
浅谈建筑卫生陶瓷泥砂类原料的检测方法和标准化
2014-10-19 03:04刘畅
陶瓷 2014年12期
刘 畅
(佛山石湾鹰牌陶瓷有限公司 广东 佛山 528031)
前言
在建筑卫生陶瓷生产中,原料是基础,成形是条件,烧成是关键。原料的合理选择和科学的分析对企业的生产来说至关重要。陶瓷坯用原料种类繁多,即使是同一种原料,虽然名称相同,但由于其原矿的产区不同,其性能也会有很大差别。如何控制好原料的质量,确保批次原料符合公司的技术指标,规范的原料采购和验收,不同企业都有各自的操作模式,笔者就建筑陶瓷行业如何对原料进行质量控制和验收分享自己的经验。
1 泥砂类原料的关键性能指标
一般建筑卫生陶瓷生产企业对泥砂类原料的使用和验收指标要求包括:
1)外观质量的指标。硬度、粒度、色泽、水分、含砂率、杂质、触摸手感等。
2)物理性能指标。可塑性、粘结性、干燥收缩、煅烧白度、煅烧收缩、烧后呈色、煅烧后吸水率、干燥强度、粘度等。
3)化学性能指标。化学成分(SiO2、Al2O3、Fe2O3、TiO2、K2O、Na2O、CaO、MgO)、烧失量、矿物组成、可溶性盐类、pH值等。
1.1 泥砂类原料检测验收流程图

1.2 泥砂类原料检测验收方法
1.2.1 原料检测的主要设备、仪器和工具
球磨机、球磨罐、磨具、千斤顶、窑炉、数显白度仪、游标卡尺、硅酸盐智能快速分析仪、火焰光度计(测K、Na)、马弗炉、不锈钢碟、电子天平、干燥箱、筛子、筛网、流速杯、秒表、破碎机、不锈钢盘、量筒等。
1.2.2 取样
1)原料未进入堆场前,直接在车上取样,以每车为一个抽检批次。首先目测车上原料的分布情况,从车上不同位置取有代表性的样品,至少9个采样点,取样总质量不低于3 kg,装入密封袋或塑料桶,贴上标签并注明:物料名称及样品编号、采样日期、采样人、采样地点等。取回的样品抽取1 kg备案(至该原料用完后1个月即可清理),并记录其外观特征。
2)原料进入堆场,对堆场内同一种砂泥原料取样,以外观基本一致、不超过1 000 t的物料为一个抽检批次。首先目测原料中各类型砂、石等的分布情况,抽取有代表性的样品。样本从每个不规则锥型堆头的上、中、下3点取样,取样总质量不低于3 kg,装入密封袋或塑料桶,贴上标签并加以注明,记录堆场原料的外观特性。
1.2.3 原料外观对比检测(与标准样对比)
将适量样品和标准样品置于不锈钢碟在干燥箱内烘干,取出冷却后分别取样品和标准样品平铺在白纸片或白瓷片上,在自然光下目测比较外观和杂质,并记录。
1.2.4 水分(含水率)的检测
称取100 g的待测样品置于恒重的不锈钢碟中,然后将试样放入干燥箱中于180 ℃±10 ℃的温度恒温干燥120 min。取出,在空气中冷却10 min,称得干样质量为m1, 按公式W(%)=(100-m1)/100计算出样品的含水率。
1.2.5 含砂率的检测(泥类原料用200目筛网,高温砂类原料用40目筛网)
1)将试验筛用水浸湿,将干燥后试样搅拌均匀后,称取100 g全部置于筛内,然后用水漂洗至水清(或无泥样物)为止,用少量水将筛上物全部移至已恒重的不锈钢碟中,待沉淀后将上部清水小心倾出。
2)将筛上物放入恒温干燥箱内于180 ℃±10 ℃的温度,恒温干燥40 min。取出,在空气中冷却10 min,称得干样质量为m1。
3)试样含砂率:S(%)=m1
1.2.6 浆料的制备
1)干燥、破碎、除铁。将取回的样品混合均匀,置于180 ℃±10 ℃烘箱内干燥至恒重。需要时,用研钵或轮碾机进行破碎,破碎后用除铁棒进行除铁。
2)配料按表1所示进行配料。
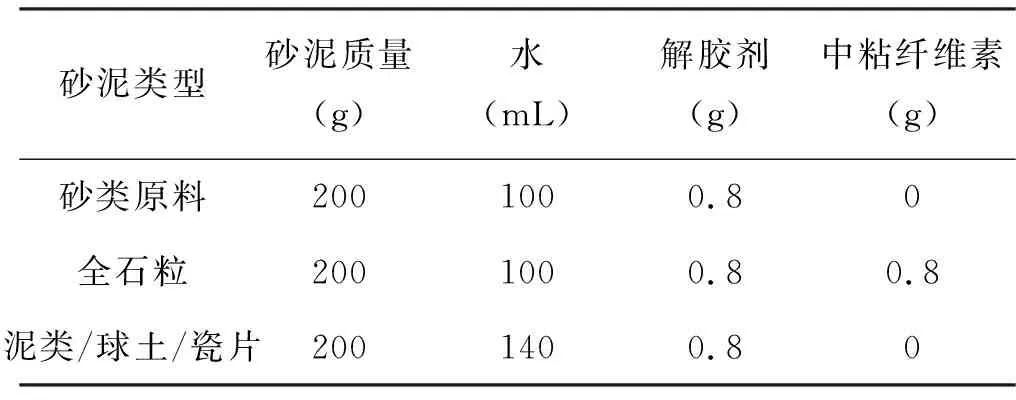
表1 原料组成
3)球磨。将称量好的样品放进球磨罐中球磨,球磨时间如表2所示。
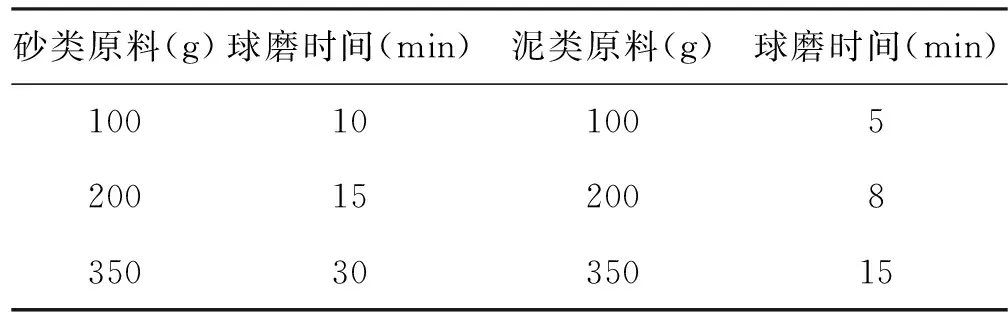
表2 不同砂类原料的球磨时间
每个快速球磨罐中高铝球石的质量为700 g,其中直径0~15 mm高铝球石约为350 g,直径15~22 mm的约为350 g。每隔15 d需按此配比加入新的球石,以保证球磨效率的一致性。
1.2.7 流速的检测
将制好的浆料混合均匀,倒入流速杯中至满杯,一只手封住杯底,一只手拿住秒表。然后,将手移开并开始计数,至流速杯里的浆料完全流出时停止计数。记录秒表上的数据t1,即为浆料的流速。
1.2.8 原料化学成分检测
将球磨好的浆料干燥后过200目筛,取20 g样品送到化学分析室,检测分析成分包括:SiO2、Al2O3、Fe2O3、TiO2、K2O、Na2O、CaO、MgO、烧失量。
1.2.9 煅烧白度、煅烧收缩、烧后呈色、煅烧后吸水率的检测
1)粉料的制备。将球磨好的浆料除铁后过80目筛,然后进行干燥。砂类原料含水率3%~8%,泥类原料含水率8%~12%。将干燥后的试样过20目标准筛成粉料备用。
2)压制成形、干燥。称量35 g粉料放入直径为5.02 mm的圆形模具中用液压千斤顶进行压制成形,将成形后的圆饼至于180 ℃±10 ℃干燥箱中干燥至恒重(30~40 min)。
3)烧成。将干燥后的圆饼样品送到窑炉车间(约1 200 ℃)烧成。
4)煅烧白度的检测。将烧制好的样品冷却后,用数显白度仪进行检测,并记录。
5)煅烧收缩的检测。将烧制好的样品冷却后,用游标卡尺量取样品的直径D1,按公式L(%)=(5.02- D1)/5.02计算出样品煅烧收缩率。
6)煅烧呈色的检测。将烧后的样品冷却后,在自然光下目视其样品与标准样发色的偏差,并记录。
7)煅烧后吸水率的检测。将烧好的样品送至物理检测室,用陶瓷吸水率测定仪进行检测,并记录。
1.2.10 球土类原料的强度检测
1)取约300 g球土原料置于不锈钢碟中,将其放入干燥箱(180 ℃±10 ℃)烘干至恒重,然后取出冷却。
2)干燥后的原料称取100 g,并在样品上均匀喷洒12 g的水,然后过20目筛。
3)取过筛后的粉料35 g压制成长条试样(尺寸:100 mm×20 mm ),总计压制3个试样。
4)将长条试样放入干燥箱(160 ℃±10 ℃)干燥1 h,然后取出冷却至室温。
5)将干燥后的试样放入电动材料抗折仪上测试,记录数据,并计算出试样强度的平均值。
1.2.11 泥砂类原料的批量判定及不合格处理方法
对批次原料抽样进行外观及理化性能分析,根据原料验收标准,依据实际检测结果对原料进行合规性判定,对不合格的原料根据实际情况进行扣罚、让步接收或退货处理。
2 原料标准化的思考
目前我国建筑卫生陶瓷使用的原料性能波动很大,给工艺控制和质量管理带来了很大的困难。有很多专家认为可以借鉴西班牙、意大利在不同的产区建立标准化的陶瓷矿物原料厂,给产区集中供应,然而这些方案都没有获得成功,主要原因有3点:
1)企业可以通过工艺调节控制原料波动的影响。
2)原料标准化集中供应方案的成本远远高于陶瓷企业利用技术员调试配方的成本。
3)不同企业有各自的采购策略和合作供应商。标准化的目的是提升效率、降低成本,而非僵化地实行原料标准化供应。
目前陶瓷企业完全可以利用标准化的料仓堆料流程对企业自身原料的标准化进行处理,利用原料的验收标准、检测方法标准化,对原料进行入厂检验,并根据原料的波动,调整配方、试烧对比、确定配方,确保产品质量的稳定。因此原料标准化的有效实施还有待进一步探讨。
猜你喜欢
中国农业科技导报(2022年10期)2022-12-03
再生资源与循环经济(2022年9期)2022-11-20
粮油食品科技(2022年5期)2022-09-27
橡塑技术与装备(2022年8期)2022-08-05
化工设计通讯(2022年5期)2022-05-25
纺织高校基础科学学报(2021年2期)2021-07-13
陶瓷学报(2020年5期)2020-11-09
山东陶瓷(2020年1期)2020-01-08
纺织检测与标准(2016年3期)2016-08-16
装备制造技术(2015年7期)2015-02-20
