
蒸压养护制度对某铁尾矿加气混凝土力学性能的影响
2014-08-25 08:28李德忠
金属矿山 2014年1期
李德忠 倪 文
(北京科技大学土木与环境工程学院,北京100083)
加气混凝土是一种轻质多孔、保温隔热、防火性能良好、可加工性强,且具有一定抗震能力的新型墙体建筑材料[1-3]。其主要生产原料包括钙质材料(水泥和石灰)、硅质材料(如硅砂、粉煤灰、高硅尾矿砂等)、发气剂(常用发气剂为铝粉)和调节材料(石膏)等[4]。其生产流程主要有配料、搅拌、浇注、静停养护、拆模、蒸压养护等工序。其中,配料是加气混凝土生产过程中的重要工序,直接影响到料浆的发气膨胀与硬化过程;静停养护是保证料浆顺利完成发气膨胀与坯体硬化过程的重要工序;蒸压养护是加气混凝土获得最终强度的必要条件[5-7]。
在蒸压养护过程中,加气混凝土各物料之间进行一系列的物理化学反应,产生一系列的水化产物,如水化硅酸钙、托贝莫来石等。这些水化产物将加气混凝土中的固体颗粒胶结在一起,形成牢固的整体结构,使加气混凝土成为不同于原坯体材料的全新的硅酸盐材料。因此,人们又把这一在水热条件下合成新的水化矿物的过程称为水热合成反应[8]。本试验将从升温时间、恒温时间、恒温压力和降温时间等4个方面研究蒸压养护制度对尾矿加气混凝土力学性能的影响。
1 试验原料与方法
1.1 试验原料
(1)铁尾矿。铁尾矿取自山西灵丘县南岐铁矿选矿厂,粒度为 -200目占 90.4%,密度为 2.67 g/cm3,主要化学成分分析结果见表1,XRD分析结果见图1。于高硅铁尾矿。
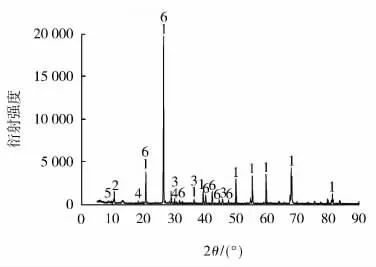
图1 铁尾矿XRD图谱Fig.1 XRD results of iron tailings1—石英;2—铁阳起石;3—绿泥石;4—磁铁矿;5—云母;6—斜长石

表1 铁尾矿主要化学成分分析结果Table 1 Main chemical composition analysis of iron tailings %
由图1可知,铁尾矿中主要矿物有石英、斜长石,其次为绿泥石、铁阳起石和磁铁矿等。
(2)水泥。水泥为灵丘县豪洋水泥有限公司生产的42.5普通硅酸盐水泥,主要物理性能指标见表2。
由表1可知,铁尾矿中SiO2含量达72.61%,属

表2 水泥的主要物理性能指标Table 2 Main physical index of the cement
由表2可知,该水泥质量达到《GB 175—1999硅酸盐水泥、普通硅酸盐水泥》要求。
(3)石灰。石灰为北京金隅加气混凝土有限责任公司生产所用石灰,消解时间为15 min,消解温度为65℃,有效 CaO含量 >60%,+0.08 mm占13.5%。
(4)石膏。石膏为北京石景山热电厂的脱硫石膏,+0.08 mm占16%,主要化学成分分析结果见表3。

表3 脱硫石膏主要化学成分分析结果Table 3 Main chemical composition analysis of desulphurize gypsum %
由表3可见,脱硫石膏中CaO和SO3含量较高,SiO2、Al2O3、MgO 、Fe2O3和 K2O 含量均不高。
(5)发气剂。发气剂铝粉为哈尔滨东轻金属粉业有限责任公司生产的FQ-80B型亲水性铝粉,其活性Al含量≥90%,+0.08 mm含量小于3.0%,发气率≥80%,发气时间≤20 min,亲水性≤20 s。
1.2 试验目标、设备及方法
(1)试验目标。制备符合《GB/T 11968—2006蒸压加气混凝土砌块》中A3.5、B06级强度要求的加气混凝土砌块,即砌块抗压强度≥3.5 MPa、干密度≤625 kg/m3。
(2)试验设备。主要试验设备有CS101-3E型鼓风干燥箱,WL-1型微粒球磨机,YH-40B型恒温养护箱,ZCF-40型高压釜。
(3)试验方法。先将干燥的铁尾矿粉磨至-0.08 mm占91.6%,铁尾矿、水泥、石灰、石膏按质量比 61∶10∶23∶6(总质量 2.2 kg)配样,搅拌均匀后,按水料质量比0.57∶1加入55℃左右的加温自来水,再搅拌90 s,添加铁尾矿等4种原料总质量分数0.055%的铝粉,继续搅拌40 s,然后迅速浇入100 mm×100 mm×100 mm的模具中,放入内部温度为70℃的恒温养护箱中静停养护3 h,坯体硬化后拆模,将硬化后的坯体放入高压釜中进行蒸压养护,出釜后的加气混凝土砌块放入鼓风干燥箱中烘干,得到蒸压养护加气混凝土砌块,并进行力学性能测试。
1.3 测试方法
(1)加气混凝土的干密度测试。将相同制备条件下的3块加气混凝土试件放人电热鼓风干燥箱内,60±5℃保温24 h,然后在80±5℃保温24 h,最后在105±5℃烘至质量恒定,准确测量3块试件的体积(精确到l mm3),分别计算各试块的干密度,然后求平均值。
(2)加气混凝土的抗压强度测试。加气混凝土的抗压强度按照《GB/Tll 971—1997 加气混凝土力学性能试验方法》进行强度测试。
(3)X射线衍射分析。用X射线衍射仪分析样品的物相组成。试验采用日本理学Rigaku D/Max-RC粉晶X射线衍射仪,扫描速度为4°/min,扫描范围为 5°~75°,步长0.02°,Cu 靶。
(4)扫描电镜(SEM)分析。用带有能谱仪(EDS)的扫描电子显微镜(SUPRATM55)观察制品的水化产物形貌,利用能谱仪分析水化产物中元素分布及其含量。
2 试验结果与讨论
2.1 蒸压养护试验
2.1.1 蒸压养护升温时间对尾矿加气混凝土制品性能的影响
在蒸压养护升温过程中,受传热效率和坯体透气性能的影响,升温速度太快,坯体内外温度差、压力差和湿度差等过大会造成制品开裂,影响最终制品的性能;升温速度太慢,产品生产周期太长,直接影响生产效率。因此,在加气混凝土的生产过程中,必须合理控制升温时间。
蒸压养护升温时间对尾矿加气混凝土制品抗压强度影响试验固定恒温养护温度为185℃(对应的釜内压力为1.2 MPa),恒温时间为8 h,采取自然降温方式降温,试验结果见表4。

表4 升温时间对尾矿加气混凝土制品性能的影响Table 4 The properties of AAC products at differentlength of time for temperature rising
由表4可以看出:①升温时间从1.5 h延长至2.0 h,尾矿加气混凝土制品的抗压强度从4.67 MPa升至5.16 MPa;继续延长升温时间至3.0 h,尾矿加气混凝土制品的抗压强度从5.16 MPa降至4.95 MPa。②升温时间变化对制品的干密度影响较小,各升温时间情况下的干密度均符合GB/T 11968—2006中A3.5、B06级加气混凝土合格品的要求。因此,确定升温时间为2 h。
2.1.2 蒸压养护恒温时间对尾矿加气混凝土制品性能的影响
恒温时间是尾矿加气混凝土制品能够进行充分水化反应并达到一定结晶度的保证。在实际生产中,由于受到釜内热交换的影响,往往是坯体外层最先达到设定的恒温温度,最内层坯体达到恒温温度的时间要晚于最外层坯体。因此,为了更好地实现釜内坯体各个部位都达到设定的温度,且在设定温度下实现物料的充分水化,就必须有足够的恒温时间来保证。
蒸压养护恒温时间对尾矿加气混凝土制品性能影响试验固定升温时间为2 h,恒温温度为185℃(釜内压力为1.2 MPa),采取自然降温方式降温,试验结果见表5。

表5 恒温时间对尾矿加气混凝土制品性能的影响Table 5 The properties of AAC products atdifferent length of constant time
由表5可以看出:①恒温时间从5 h延长至8 h,尾矿加气混凝土制品的抗压强度从4.66 MPa升至5.16 MPa;继续延长恒温时间至9 h,尾矿加气混凝土制品的抗压强度从5.16 MPa显著下降至4.86 MPa。②恒温时间变化对制品的干密度影响较小,各恒温时间情况下的干密度均符合 GB/T 11968—2006中A3.5、B06级加气混凝土合格品的要求。因此,确定恒温时间为8 h。
2.1.3 恒温温度对尾矿加气混凝土制品性能的影响
恒温时间相同、温度不同时,所得制品的强度有所不同。通常情况下,随着恒温温度的提高,釜内压力上升,制品的强度也增加。这是因为随着釜内温度和压力上升,原材料中SiO2和Al2O3的溶解速度加快,有更多活性的SiO2和Al2O3参与水化反应,形成更多的水化产物(如CSH凝胶和托贝莫来石),从而提高制品的抗压强度。另一方面,恒温压力过大,会使制品中的水化产物类型发生转变,容易形成强度低的水化产物(如硬硅钙石),故制品的抗压强度有所降低。实际生产中,水泥-石灰-砂加气混凝土的恒温压力一般在1.0~1.2 MPa,水泥-石灰-粉煤灰加气混凝土的恒温压力一般在0.7~1.3 MPa之间。
恒温温度对尾矿加气混凝土制品性能影响试验固定升温时间为2 h,恒温时间为8 h,采取自然降温方式降温,恒温温度为 175、180、185、190、195 和 200℃,所对应的恒温压力分别为 1.0、1.1、1.2、1.35、1.46和1.6 MPa,试验结果见表6。

表6 恒温温度对尾矿加气混凝土制品性能的影响Table 6 The properties of AAC products at different constant temperature
由表6可以看出:①恒温温度从175℃上升至195℃,尾矿加气混凝土制品的抗压强度从4.75 MPa升至5.46 MPa;继续升高恒温温度至200℃,尾矿加气混凝土制品的抗压强度从5.46 MPa显著下降至5.03 MPa。②恒温温度上升,恒温压力增大,尾矿加气混凝土制品的干密度先小幅增大后小幅减小,但均符合GB/T 11968—2006中A3.5、B06级加气混凝土合格品的要求。因此,确定恒温温度为195℃(恒温压力为1.46 MPa)。
试验结果表明,在加气混凝土生产过程中,不是釜内压力越高越好,合理的恒温压力有利于提高加气混凝土的抗压强度。
2.1.4 降温时间对尾矿加气混凝土制品性能的影响
降温过程同升温过程一样,也存在热交换问题,只不过该阶段的热交换恰好与升温过程相反。随着釜内蒸汽的排出,气压下降,制品表面的水分迅速汽化并排出釜外,制品表面的温度和湿度降低,使制品内的高温液体向制品表面迁移,降温过程就是靠水分的迁移和汽化完成的。因此,釜内热交换快,降温速度也快,降温后期,水分迁移变慢,热交换速度也随之降低。在降温过程中,如果降温速度太快,可能会因制品内外温差或湿度差变化过大而造成制品的损坏。所以在降温过程中,不能一味地去追求生产效率而缩短降温时间。
降温时间对尾矿加气混凝土制品性能影响试验固定升温时间为2 h,恒温温度为195℃(恒温压力为1.46 MPa),恒温时间为8 h,试验结果见表7。

表7 降温时间对尾矿加气混凝土制品性能的影响Table 7 The properties of AAC products at different length of time for temperature decreasing
由表7可以看出:随着降温时间的延长,尾矿加气混凝土的抗压强度上升、干密度下降,自然降温时抗压强度达到最大,干密度最低,分别为5.46 MPa和593 kg/m3。综合考虑,确定降温时间为3 h。
2.2 尾矿加气混凝土的XRD分析
试验对升温时间为2 h、恒温温度为195℃(恒温压力为1.46 MPa)、恒温时间为8 h、降温时间为3 h情况下的尾矿加气混凝土制品进行了XRD分析,结果见图2。

图2 尾矿加气混凝土制品的XRD图谱Fig.2 XRD analysis of AAC products1—石英;2—托贝莫来石;3—羟基水化硅酸钙;4—铁阳起石;5—斜长石;6—绿泥石;7—石膏
由图2可以看出,尾矿加气混凝土制品中的主要成分为石英和斜长石,主要水化产物为托贝莫来石和羟基水化硅酸钙。托贝莫来石是一种结晶完好的单碱水化硅酸钙,呈薄片状,与纤维状的低碱水化产物CSH凝胶组合比合适情况下可以使制品获得较高的强度。
同图1对比可知,经过蒸压养护,原尾矿中部分矿物的XRD衍射峰明显降低(如石英、铁阳起石、斜长石、绿泥石等),而磁铁矿、云母等矿物的衍射峰经蒸压养护后消失。这说明,在蒸压养护过程中,铁尾矿中的矿物成分能够参与水化反应,部分铝离子、铁离子能够进入托贝莫来石结构中,形成新的物相,对制品强度的发展起到了积极的作用[9-12]。
3 结论
(1)以灵丘县南岐铁矿选矿厂的铁尾矿为主要原料制备加气混凝土的适宜蒸压养护条件为:升温时间2 h、恒温温度195℃(恒温压力1.46 MPa)、恒温时间8 h、降温时间3 h,所获得的加气混凝土制品的抗压强度为5.28 MPa、干密度为597 kg/m3,符合GB/T 11968—2006中A3.5、B06级加气混凝土合格品的要求。
(2)试验制备的加气混凝土试件的XRD分析结果表明,尾矿加气混凝土制品中的主要水化产物为托贝莫来石和羟基水化硅酸钙,原尾矿中的石英、斜长石等依然存在于制成品中,以骨料的形式对尾矿加气混凝土制品的强度起着积极作用。
[1] 汪 洋,蒋学鑫,吴世勇.利用石英尾砂生产加气混凝土的技术研究[J].国外建材科技,2008,29(2):16-21.Wang Yang,Jiang Xuexin,Wu Shiyong.Technique research of producing aerated concrete by quartz tailing sand[J].Science and Technology of Overseas Building Materials,2008,29(2):16-21.
[2] 胡芳芳,张一敏,陈铁军,等.用石煤提钒酸浸渣制备蒸压砖[J]. 金属矿山,2012(10):149-152.Hu Fangfang,Zhang Yimin,Chen Tiejun,et al.Research on preparation of autoclaved brick from stone coal acid-leaching vanadium tailings[J].Metal Mine,2012(10):149-152.
[3] 王长龙,倪 文,乔春雨,等.用石英尾砂制备蒸压加气混凝土[J]. 金属矿山,2012(12):140-143.Wang Changlong,Ni Wen,Qiao Chunyu,et al.Preparation of autoclaved aerated concrete with silica tails[J].Metal Mine,2012(12):140-143.
[4] 甘立炜,朱丽萍,张召述,等.磷渣活化制备加气混凝土的研究[J].昆明理工大学学报:理工版,2010,35(3):33-37.Gan Liwei,Zhu Liping,Zhang Zhaoshu,et al.Study on technology of aerated concrete manufactured with phosphorus slag[J].Journal of Kunming University of Science and Technology:Science and Technology,2010,35(3):33-37.
[5] 赵云良,张一敏,陈铁军.蒸压制度对赤铁矿尾矿蒸压砖强度的影响[J].金属矿山,2012(5):161-164.Zhao Yunliang,Zhang Yimin,Chen Tiejun.Effect of autoclaved schedule for compressive strength of hematite tailing bricks[J].Metal Mine,2012(5):161-164.
[6] 府坤荣.蒸压加气混凝土养护制度的探讨[J].新型建筑材料,2006(12):72-74.Fu Kunrong.Discussion of curing system for autoclaved aerated concrete[J].New Building Materials,2006(12):72-74.
[7] 张继能,顾同曾.加气混凝土生产工艺[M].武汉:武汉工业大学出版社,1994.Zhang Jineng,Gu Tongzeng.Autoclaved Aerated Concrete Production Process[M].Wuhan:Wuhan University of Technology Press,1994.
[8] 崔可浩,马保国,易海云.粉煤灰加气混凝土水热合成工艺参数的选择及制品性能的研究[J].硅酸盐学报,1992,20(2):123-129.Cui Kehao,Ma Baoguo,Yi Haiyun.Selection of technology parameters for hydrothermal synthesis of aerated fly-ash concrete and properties of the products[J].Journal and the Chinese Ceramic Society[J].1992,20(2):123-129.
[9] Mostafa N Y,Kishar E A,Abo-El-Enein SA.FTIR study and cation exchange capacity of Fe3+and Mg2+substituted calcium silicate hydrates[J].Journal of Alloys and Compounds,2009,473(1/2):538-542.
[10] Sun G K,Francis JY,James R K.The role of Al in C-S-H:NMR,XRD,and compositional results for precipitated samples[J].Cement and Concrete Research,2006,36(1):18-29.
[11] 钱嘉伟,倪 文,李德忠,等.硅质材料细度对低硅铜尾矿加气混凝土性能的影响[J].金属矿山,2011(7):161-164.Qian Jiawei,Ni Wen,Li Dezhong,et al.Influence of the fineness of silica materials to the properties of aerated concrete with low-silicon copper tailings[J].Metal Mine,2011(7):161-164.
[12] 陈 伟,倪 文,李 倩,等.石膏掺量和钙硅比对金尾矿加气混凝土性能的影响[J].金属矿山,2013(5):160-163.Chen Wei,Ni Wen,Li Qian,et al.Effects of proportion of gypsum and C/S ratio of the system on autoclaved aerated concrete[J].Metal Mine,2013(5):160-163.
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年6期)2022-04-18
选煤技术(2021年3期)2021-10-13
河北地质(2021年2期)2021-08-21
河北农机(2020年10期)2020-12-14
矿产综合利用(2020年1期)2020-07-24
中国特种设备安全(2020年11期)2020-06-09
河北省科学院学报(2020年4期)2020-03-19
江西建材(2018年4期)2018-04-10
大陆桥视野·下(2017年11期)2017-10-31
