
C616普通车床主轴前支撑的改进
2014-04-19 02:26王焕涛
内燃机与配件 2014年4期
李 文 王焕涛
(蓬莱沃尔汽车零部件有限公司 )
随着数控车床在气门加工中的广泛应用,气门圆弧部位的加工以车代磨变成现实。气门圆弧部位回转半径变化较大,要想得到一致的表面粗糙度,需采用恒线速车削。恒线速度切削也叫固定线速度切削,它的含意是在车削非圆柱形内、外径时,车床主轴转速可以连续变化,以保持实时切削位置的切削线速度不变。如图一所示,是气门圆弧加工工序简图,由于气门颈部直径小,加工气门颈部时主轴转速极高,有时可达到3000转/分。我公司车圆弧工序采用的是C616普通车床改造的数控车床,车床主轴允许最高转速只有1980转/分。由于车床长期在高速下运转,主轴轴承极易损 坏。C616主轴前支撑结构如图二所示,主轴承C7714圆锥滚子轴承,通常使用寿命只有两三个月。频繁地更换轴承,既影响了生产,也使主轴的精度受到影响。于是我们对C616主轴前支撑进行了改进,结构如图三所示,主轴承采用三个C46214角接触球轴承配对使用。为了拆卸方便,增加了一个圆螺母2和垫圈11,主轴尺寸也要做相应改动。由于C7714轴承外径是φ120, C46214轴承外径是φ110,需增加一个轴承衬套。轴承衬套尺寸如图四所示,衬套外圆上开有油槽和油孔,便于润滑三个角接触轴承。
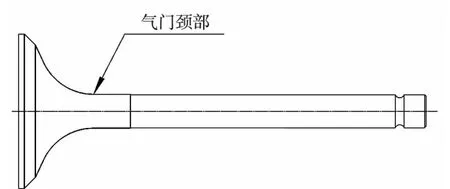
图1
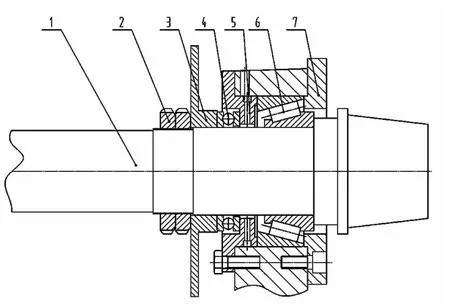
图2
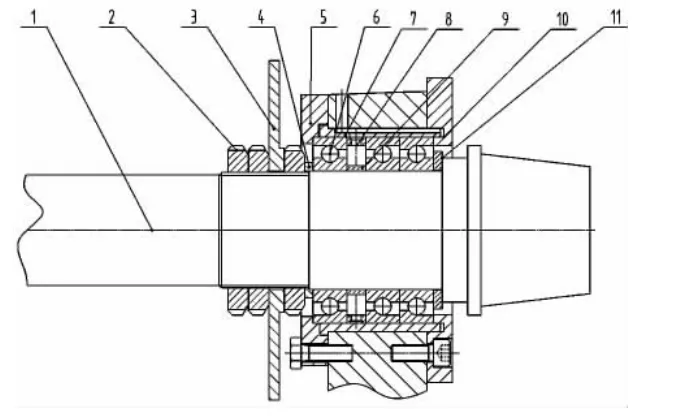
图3
设备经过改造,工作转速得到提高,我们试用了一年多,未发现任何问题。后来我们陆续又改造了十台,取得了良好的效果。
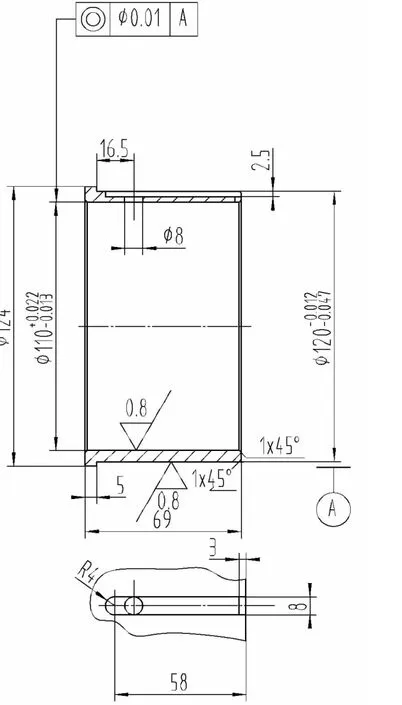
图4
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
科技与创新(2022年14期)2022-07-26
轴承(2022年5期)2022-06-08
汽车零部件(2021年8期)2021-08-31
汽车零部件(2021年7期)2021-07-29
北京汽车(2020年5期)2020-11-06
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
