
柴油机气缸套平台网纹加工技术的探讨
2014-04-19 02:26王乃明李汉华刘必峰
内燃机与配件 2014年4期
王乃明 李汉华 刘必峰
(扬州五亭桥缸套有限公司)
1 概述
平台网纹的技术最先是由欧洲提出并推广,其质量水平也当以欧洲最为先进,随着环保意识的增强,这一技术也就得到广泛应用。随着雾霾对环境的困扰,我国排放标准的全面实施及提高,这一技术已经全面推广应用,进一步深入对平台网纹的研究。
为了能够达到更高的网纹参数设计要求,对气缸套制造业来说,面临着技术上更高的难题。我们以某柴油机气缸套内孔网纹加工思路为例,对其进行一系列的实验和验证,来达到内孔网纹参数的设计要求。
2 某气缸套内孔表面平台珩磨网纹
⑴网纹参数要求:(按3点平均值验收)
平均峰谷高度Rz:3~7μm
峰顶的降低Rpk:≤0.3μm
芯部粗糙度Rk:0.3~1.2μm
谷底的降低Rvk:1~2μm
金属材料率Mr1:<7%
金属材料率Mr2:>70%
⑵单点网纹要求:
每只缸套网纹各测点的Rvk/Rk>2;
3 珩磨加工条件
3.1 加工设备
德国GEHRING公司的Z800系列进口珩磨机,采用了特殊设计的高精度系统可使珩磨后尺寸公差、形位公差达到一个最佳的精度,自动化程度高、功能完善,是目前最先进的珩磨机之一。
3.2 磨具
采用带自动测量的双进给涨缩磨头,它可以在一个夹紧位置而进行拉网纹 (粗磨)和平顶 (细磨)两次不同的加工,这样可以保证对中性良好。拉网纹采用的是6根粗磨砂条夹,平顶采用的是6根细磨砂条夹,粗、细磨砂条夹相间均布放置的磨头上。通过自动测量系统,当内孔粗磨到尺寸后,机床自动转换粗、细磨砂条夹 (粗磨砂条夹缩回,细磨砂条夹涨出),细磨完成内孔表面平顶。
3.3 磨料
为保证内孔网纹的质量和加工速度,精珩内孔的余量在0.04 mm-0.06 mm之间。拉网纹采用合适规格的金刚石砂条,来磨削多余的余量,同时形成网纹的波峰和波谷,为平顶做前期准备;平顶采用胶木或者碳化硅砂条,加工出所需要的网纹参数。
3.4 珩磨介质
珩磨介质使用柴油,柴油介质虽然比水基珩磨液成本高,但使用柴油珩磨出的内孔网纹外观质量好,网纹清晰,表面没有金属折叠、尖角、毛刺、局部亮斑、碎片、裂纹和夹杂物等缺陷。使用水基珩磨液虽然成本低,但由于各个厂家的金刚石砂条配方成分(比如铜、镍等)选择的原因,可能会发生与珩磨液反应、导致砂条性能下降或精度不好等问题。
3.5 珩磨网纹检测方法
采用德国霍梅尔 (Ho mmel)T8000表面粗糙度测量仪,它采用PCMS技术和控制技术,可以准确测量出Rz、Rpk、Rk、Rvk、Mr1、Mr2等网纹参数。
4 珩磨机床参数的选择
珩磨网纹参数与机床的压力、金刚石砂条、珩磨介质、平顶的时间等都有密切的关系,我们主要探讨改变机床加工参数和金刚石砂条的目数对珩磨网纹参数的影响。
首先从网纹的参数分析,Rvk/Rk>2,在理想的情况下,Rvk数值要偏上值,Rk数值要偏下值。从平时加工其它类型标准的网纹参数经验来看,Rvk偏上值则要使用粒度号 (目数)小的砂条,Rk偏下值则要使用粒度号大的砂条 (粒度号越小,则磨粒越大;粒度号越大,则磨粒越小),这样二者之间就产生了矛盾。Rvk、Rk值都偏大时,可以通过平顶调整参数降低其数值,因此先从粒度号小的砂条开始试验。
(1)拉网纹金刚石砂条目数120#;平顶采用6根胶木砂条;拉网纹压力25bar;平顶压力10 bar,平顶时间8s。珩磨后的网纹参数如下:
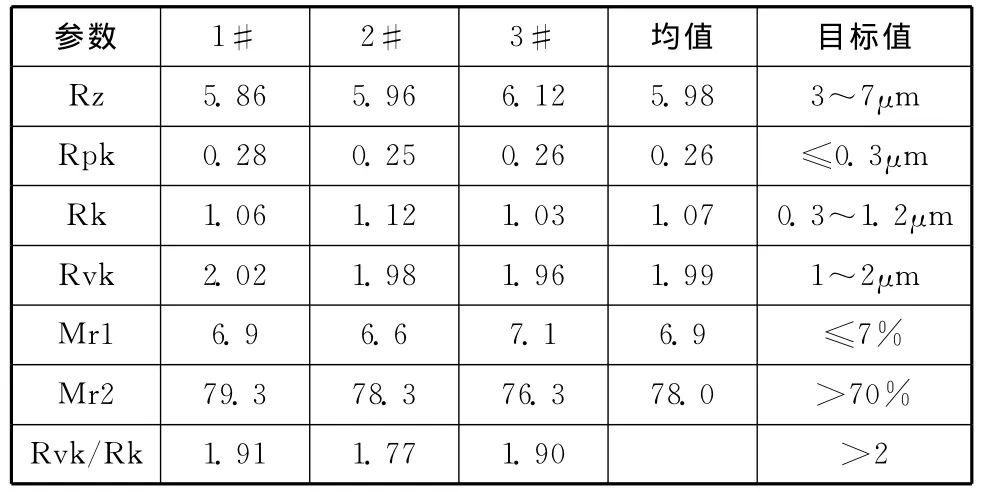
参数 1# 2# 3#均值 目标值Rz 5.86 5.96 6.12 5.98 3~7μm Rpk 0.28 0.25 0.26 0.26 ≤0.3μm Rk 1.06 1.12 1.03 1.07 0.3~1.2μm Rvk 2.02 1.98 1.96 1.99 1~2μm Mr1 6.9 6.6 7.1 6.9 ≤7%Mr2 79.3 78.3 76.3 78.0 >70%Rvk/Rk 1.91 1.77 1.90 >2
从上述网纹参数中可以看出,单个网纹参数普遍都偏上差,单点Rvk值有超差现象,Rvk/Rk的比值完全不符合>2的要求,因此需要降低Rk值。根据阿伯特—范斯通曲线的原理,Rk值超上限时,即Mr1和Mr2的截距差过大了,其主要形成原因是:平顶压力过低或平顶时间过短,也可能是拉网纹压力过高 (沟槽过多)。
(2)将 (1)中的试验条件,拉网纹压力改为22bar;平顶压力改为12 bar,平顶时间改为15s。珩磨后的网纹参数如下:
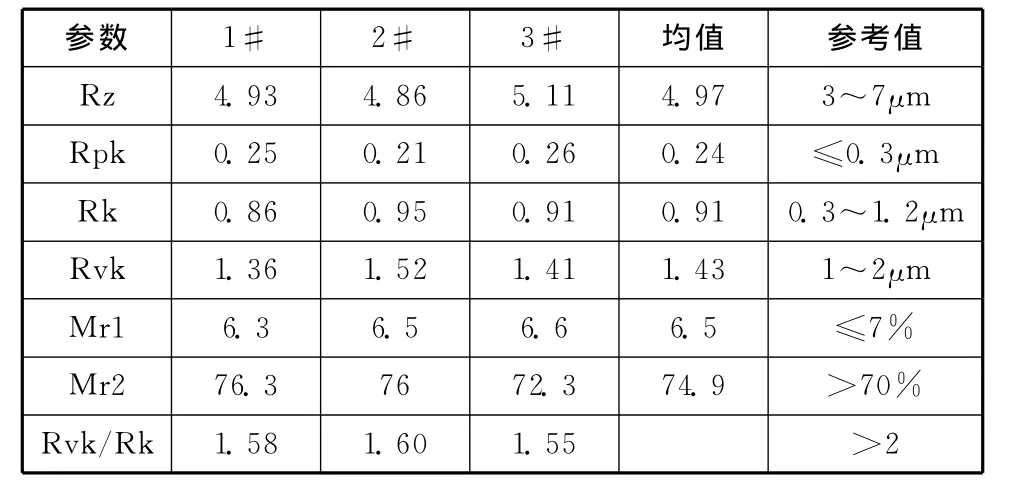
Mr1 6.3 6.5 6.6 6.5 ≤7%Mr2 76.3 76 72.3 74.9 >70%Rvk/Rk 1.58 1.60 1.55 >2
从珩磨的结果中可以看出,Rvk和Rk影响是同向的,都同时降低,Rvk/Rk的比值仍然不符合>2的要求,根据阿伯特—范斯通曲线的原理,Rvk超过上限时,拉网纹压力过高,砂条磨粒粒度大。
(3)将 (1)中的试验条件,拉网纹金刚石砂条目数改为150#,珩磨结果如下:
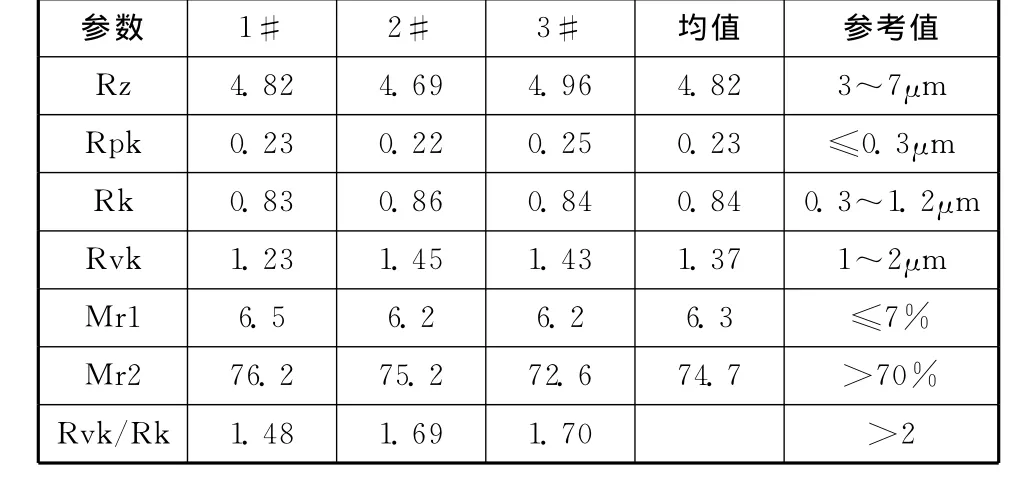
参数 1# 2# 3# 均值 参考值Rz 4.82 4.69 4.96 4.82 3~7μm Rpk 0.23 0.22 0.25 0.23 ≤0.3μm Rk 0.83 0.86 0.84 0.84 0.3~1.2μm Rvk 1.23 1.45 1.43 1.37 1~2μm Mr1 6.5 6.2 6.2 6.3 ≤7%Mr2 76.2 75.2 72.6 74.7 >70%Rvk/Rk 1.48 1.69 1.70 >2
将砂条的目数改大后,珩磨后的网纹结果同试验 (2)的效果一致。
从上述3次试验的结果来看,3点均值的结果要符合要求是可以达到的,但要解决Rvk/Rk的比值>2暂时还无法实现。因为Rvk、Rk值是同时降低的,要达到二者的比值>2,Rk相对于Rvk必须降低的更多点。为解决这一问题,可以使用碳化硅砂条进行试验。碳化硅砂条既具有切削余量的作用,又具有形成网纹平台的效果。
(4)拉网纹金刚石砂条目数120#;平顶采用3根胶木和3根碳化硅砂条;碳化硅砂条目数400#;拉网纹压力25bar;平顶压力10 bar,平顶时间10s。试验网纹结果如下:
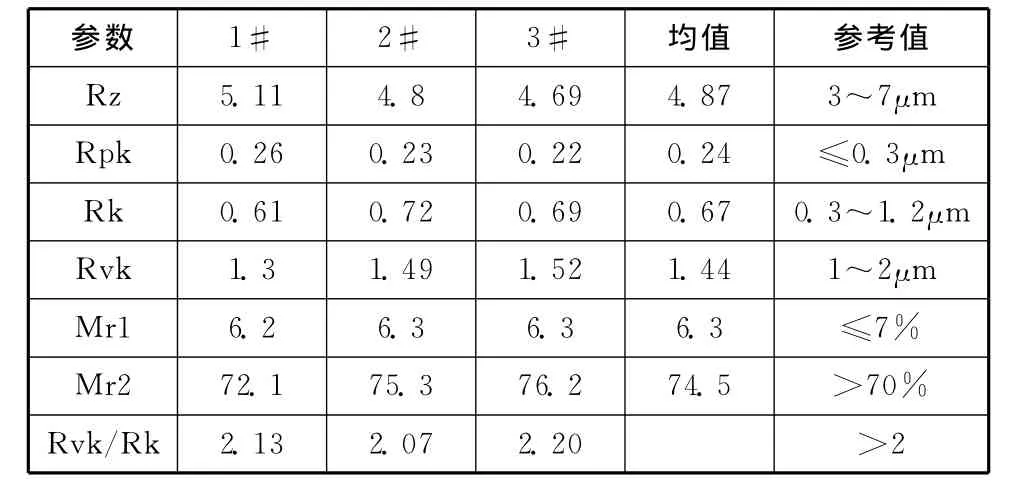
参数 1# 2# 3# 均值 参考值Rz 5.11 4.8 4.69 4.87 3~7μm Rpk 0.26 0.23 0.22 0.24 ≤0.3μm Rk 0.61 0.72 0.69 0.67 0.3~1.2μm Rvk 1.3 1.49 1.52 1.44 1~2μm Mr1 6.2 6.3 6.3 6.3 ≤7%Mr2 72.1 75.3 76.2 74.5 >70%Rvk/Rk 2.13 2.07 2.20 >2
首先使用粒度大的金刚石砂条,形成较粗网纹轮廓后,平顶时采用粒度小的碳化硅砂条,这样Rk相对于Rvk降低的效果显著,珩磨出的网纹参数完全符合设计要求。
4 总结
综上所述,这些网纹参数之间并不是孤立的,它们之间有着密切的联系。在调整某一个参数时,可能有多种控制办法,要考虑采取哪种调整方法时,必须充分考虑到这种调整方法会产生哪些后果,会对哪些网纹参数产生影响。要引导这些参数向有利于我们控制的方向发展,花费较小的代价,达到最佳的预期目的,而对于那些难以避免的副作用,要采取补救措施。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
一重技术(2022年3期)2022-07-07
农业工程技术·温室园艺(2020年8期)2020-11-16
科技传播(2019年22期)2020-01-14
科学导报(2018年30期)2018-05-14
大经贸(2018年12期)2018-02-20
佛山陶瓷(2017年3期)2017-04-06
当代贵州(2016年53期)2016-11-03
