
集电体点焊组装机的开发和设计
2014-07-01 23:36魏兴洋
机械工程师 2014年5期
魏兴洋
(南孚电池有限公司机械工程部,福建南平353000)
集电体点焊组装机的开发和设计
魏兴洋
(南孚电池有限公司机械工程部,福建南平353000)
介绍了集电体点焊组装机的设计原理及结构。由于生产的碱锰电池采用了新的工艺,并开发了新型的尼龙密封圈取代原PP密封圈,因而设计了一种新型点焊组装机来组装尼龙密封圈集电体。该组装机的开发,满足了生产需求,提高了生产质量,提升了生产效率,降低了劳动强度。
碱锰电池;集电体;尼龙密封圈;点焊;组装
0 引言
随着碱锰电池技术在国内的发展,碱锰电池生产厂家间的竞争越来越激烈,为了进一步提升碱锰电池的容量和安全性能,公司开发了新型尼龙密封圈取代原有的PP密封圈。集电体采用密封圈和集电子组装而成,集电子由铜针和底盖焊接而成。集电体是碱锰电池的重要配件,在生产过程中,质量必须得到严格保证。密封圈是碱锰电池密封性能和安全性能的重要保证,生产过程中密封圈不允许碰伤、挤压变形、污染,密封圈防爆沟不允许破坏;铜针插入电池内部,铜针的表面电镀层不允许遭到破坏。鉴于集电体的重要性,为保证质量,需要开发自动化程度高、可靠性高的集电体组装机。
1 设备的开发和设计
1.1 设计概念
点焊组装机主要的材料配件有底盖、铜针和密封圈,主要工序有点焊、涂胶和组装。点焊组装的工序如图1所示。
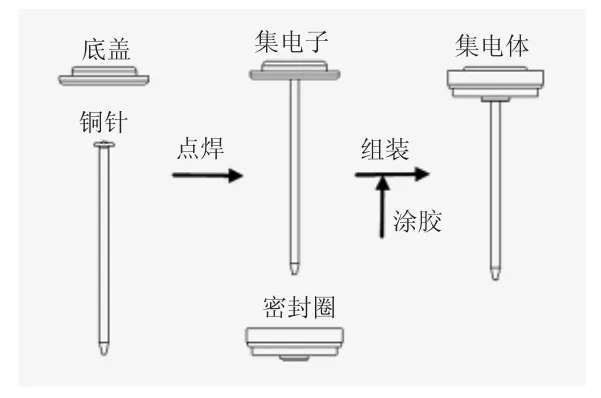
图1 工序图
根据设备的工序,设备的执行机构主要分为以下几个部分:底盖、铜针和密封圈的自动上料及输送部分;集电子的输送部分;底盖、铜针、密封圈和集电子的定位部分;点焊部分;组装部分;涂胶部分。设备的设计概念图如图2所示。
1.2 上料和输送设计
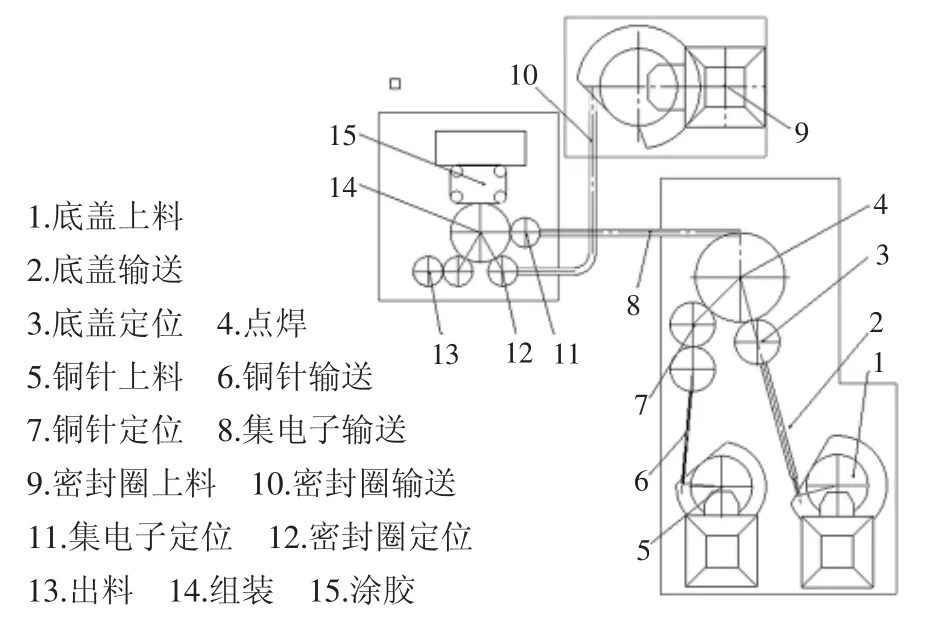
图2 设计概念图
底盖、铜针的密封圈均采用振动料仓和振动盘自动上料。各种材料在振动盘中完成定向,自动送往输送跑道。材料的输送跑道设计是本设备的设计关键点之一。根据材料的材质和形状,输送跑道的设计分成两种类型,底盖和密封圈的输送跑道采用气浮跑道,铜针和集电子的输送跑道采用线性振动跑道。
气浮跑道是一种利用压缩空气,以一定的角度从工件底部施加压力,推动工件朝压缩空气吹向运动的输送方式,适用于输送扁平状、质量轻的工件。利用过滤后的压缩空气来输送工件,能有效避免工件在输送过程受到污染,这对密封圈的输送尤为重要,避免杂质由密封圈带入电池内部。本设备底盖和密封圈采用相同的气浮跑道方式输送。密封圈的输送跑道如图3所示。
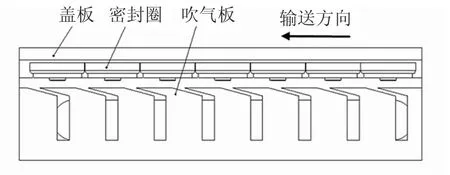
图3 密封圈气浮跑道
在输送过程中,必须避免铜针表面电镀层遭到破坏,避免铜针变形、损伤。由于铜针的结构细长,在输送过程中,不易保持状态稳定。为了稳定、快速地输送铜针,采用了线性振动器来输送铜针。铜针线性振动跑道如图4所示。
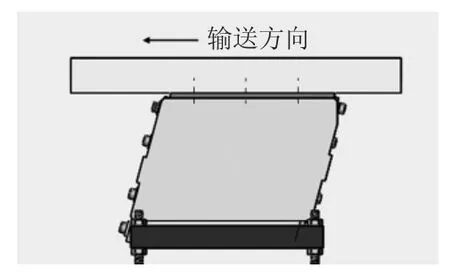
图4 线性振动跑道
1.3 定位设计
经过跑道输送的各种材料,处于紧密排列状态,因此需要各种材料间隔开来,进行精确地定位。本设备采用转盘和护板来进行定位。在转盘上加工出严格等分的工位槽,当转盘回转时,材料被跑道的推力逐个推入,材料在转盘和护板之间完成定位。由于铜针从跑道进入铜针转盘时,状态不稳定,因此单独增加了真空发生装置,利用压力差,将铜针吸附在铜针转盘上。以上所述的定位只是各种材料的单独定位,更重要的是材料间的相互定位。本设备的功能是:将底盖和铜针点焊在一起形成集电子,然后将集电子插入密封圈,组装成集电体,因此底盖和铜针需要定位在同一纵向中心上,集电子和密封圈也需要定位在同一纵向中心。底盖和铜针之间的同心度需要保证在工艺要求的范围内,焊接成的集电子,如果底盖和铜针之间的同心度超过工艺标准,不允许进入下道工序。集电子和密封圈之间定位不准确,将导致集电体铜针无法插入密封圈中心孔,或者插入后铜针弯曲。
底盖或密封圈定位在转盘工位槽,通过调整V型定位块和护板来调整铜针或集电子的位置,从而保证底盖和铜针、集电子和密封圈的相互位置。V型定位块见图5,通过调整偏心销来调整定位块位置,定位块太紧,会导致组装的时候铜针表面被破坏;定位太松,容易导致铜针无法插入密封圈。
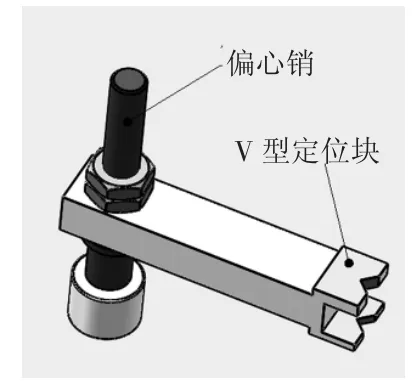
图5 V型定位块
1.4 点焊
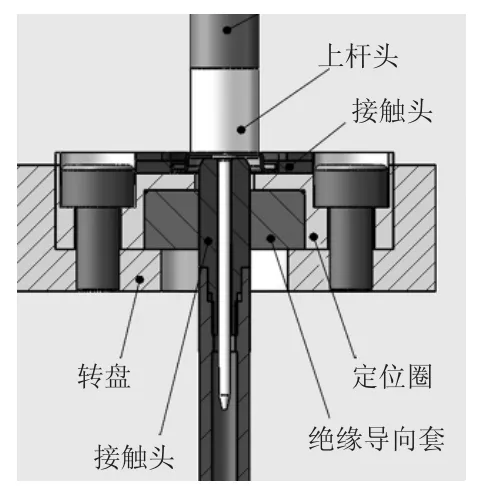
图6 焊接示意图
铜针与底盖之间完成定位后,进行点焊工序,见图6。焊接下杆顶起,铜针插入接触头,接触头经过绝缘导向套,将铜针头部顶住底盖,同时上杆下压,上杆和上杆头之间是绝缘的,当上杆头将底盖压在定位圈时,电流通路形成,焊机开始进行焊接;焊接完成后,上杆和下杆都上升,使底盖不与定位圈接触,从而断开电流通路。上杆和下杆都装有弹簧来进行缓冲,弹簧的选择直接影响了焊接质量。当铜针与底盖之间压紧力太小,容易发生焊接不牢;当压紧力太大,容易发生“焊炸”现象,并且产生更多的焊渣。焊接后,底盖和铜针就焊接成了集电子,经集电子输送跑道送往下道工序。
1.5 组装和涂胶
密封圈和集电子完成定位后,进行组装工序。密封圈防爆沟不允许破坏,组装时密封圈受力处为密封圈中心柱。由于组装工序需要在铜针靠近底盖的一端涂布密封胶,依次把组装工序分成了第一次组装和第二次组装。第一次组装时,组装下杆顶起,集电子脱离支撑板,V型定位块和护板仍然保持集电子定位,组装上杆下压,将铜针部分插入密封圈中心孔。完成第一次组装后,密封圈和集电子脱离护板,V型定位块也将逐步复位,组装上杆保持不动,组装下杆继续上升,将集电子保持压紧在上杆端面。
接着进行涂胶和第二次组装。密封胶经同步带持续从胶缸中带出,密封胶附在同步带上,而集电子铜针从同步带胶面刮过,使密封胶附至铜针上,然后组装上杆下压,组装下杆上升,进行第二次组装,直到组装工艺尺寸,集电子和密封圈组装成集电体。密封胶的涂布量需要严格控制,胶太多不仅浪费,而且还可能溢出,造成污染;胶太少,将无法满足密封工艺要求,影响电池密封性能。因此,不仅要控制皮带上的密封胶量,还要控制铜针和涂布皮带间的距离。组装和涂胶示意图如图7所示。
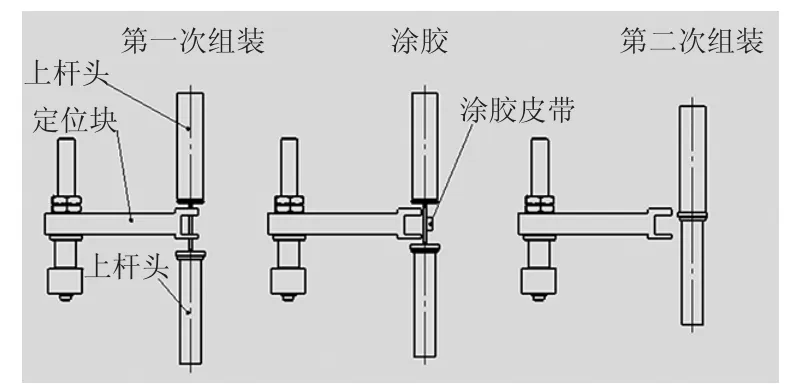
图7 组装示意图
1.6 卸料
完成组装后,上下杆复位,集电子和密封圈已经组装成集电体。经传感器检查后,集电体自动进入下料槽,实现自动卸料。
2 结语
本集电体组装机自动化程度高,安全可靠,维护方便,生产效率高,劳动强度低,提高了产品质量,已批量投入生产,在实际生产中,生产能力达到400只/min,所生产的集电体完全满足公司产品工艺要求。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 罗守信.机械工程手册[M].北京:机械工业出版社,1997.
(编辑昊 天)
TM 911.1
B
1002-2333(2014)05-0211-02
魏兴洋(1977—),男,工程师,主要从事设备设计制造及开发工作。
2014-03-17
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
山东冶金(2019年2期)2019-05-11
新乡学院学报(2016年6期)2016-12-01
汽车与驾驶维修(维修版)(2016年12期)2016-07-31
中国塑料(2016年8期)2016-06-27
焊接(2016年5期)2016-02-27
中国塑料(2015年9期)2015-10-14
电脑爱好者(2015年5期)2015-09-10
橡胶工业(2015年11期)2015-08-01
橡胶工业(2015年3期)2015-07-29
