基于适应性空间填充曲线生成刀具路径的技术研究
2014-07-18 11:59黄象珊
组合机床与自动化加工技术 2014年1期
黄象珊
(浙江经济职业技术学院 汽车技术学院,杭州 310018)
基于适应性空间填充曲线生成刀具路径的技术研究
黄象珊
(浙江经济职业技术学院 汽车技术学院,杭州 310018)
空间填充曲线还没有被广泛应用于五轴数控系统中,因为在描述标准空间填充曲线样式时,由于尖角转向会产生很大的误差。为了消除较大运动误差和尖角转向的过度切削,将适应性空间填充曲线生成思想融入路径生成过程中,提出基于适应性的空间填充曲线刀具路径生成方法,在矩形网格上以最短Hamiltonian轨迹算法为指导来生成填充曲线,达到优化适应性填充曲线刀具路径的目的,通过实例验证了方法的可行性。
刀具路径;适应性空间填充曲线;Hamiltonian
0 引言
应用最为广泛的空间填充曲线(SFC)需要考虑很多因素,包括刀具轨迹设计的递归Hilbert曲线。Hilbert曲线特别具有吸引力的是刀具轨迹设计,因为它的精细性可以被用于适当地增加路径的密度。然而,每条基于Hilbert曲线的刀具轨迹的精细性都在精确区域内增加刀具轨迹密度,由于增加了刀具轨迹的长度,从而导致了较低的加工效率。另外,Hilbert曲线还有一个容易使刀具不断改变方向的特点,这就使得加工过程缓慢而且会引起很大的运动误差。
为了弥补这些缺陷,本文提出利用适应性空间填充曲线生成刀具路径的方法。适应性空间填充曲线被用于生成刀具路径。对其特点描述如下:首先,适应性空间填充曲线总是遵循局部优化方向;第二,相对于常规的SFC,适应性空间填充曲线只在需要时转向,也就是当优化方向改变的时候;第三,适应性空间填充曲线消除了较大运动误差的出现和由于尖角转向而引起的过度切削;最后,适应性空间填充曲线的局部精细化处理以与常规SFC的实现方式一样。
适应性空间填充曲线生成的一个问题是以Hamiltonian路径关于在(u,v)平面中包括CC点在内的网格图表为例进行精确描述的。运算法则包括三步:构造网格、空间填充曲线的生成和更正刀具路径。
1 空间填充曲线刀具路径
1.1 填充曲线的描述
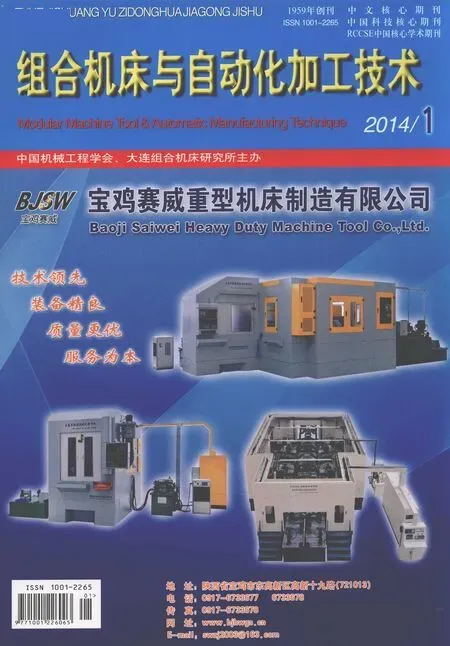
空间填充曲线[1-2]起源于1878年,George Cantor(1845—1918)证明了空间任意有限维的任何两个光滑流形具有相同的基数。Cantor的发现表明了单位线段[0,1]可以被双射到单位正方形[0,1]2上。然而1879年,Eugen Netto(1848—1919)证明了这种映射必须是不连续的,不能称之为曲线。如果不满足这个双射条件,Giuseppe Peano(1858—1932)在1890年发现了一个区间到平面的映射。这是空间填充曲线的第一例子,如图1所示;后来更多的例子被Hilbert(1891年,如图2所示)。
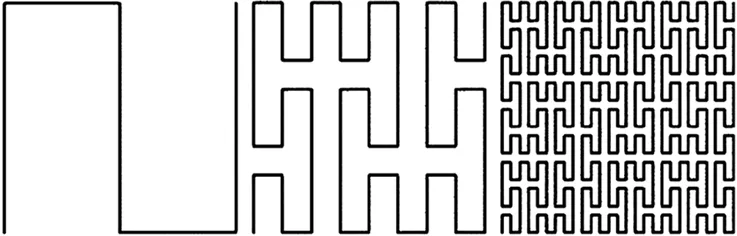
图1 Peano空间填充曲线的3次迭代
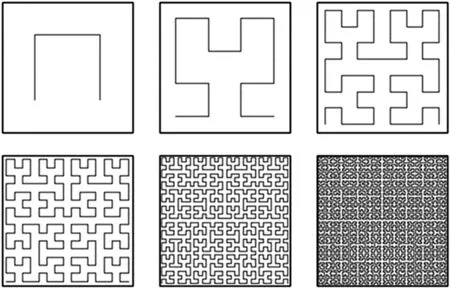
图2 Hilbert空间曲线的6次迭代
1.2 空间填充曲线刀具路径生成
当确定好填充曲线的类型后,根据加工质量的要求,选择合适的填充曲线的阶次,经过干涉处理后 ,便可作为加工刀具的走刀路径。
2 空间填充曲线刀具路径生成
2.1 网络构造
图3所示为由两个等参数刀具路径叠加而得的网格[3-4]m×n。等参数路径的生成是通过计算最小刀具轨迹间隔并将其作为下一个刀具路径的连续偏移。刀具路径间隔依赖于局部表面形状、切削刀具的形状和尺寸以及允许的皱褶高度。此外,两个相邻切削刀具路径的加工带宽度必须重叠,以保证加工表面的误差(皱褶高度)在公差范围内。此外,网格被看作是一个每两个相邻顶点都用边缘线连接起来的无向图,如图3d所示。图的顶点相当于最初的一系列在必需平面上的CC点,而两个相连接顶点间的距离就是在三维空间R3内对应的CC点之间的距离。注意切削刀具沿着在任意两个相连接顶点之间的路径满足皱褶深度约束。这个特征允许依靠空间填充曲线来优化刀具路径。
(a)在V方向上的等参数刀具路径(b)在u方向上的等参数刀具路径(c)两个等参数刀具路径的迭代(d)最终的网格图3 两个等参数刀具路径叠加而得的网络
2.2 空间填充曲线刀具路径的生成
2.2.1 Hamiltonian回路形成原因
网格构造被看作是Hamiltonian路径问题来确切描述的。找一条距离很短的路径只不过是个旅问题。既然这是个NP-hard问题,寻找最优化方案的算法求解较慢且效率低。Hamiltonian轨迹运算是一种简单且计算效率高的法则,该算法是基于由Dafner等为了二维图像扫描而开发的覆盖合并算法,Hamiltonian轨迹算法被应用扩展到任意矩形网格中[5]。
2.2.2 矩形网格上Hamiltonian路径的求解算法
算法思路:首先,不相交的回路经过所有顶点,然后回路被合并为单独的Hamiltonian回路。最初的回路是由小矩形环状轨迹通过相邻4个顶点连接起来的,然后将偶数行和列的顶点和奇数行和列上的顶点连接起来,如图4a所示。另外,如果m或n是奇数,则将顶点沿着边界用短划线连接成虚线回路,如图4b所示。相邻回路可连接一个较大的回路。合并的代价按照下式计算。
Cost(A,B)=∣s∣+∣t∣-∣e∣-∣f∣
其中,∣e∣表示在R3中由边缘线e连接两个顶点间的距离。
合并两个虚线回路的代价设为-∞,即所有的虚线回路开始时都被连接起来。这样就保证了刀具路径从Hamiltonian轨迹移除虚线边后依然是连续的。而且,实线回路A可与一个虚线回路D合并,仅当A与位于相反方向的实线回路C合并时。为了实现这个合并属性,将A与D的合并代价等于A与C的合并代价。这个合并属性被用于减少沿着边界有大量拐点的不合适的狭窄的之字形刀具路径生成的可能性。
对偶图G′首先被构造出来以合并所有小回路,如图4b所示。G中的每个小回路在G′中都定义了一个顶点,而且G中连接A与B两个小回路的两条边s和t在G′中也定义了一个边v′。
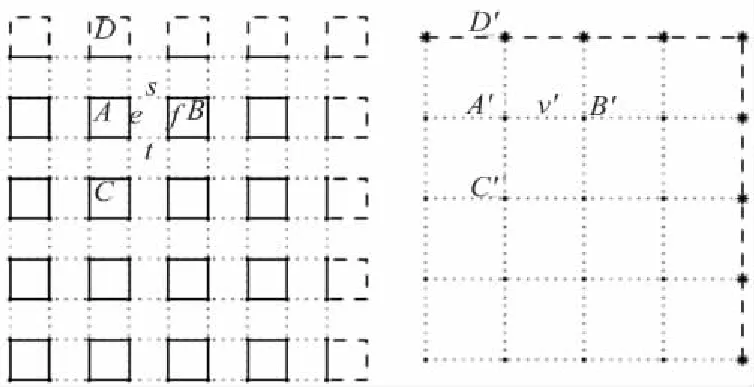
(a)被初始回路覆盖的无向图G (b)对偶图G′
如图5所示除了构造对应的最小生成树之外,还阐明了合并算法[6-7]。在所有回路都被合并为Hamiltonian回路后,通过移除所有回路边缘而生成了刀具轨迹,具体如图5c所示。令T为一系列边缘最小生成树,合并算法如下。
1)设T=φ,将G′的边按合并代价以升序排序。如果出现一个结,将连接两个顶点的边排在前面。
2)考虑第一个未通过的边线。将其包括在T中,当且仅当它其他T的边在对偶图G′中没形成回路,且也不违背合并属性。
3)若边放入T中,合并G中的两个回路,其相当于用新增加的边连接G′中的两个顶点,然后进入第4步,否则返回第2步。
4)如果T包括n-1条边(其中n代表G′中顶点的数量),停止并输出Hamiltonian回路的结果,否则返回到第2步。
2.2.3 刀具路径更正
按照上面的步骤生成的刀具路径还有两方面需要修改[8-9]:第一,刀具路径的轨迹应该被修改以消除底切;第二,当刀具改变方向时,刀具方向也要作仔细调整。
刀具路径的调整是必要的,因为当刀具改变方向时,空间填充曲线刀具路径上的转向会致使刀具错过某些加工表面区域。在每一个转向处,两条相邻刀具路径沿不同方向切削形成的切削带不会重叠而形成底切,或重叠部分不足而产生了很明显的褶皱(如图6所示)。
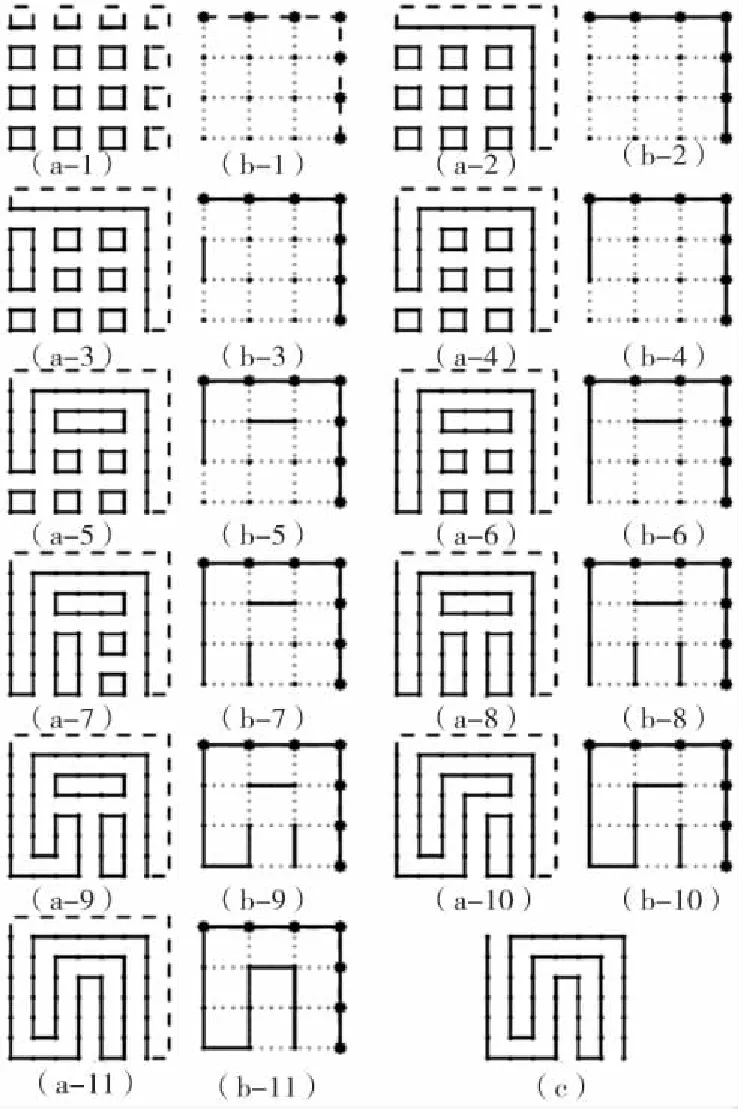
(a)通过小回路合并构造的Hamiltonian回路(b)最小生成树 (c)生成的刀具轨迹图5 刀具轨迹的生成
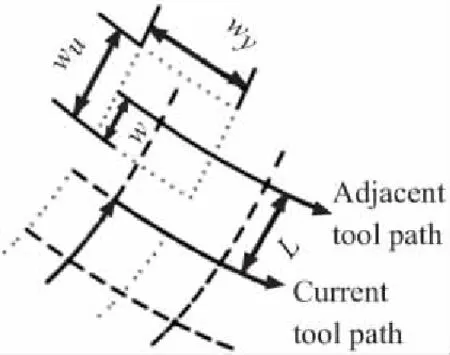
图6 在相邻刀具路径上通过使用空间填充曲线生成的加工带(短画线)
3 举例应用
一个曲面控制顶点给出,要求加工表面公差h=0.01mm ,用半径R=3mm 的平头刀进行加工,应用上述算法实现的刀具路径结果。
例: 如图7所示,一个三次Bezier表面,既有凸形区域又有凹形区域。这个表面被描述为:
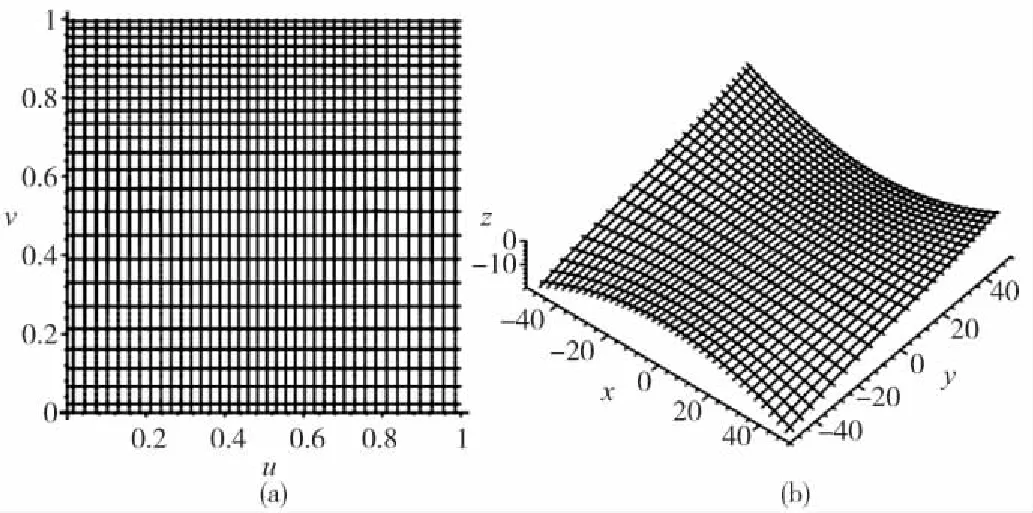
(a)例子中表面在(u,v)区域两个等参数刀具路径的重叠
其中,Px,Py,Pz是16个控制点的x,y,z坐标。利用重叠两个等参数轨迹构造的网格如图7所示。刀具轨迹的结果如图8和图9所示。刀具轨迹更正用于切削加工前、后的加工结果,如图10和图11所示。很明显,在保证表面质量的同时,这种方法能将未被移除的多余材料去除。表1所示为就刀具轨迹长度而言,空间填充曲线(SFC)刀具路径对等参数刀具路径的情况。
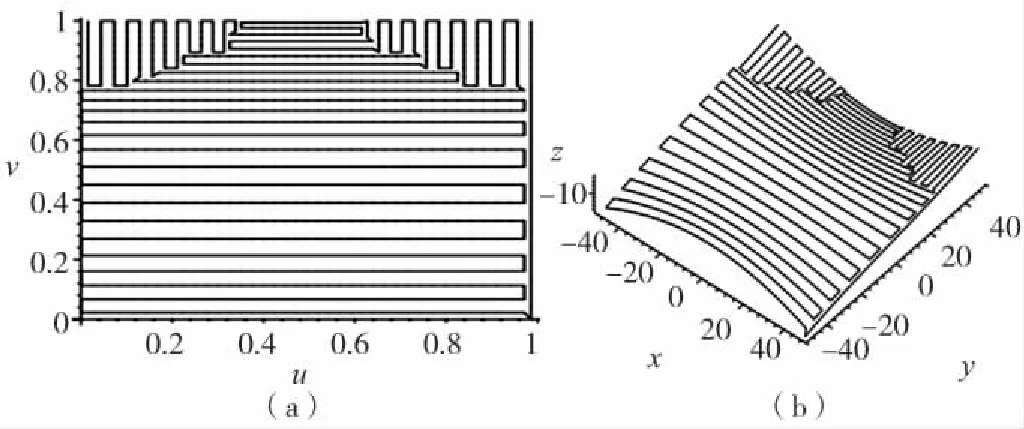
(a)例子中表面在(u,v)区域中的SFC刀具路径(b)例子中的表面在工件坐标系中的SFC刀具路径图8 对于例子中的表面在(u,v)区域和工件坐标系中的SFC刀具路径
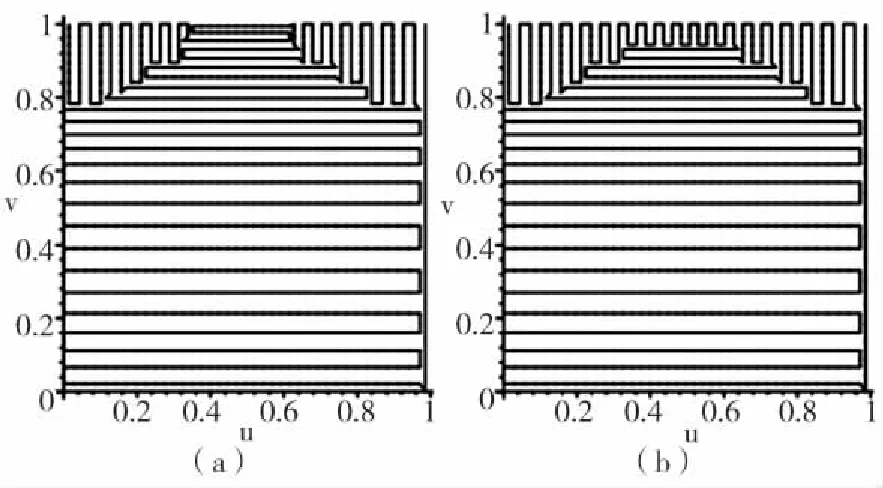
图9 对于例子中刀具路径的合并和不合并的情况(a)例子中刀具路径的合并情况(b)例子中刀具路径的不合并情况
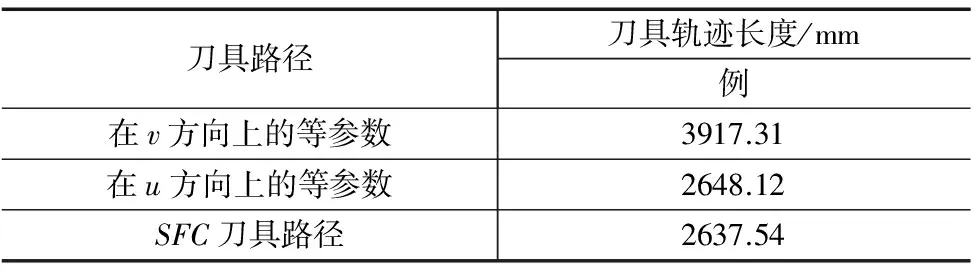
刀具路径刀具轨迹长度/mm例在v方向上的等参数3917.31在u方向上的等参数2648.12SFC刀具路径2637.54
总之例如加工一个像以上例子中的简单表面,不需要很多带有锐角变化的拐点。因此,相应的SFC刀具轨迹无论是从刀具轨迹长度方面还是加工时间方面都比常规的等参数刀具轨迹要好。但是对于复杂形状的表面,当角速度未被约束时,尖角拐点会减缓加工进程。对于这样的表面,SFC方法更适用于有高速旋转轴的铣床上。
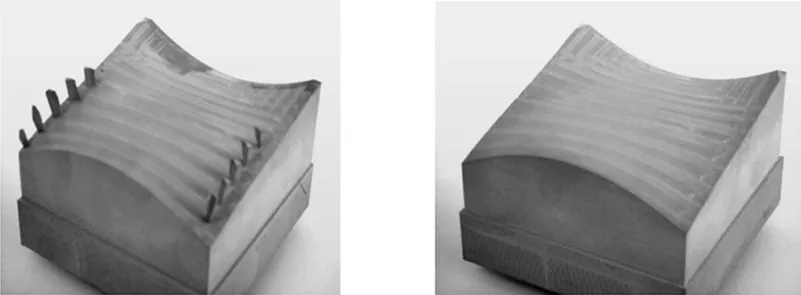
图10 应用没修正过的SFC刀具路径的实际加工 图11 应用修正过的SFC刀具路径的实际加工
4 结论
在参数线法刀具路径生成的基础上结合适应性空间填充曲线生成思想,提出适应性填充曲线刀具路径成方法[10];以加工要求为指导生成,两方向上的参数线路径,然后叠加形成网格,在Hamiltonian路径生成算法的引导下,完成网格的依次连接,最后在网上自然的呈现出适应性空间填充曲线路径,该路径即为适应性空间填充曲线刀具路径;通过实例应用,证实所提出方法的可行性及设计算法的正确性。
[1] 赵玉刚,李伟,郭峰,等. 基于Cox-de Boor 递推的任意次NURBS曲线插补算法的研究与仿真[J].组合机床与自动化加工技术,2012(6):45-49.
[2] Sagan,H.(1994). Space-Filling Curves. Springer-Verlag, New York.
[3] 何晶晶,夏铭,黄志勇. 三次样条曲线回转的车削加工[J].组合机床与自动化加工技术.2011(4):106-109.
[4] 周永情,李德明,孙军伟. 自由曲线轮廓数控加工路径生成及加工[J]. 组合机床与自动化加工技术.2011(4):94-97.
[5] 马哈诺夫,安诺泰派布.五轴数控铣床切削加工先进数值优化方法[M].北京:机械工业出版社,2013.
[6] 淡卜绸,李德信.基于Hilbert填充曲线的自由曲面刀具路径规划研究[J]. 机械设计与制造,2010(12):233-236
[7] 周济,周艳红.数控加工技术[M]. 北京:国防工业出版社,2002.
[8] 张文博. 基于填充曲线的曲面数控刀具轨迹自动生成算法研究[D].长春:长春理工大学,2006.
[9] 丛萌.数控刀具轨迹自动生成技术的研究[D]长春:长春理工大学,2004.
[10] 淡卜绸,赵亚宁,鲁开讲. 基于参数线法的填充曲线刀具路径生成方法研究[J].机械设计与制造,2010(12):230-232.
(编辑 李秀敏)
Research of Technology Tool Path Based on the Adaptability Space Filling Curve Comes into being Cutter Route′s
HUANG Xiang-shan
(College of Automotive Technical ,Zhejiang Technology Institute of Economy,Hangzhou 310018,China)
Space- filling curve, not having a quilt broad apply to among the five scrolls of numerical control system, when because of the form filling up a curve in the space describing a standard since that's the point angle gets lost may produce very big error. For removing excessive cutting that motion error and the point angle change to more, the curve come into being thought adaptability space is filled up melts to enter route come into being process middle , suggests that method comes to generate the filling curve being guided by the shortest Hamiltonian trajectory algorithm owing to that the adaptability space fills up the curve cutter route come into being on rectangle net lattice , reaches the purpose optimizing adaptability filling up curve cutter route , the feasibility by the fact that the example has verified method .
the tool path;adaptability space- filling curve;hamiltonian
1001-2265(2014)01-0053-04
10.13462/j.cnki.mmtamt.2014.01.015
2013-04-21;
2013-05-30
黄象珊(1976—),男,浙江温州人,浙江经济职业技术学院讲师,工学硕士,主要从事机电一体化方面教学与研究,(E-mail)hxshan98@163.com。
TH162;TG71
A
猜你喜欢
中等数学(2021年9期)2021-11-22
中等数学(2021年8期)2021-11-22
新世纪智能(英语备考)(2021年4期)2021-07-28
制造技术与机床(2019年11期)2019-12-04
中国外汇(2019年23期)2019-05-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
北京航空航天大学学报(2016年9期)2016-11-16
发明与创新(2016年5期)2016-08-21
军事体育学报(2014年1期)2014-02-27