
电火花慢走丝线切割加工处理丝头的方法
2014-07-01 23:36丛日旭
机械工程师 2014年5期
丛日旭
(大连职业技术学院,辽宁大连116033)
电火花慢走丝线切割加工处理丝头的方法
丛日旭
(大连职业技术学院,辽宁大连116033)
电火花慢走丝线切割机床在加工销钉孔、导柱孔、导套孔等时,往往会出现丝头,尤其在加工精密模具时,对销钉孔、导柱孔及导套孔的位置精度、尺寸精度要求较高,而丝头的出现就带来了麻烦,为此,文中介绍了丝头隐藏的方法及编制的宏程序。
慢走丝;丝头;宏程序;模具;销钉孔;导柱孔;导套孔
0 引言
在模具制造中,线切割加工起着主导作用。各个板件之间位置都相互关联,尤其是销钉孔、导柱孔及导套孔。销钉孔起定位、连接的作用,导柱和导套起导向作用,从而保证模具中凸模与凹模的配合间隙及位置精度。在慢走丝线切割加工中,这些关键的孔的精度对整个模具来说起着绝对性作用,因此,必须有效解决线切割模具中的丝头问题。
1 丝头的处理方法
丝头是线切割加工中必然出现的,它是在开始加工和最后加工结束时产生的,如图1所示,并不是一个整圆。
解决办法是在圆的圆周上加一个大于电极丝直径的圆(直径为0.5mm以上),让丝头“躲”在里面,如图2所示。
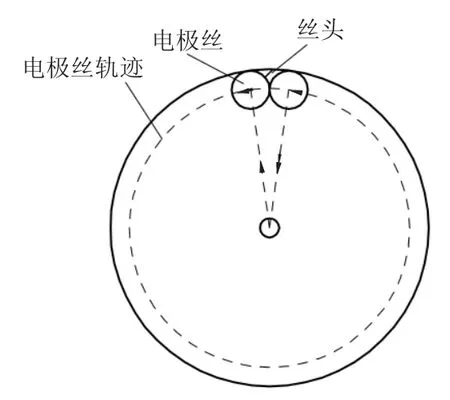
图1
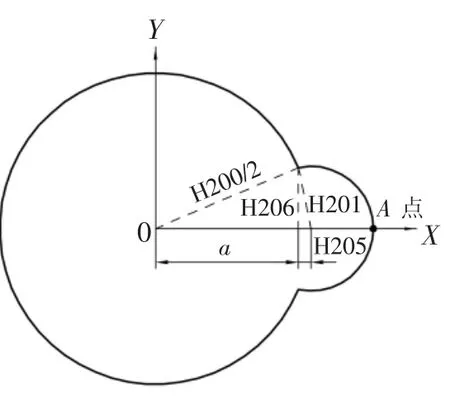
图2
2 宏程序的编制
大圆的直径为H200,小圆的半径为H201。
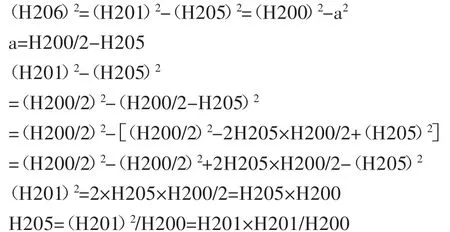
以上是公式的推导过程,注意:要求小圆必须在大圆的圆周上。
具体程序如下:
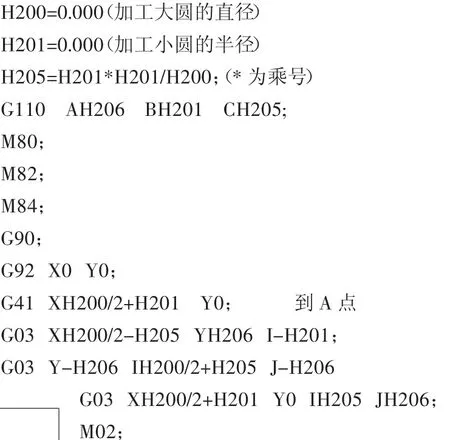
以上宏程序中的代码是在三菱慢走丝线切割机床上使用的,如果想在其它慢走丝线切割机床上使用,可以借鉴与参考上面的宏程序。
此宏程序的运用,最大的优点是既解决了丝头隐藏的问题,又可以使小圆在大圆的圆周上360°任意位置变换与两圆直径大小任意地改变。
3 结语
此加工方法运用比较灵活,既不影响加工精度,又不影响模具装配,还能提高生产效率,充分地保证了销钉孔、导柱孔及导套孔的位置精度、尺寸精度以及形状精度。在加工中,根据图纸的需要,只需改变大圆的直径、小圆的半径和角度尺寸即可,采用主程序调用子程序的方法进行加工,既快捷又简便,节省时间,提高工作效率,保护了冲头、凸模与凹模之间的配合,延长了模具使用的寿命。
(编辑立 明)
TG 48
A
1002-2333(2014)05-0147-01
丛日旭(1971—),男,技师,从事电加工实践教学方面的工作。
2014-03-04
猜你喜欢
中国铁路(2022年8期)2022-09-22
轻兵器(2022年3期)2022-03-21
幼儿100(2021年38期)2021-12-23
机械设计与制造工程(2021年5期)2021-06-15
兵器知识(2019年10期)2019-11-04
机械制造文摘(焊接分册)(2018年3期)2018-08-08
金属加工(冷加工)(2018年2期)2018-03-22
数学小灵通(1-2年级)(2016年4期)2016-11-16
小学生导刊(低年级)(2016年9期)2016-10-13
哈尔滨轴承(2011年2期)2011-03-16
