-07
能源工程(2021年3期)2021-08-05
矿冶(2020年4期)2020-08-22
发电技术(2020年3期)2020-06-29
建材发展导向(2019年10期)2019-08-24
汽车文摘(2018年7期)2018-07-04