正确应用抽样标准消除产品质量隐患
——以汽车发动机典型零部件加工质量控制为例
2014-06-05 15:28朱正德
质量与标准化 2014年3期
文/朱正德
正确应用抽样标准消除产品质量隐患
——以汽车发动机典型零部件加工质量控制为例
文/朱正德
在大批量生产情况下,对由偶发原因引起的事件而造成的一批疑问产品,企业将面临该如何处理的难题。本文通过发生在汽车发动机厂的一个实际案例,介绍如何通过正确地选用相关标准,借助计量型抽样检验程序进行处理的具体做法,并证明这确实是一种既有效、合理,又经济可行的方法。
批量生产 偶然事故 计量抽样检验
一、现代汽车制造业中对产品的质量控制
汽车制造业属于典型的大批量生产机械行业。随着现代质量理念的渐入人心和质量意识的不断加强,无论是在现代化的整车厂、动力总成厂还是零部件厂,统计过程控制(SPC)和统计抽样检验都已成为企业实施质量控制的基础。众所周知,昔日工厂中衡量零件质量指标之一的公差所采用的传统的、不科学的抽查检验方法(如百分比检验)正在被以监控生产过程运行质量的SPC所替代。从实物检查过渡到过程控制,充分体现了“产品质量是制造出来的而不是检验出来的”这一质量理念。但说到底,这一切都离不开稳定的、正常运行的制造工艺。事实上,现代企业中不少产品的质量特性值甚至完全可以由工艺来保证,充其量只需辅以频次很低的抽检,以验证工艺的稳定性。这种情况在质量特性值为某些物理量时更为突出,考量一组以过盈配合方式装配在一起的零件组合可靠程度的压合力(压入/压出)就是一个典型例子。此类情况即使在一台发动机中也是很多的,如压入缸体的定位销、油封法拉,压入缸盖的气门导管、气门座圈等。作为质量特性值的压合力,在应用的工艺、设备和工件材质很稳定的情况下,其大小主要取决于过盈量。鉴于对压合力的要求一般都表述为大于(不大于)某个额定量值的形式,而这在工艺上是较容易保证的。因此,即使在极少数情况下有抽检这个环节,频次也是很低的。另外,必须指出的一点是相比检测工件的几何量参数,对类似压合力那样的物理量的检测要困难得多。
二、由批量生产条件下偶发原因引起的难题
连杆是发动机的关键零件之一,借助穿过其小头孔中的活塞销与活塞组合成连杆-活塞运动机构。在部分汽车发动机中,采用了在小头孔中压入已衬套的结构,显然,这是衬套与小头孔之间为过盈配合,两者间足够大的结合力把衬套紧紧地与工件固定在一起(见图1)。
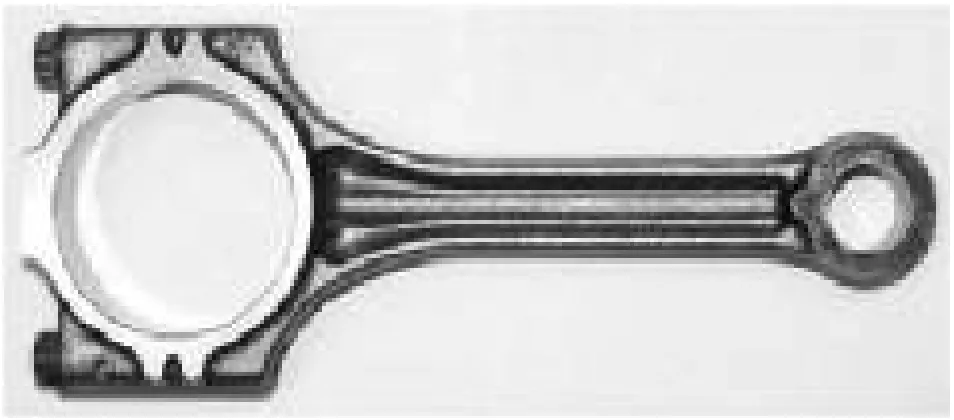
图1 已在小头孔中压入衬套的连杆
产品图纸规定,评价衬套与连杆小头孔结合可靠程度的指标“压合力”必须大于2 500 N,即把衬套压入或压出工件时,压力值不能小于2 500 N。如前所述,在生产过程运行正常、稳定的情况下,确保这项质量特性值符合规定要求是没有问题的,也就是可以通过“工艺保证”。事实上,即使在那些为数不多的主流发动机厂,对连杆小头孔衬套压合力的直接监控间隔较长,主要是利用压力传感器通过串接在衬套压装专用设备的压头上,以检测实际压入力大小。当然,更准确的方法还是应采用图2所示的万能材料试验机,辅以专用的测量软件、夹具和压头,直接对连杆/衬套组件进行压合力测试。在生产批量很大时,抽样频次可设定为1次/周,一次一般取2件。虽然,借助这些专门的配置,整个操作并不困难,但装夹、调整,特别是选用合适的压合力程序,还是要耗费些时间的。但在绝大多数情况下,上述定期测试仅仅是一种对工艺可靠性的验证,几乎难得碰到压合力这一质量特性值为不合格的情况。
然而,在大批量快速生产条件下,就是采用再先进的加工技术,也很难避免发生偶然的疏漏,此时往往会带来“如何处理”的问题。衬套被压入连杆小头孔,在同一工位将同时完成打孔、扩孔、半精镗、精镗4道工序,后2道工序是由装夹在刀杆上的刀片加工完成的。连杆自动生产线执行规范的SPC监控方式,即每间隔1~2 h(根据不同品种工件)抽测一个5件的样本,测得数据在显示的同时会自动输入控制部分。偶发事件出现在一个夜班,在凌晨的一次测量中忽然发现显示的小孔实测值均超过了公差带的上限,即发生了孔呈过大的情况。停机对设备的各个环节仔细检查后才发现,原来用于半精镗的那把刀片的装夹松弛,造成这道工序的加工失误。再追溯到之前的一次SPC样本测量,是正常的。因此,出现了近800件的小头孔存在超出公差的连杆中间产品。显然,如果全部作报废处理会造成很大的损失,考虑到超差量只有十几微米,而之前的压合状态有一定裕度,采取了继续在下一道压装工序把衬套压入小头孔的措施,但下一步又该如何来确认质量特征值压合力是否在允许范围内呢?
三、计量抽样检验的一次成功实践
该企业采用的直接检测方法如图2所示,用以应对1~2次/周,每次2~3根的工作量当然是不成问题的,但如果要应对近800根的存疑工件,则无论是时间上还是设备负荷上都是不可能的。经过郑重考虑,决定采用计量抽样检验程序来处理这批连杆,那么为什么不采用企业更为熟悉和广为应用的由GB 2828.1-2012《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》规定的“逐批检查计数抽检程序”呢?这是因为,在本案例中,作为抽检对象的质量特征值“压合力”不仅是计量值,而且用于检测的设备(见图2)本身就是一台具有丰富功能的数字式仪器;另外,在(检验)批量、检查水平、严格度、方案类型和接受质量限(AQL)都不变的情况下,计量型抽样检验一般要比GB 2828.1-2012显著地减少抽检数,这对图2所示较为复杂又耗时的测试方式来讲更有实际意义。事实上,GB/T 6378.1-2008《计量抽样检验程序第1部分:按接收质量限(AQL)检索的对单一质量特性和单个AQL的逐批检验的一次抽样方案》就与连杆小头孔衬套压合力的情况十分吻合。
下面介绍一下如何将两者结合,通过对上述典型案例的计量抽样检验来判断那批有疑问工件是否可以被接收。
·对于计量抽样检验中的AQL,可以理解为与该企业规定的“工废率”相对应,按当年企业质量目标中对连杆的要求,工废率为0.6,而在标准中,可选最为接近的一档0.65。
·本案例中的质量特性值压合力,乃是一单边公差,也即为“单侧规范限”,根据确定的字码J和AQL水平,从标准中的B.1可查出样本量=35,接收常数=1.18。顺便指出,如果采用国家标准GB 2828.1-2012的记述抽样检验方法,需抽检的样本大小=80。

按标准中的单侧规范限接收准则对上述存疑批作出判断。


——各项计算值:
样本平均压合力=2 751 N
——满足了接近准则,故该存疑批可以接收。
四、结论
客观地讲,同样是统计抽样检验,人们对计数型抽样的熟悉程度和应用水平要比上述计量型抽样的要高,这确是一种遗憾和不足。事实上,在采取后者时虽然会提高对所用检测工具的要求和增加一些数据处理上的工作量,但在众多企业普遍加大质量监控力度和相关投资的背景下,在很多情况下执行计量抽样检验更为合理,可以大大提高工作效率。本文的案例即提供了一个极好的实证。
In the case of mass production,companies face difficult task of how to deal with questionable products produced during the incident due to accidental cause.The paper uses an actual case which occurred in automobile engine plant as an example,describes how to solve the problem using relevant standard,assisted with quantitative sampling procedure. Such method is proven to be effective,rational and economically viable.
Batch process;Occasional cases;Sampling procedures for inspection by variables
(作者单位:上海大众动力总成有限公司)
猜你喜欢
阅读(科学探秘)(2021年8期)2021-09-01
汽车零部件(2021年7期)2021-07-29
陕西画报(2021年1期)2021-04-22
当代工人(2019年11期)2019-07-10
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04
汽车维修与保养(2015年1期)2015-12-12
中国工程咨询(2015年10期)2015-02-14
中国火炬(2014年3期)2014-07-24