第三方电主轴在FANUC 0i TD 系统上的调试
2014-04-25 05:15李利军郭志强
制造技术与机床 2014年2期
李利军 郭志强 张 超
(①安阳技师学院,河南 安阳455000;②安阳鑫盛机床股份有限公司,河南 安阳455000)
随着电气传动技术(变频调速技术、电动机矢量控制技术等)的迅速发展,高速数控机床主传动系统的机械结构已有了较大的简化,基本上取消了带轮传动和齿轮传动,机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,即“零传动”。这种主轴电动机与机床主轴“合二为一”的传动结构形式,使主轴部件从机床的传动系统和整体结构中独立出来,做成“主轴单元”,俗称“电主轴”(Electric Spindle,Motor Spindle),可由专业厂家生产。电主轴与系统配合时的调试比较复杂。本文介绍第三方电主轴在FANUC 0i TD 系统上的调试过程和遇到的问题及解决方法。所谓第三方,既非FANUC 系统厂家,也不是机床厂家的一方。
1 调试过程
调试过程包括硬件连接与参数调试两个方面。
1.1 硬件连接
硬件连接主要有动力线和编码器反馈两方面。编码器的反馈中先检查安装,再确认型号(此次为HEIDENHAIN ERM280 1024 线1vpp);反馈线的接法(接JYA2 口):没有温度检测器时,短接THR1 和THR2,否则产生SP9001 报警。编码器的反馈线如图1 所示。
同时,编码器反馈的A/B 信号的接法将会影响主轴的旋转方向。如果PMC 的G70.5 接通的情况下,主轴反转,可以设定参数3706#6 和#7 分别为0 和1;也可以改变A/B 信号的接法,同时修改动力线相序。

图1 编码器的反馈线
关于动力线的相序问题,由于第三方电主轴没有明确规定三相电源顺序,所以初始化后,需要给定指令旋转主轴,以确定三相电源的正确接线。如果相序有问题,主轴会左右摆动。
1.2 主轴参数初始化及设定
由于是单线圈绕组,起先使用300(参数4133)进行主轴电动机的初始化。初始化后,主轴电动机侧应该没有任何报警,此时主轴不旋转。再根据主轴厂家提供电动机的物理参数,使用FANUC 提供的软件进行计算,得出主轴缺失的相应参数,手动输入即可。
1.3 编码器相应参数设定
如果只有一个电动机编码器的反馈,参数4002#0为1;如果还有其他的编码器,根据其类型进行设定。
对于参数4010 的设定如图2 所示。

图2 参数4010 的设定
根据上述两种设定,主轴速度控制都正常,但是定向控制时,却出现SP9081 报警(电动机一转信号显示错误)。分析其主要原因是和反馈的Z 相信号的类型有关。使用JYA2 口的定向Z 相信号如图3 所示。
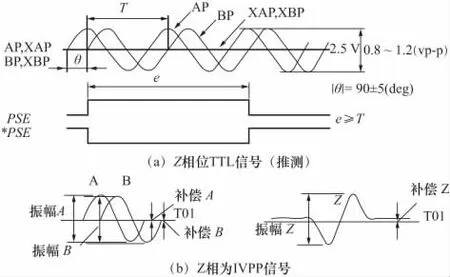
图3 Z 相信号
使用ERM280 的信号如图4 所示。
经过多次试验,当Z 相位为此类信号时,参数4010#3#2#1 设定为111,速度和定向都正常。同时,还进行了Cs 轴控制测试,也正常。
1.4 主轴的电流环增益参数调整
根据第三方主轴电动机的电流增益调试步骤,对电流的比例增益和积分增益进行调整。调整结果如图5 所示。比例增益参数4104 =12 600,积分增益参数4106 =25 000。
1.5 加减速参数调整
根据第三方主轴电动机的调整手册,调整参数4080L 和参数4080H 即可解决主轴颤动问题。

图4 Z 相为峰值信号
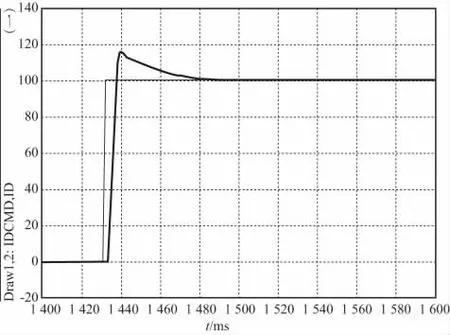
图5 电流环增益参数调整
此次在调试过程中,起先的调试过程比较顺利,主轴的速度控制、定向和Cs 轴控制都经过了测试,一切正常。但是在进行电流环的增益调整时,出现转速不稳定现象,在给定转速1 000 r/min 时,主轴速度在1 000 r/min左右颤动,幅度在40 r/min 左右。此时,采用以下步骤进行调试:
(1)对参数进行检查。进行相关调整后没有任何效果。接着对主轴参数进行了全清,并再次初始化,还是没有效果。
(2)检查硬件方面。现场正好有两套硬件设备,对第三方电主轴、主轴放大器、电源放大器、系统都进行了更换,仍然没有效果。
(3)经过多方面的测试和问题分析,出现此现象的原因主要集中到参数不匹配、编码器的反馈异常、第三方主轴电动机这几方面的问题。
(4)参数方面,对可能引起问题的参数(速度环增益、电流环增益等)经过了不断调试,没有效果,只对控制电流产生一定的影响。
(5)考虑编码器反馈,这时测试主轴编码器的反馈A/B 信号。由于指令主轴速度时,主轴速度颤动,编码器的反馈波动较严重,所以分析究竟是由于控制电流的不稳定引起速度颤动,从而导致编码器的反馈波动,还是由于编码器的反馈问题导致控制电流的波动。
所以在测试编码器反馈波形时,用手动旋转主轴来测试,测试效果如图6a 所示。
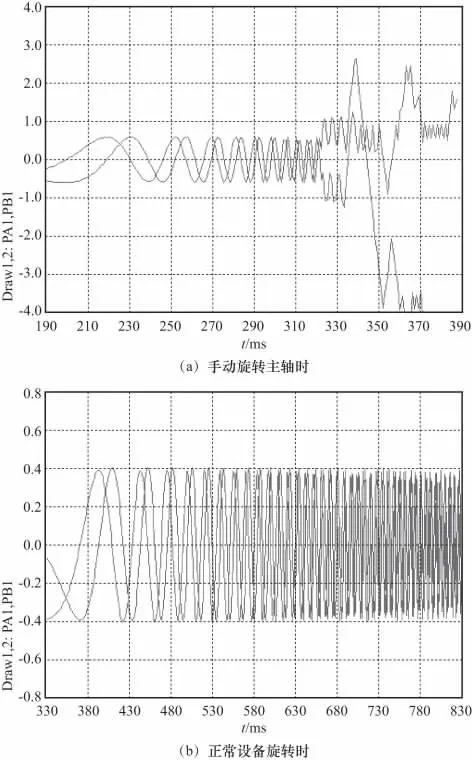
图6 编码器的波形
与正常设备中测试的FANUC ais 编码器的反馈波形对比发现,速度从0 开始时是正常的,但是在速度上升后,有些差距。从理论分析,速度的快慢只会引起正弦波频率变化,而幅度变化应该不大,如图6b 所示。现场主轴100 r/min 时编码器波形(在其它设备上测试AIS 编码器时,不断改变主轴倍率,测得的波形同样有较大波动)如图7 所示。
(6)将读数头拆下后,使其靠近或接触主轴,发现主轴的速度会有反馈(接触其他物体时,也有反馈但是没有这么大)。判断应该是主轴内部的磁场或者感应电压对编码器的反馈干扰非常大。临时采用让读数头与主轴绝缘的措施,再次测试,速度反馈正常,颤动现象消失,主轴运转非常稳定。这一现象,可能是主轴电动机在通电后,主轴电动机感应电压较大,感应磁场较强,编码器的读数头在接触主轴时被磁化,干扰了其正常的读数。将被磁化的读数头进行处理,主轴速度正常,问题得到解决。
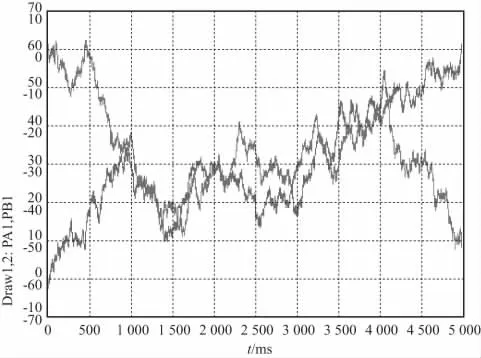
图7 编码器的波形
在调试过程中应首先检查主轴电动机三相电的顺序,其次利用参数与辅助软件进行测试,经过以上调试,发现问题,最后再将问题的位置进行实际实验,然后通过正确的方法解决问题。
[1]李正吾.新电工手册.[M].合肥:科学技术出版社,2000.
[2]徐敏.设备故障诊断手册[M].西安:西安交通大学出版社,1998.
[3]沈兵.数控机床数控系统维修技术与实例[M]. 北京:机械工业出版社,1999.
[4]王侃夫. 数控机床故障诊断及维护[M]. 北京:机械工业出版社,2001.
[5]FANUC 操作说明书、维修说明书、主轴参数说明书[Z].
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
浙江大学学报(工学版)(2016年11期)2016-06-05