一种自动化上料系统的设计
2014-11-06 03:18黄发喜黄维博
机电工程技术 2014年7期
黄发喜,黄维博
(1.深圳市北鼎晶辉科技股份有限公司,广东深圳 518104;2.中国移动通信集团广东有限公司深圳分公司,广东深圳 518026)
小家电行业,实际上是劳动密集型产业,其丝印、装配都是人工取料、人工操作、人工装配。劳动强度大,生产效率低。如果能设计出一套标准的、系列的自动上料系统及机构,将对生产及装配自动化、提高生产效率、减少人工成本,产生重要的意义。
如图1所示,为弹夹式上料系统,何为弹夹,就是装在储料箱内的零件就好像是子弹装在子弹夹内一样,子弹能很容易地装在子弹夹内,子弹夹能很容易地装入枪膛,一颗一颗地发射子弹。弹夹式上料系统,就是借鉴子弹夹的原理设计和制造的。其静止部分主要由机架、机座、储料箱、储料箱盖组成,其运动部分主要由伺服电机、弹性联轴器、滚珠丝杠、丝杠滑块、丝杠支撑座、滑托架、直线轴承和导向轴等组成,其限位控制装置主要有上下行程开关、导向销、导向槽和弹性定位销。此外还配有放料架,以方便装料。
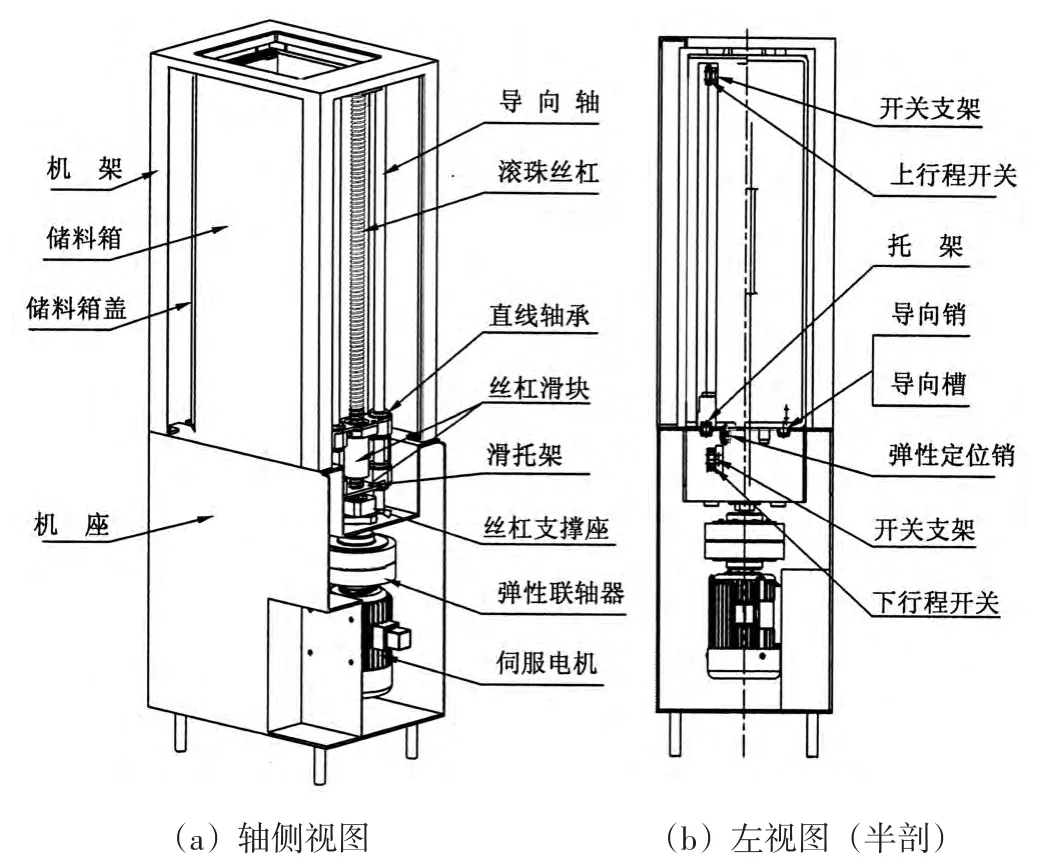
图1 弹夹式自动上料装置
1 工作原理
在生产时,将储料箱放在放料架上,如图2所示。从五金冲制或塑胶注塑或零件初加工等加工好的零件,直接放入到储料箱内,如图3所示。零件放满后,将储料箱盖盖好,如图4所示。然后将盛有零件的储料箱放入到上料系统机架上,推入并自动定位,如图5所示。
开始上料时,启动伺服电机,伺服电机转动,通过弹性联轴器,使滾珠丝杠转动,滾珠丝杠两端用丝杠支撑座支撑。丝杠转动,丝杠滑块带动滑托架向上移动,从而推动零件向上。零件向上到达指定位置碰触到限位开关,限位开关接通,如图6所示,电机停止转动,滑托架停止上升,零件停止上移。随后检测信号控制机械手将最上一个零件取走,用于加工、丝印或装配。零件取走后,限位开关断开,控制伺服电机重新启动,又一个上料动作开始。
储料箱的零件用完后,上料系统自动启动电机反转,使滑托架下移,滑托架下移至初始位置,使下限位开关接通,电机停止转动,并发出放料信号。操作工将空储料箱移出,如图7所示,再取下,然后将盛有零件的储料箱放入到机架的限定位置,继续使用。
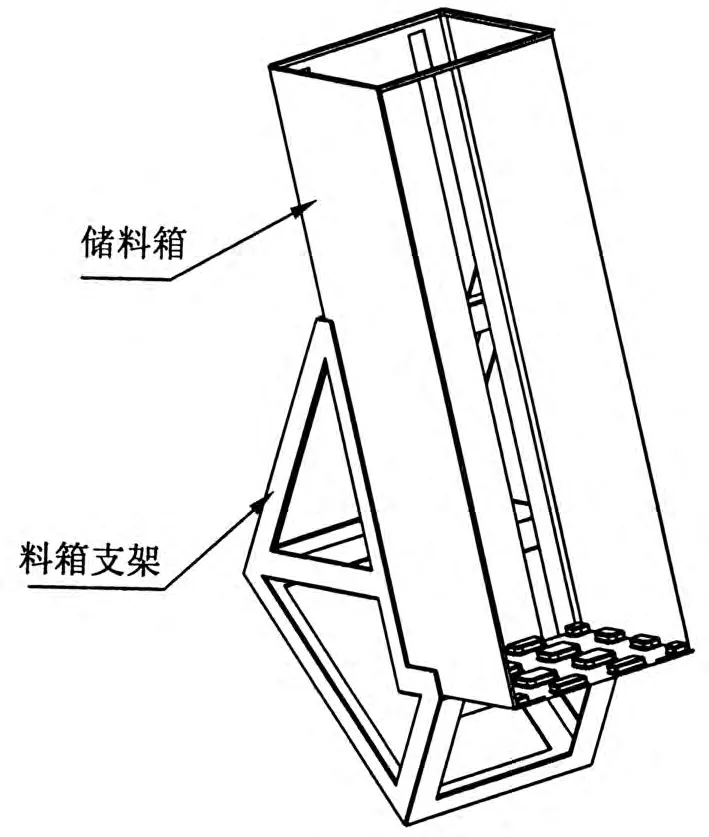
图2 储料箱放在料架上
2 自动上料系统的特点
(1)零件之间要避免粘连。
设计薄板零件并有高低不平的折边时,要注意避免零件之间的粘连。如图3、图9所示的零件,是多士炉机芯的前侧板,为了提高零件的强度,薄板零件一般都需要增加折边。由于有折边的存在,因而零件按同一方向放置在一起时,零件与零件之间很容易卡住。在手工取料时,五金部冲制前侧板,一般是配对并立放。但在自动上料时,零件需按照一定的方向顺序排列,在不浪费材料、不影响零件结构和装配的情况下,选取基本均匀的4个爪作为放置面,放置在另一个前侧板的同样位置上并对齐,为了避免上下翻边相互粘连,将上下翻边做92.5°的斜度,即上大下小,以方便零件的取出。这样就可以有效的解决同一零件之间的粘连问题。
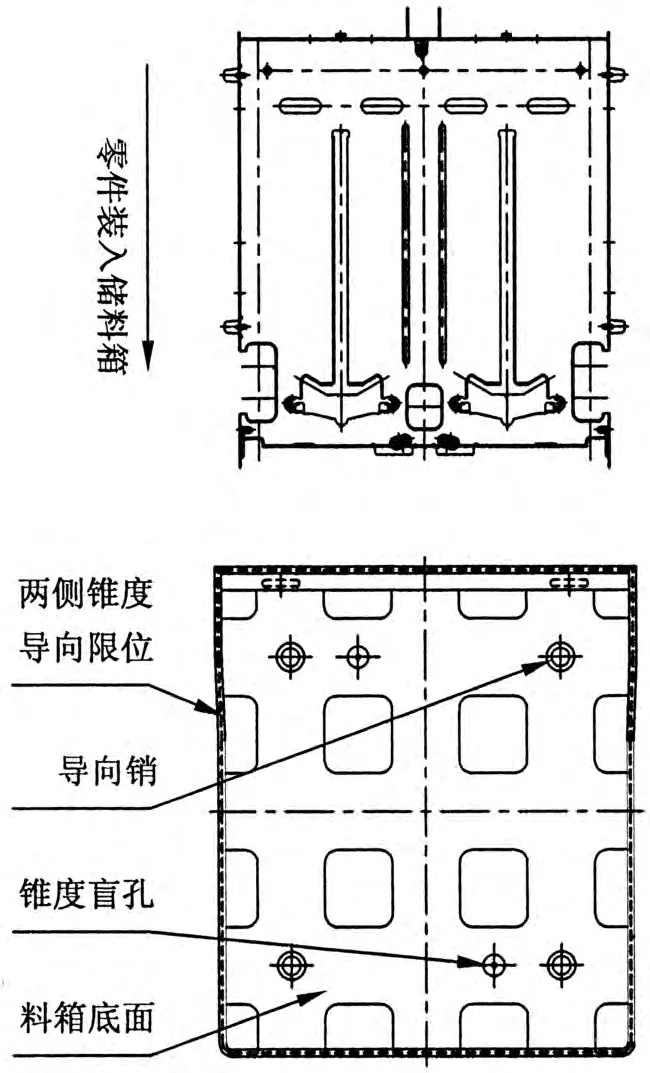
图3 零件放入储料箱内
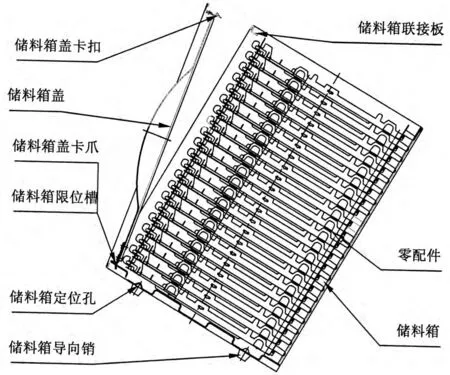
图4 储料箱盖旋转卡紧时将零件进一步压齐
(2)装料方便
这主要体现在两个方面,一是零件部门在生产时,零件易于装入储料箱内,将零件储料箱放置在一个通用的放料架上,如图2所示,储料箱有六个面,其中有两个面是敞开的,两个敞开的面,一个面敞开是为了放料,一个面敞开是为了供料。储料箱与地面夹角为30°~60°左右。便于零件放入储料箱内。二是零件装入储料箱后零件的位置准确。储料箱的两侧有一定锥度导向,开口大,零件易放入。当零件由重力作用向下时,储料箱两侧的锥度起导向和限位作用,零件放进去后左右侧即主动对齐,如图3所示。由于零件装入时会有摩擦力的存在,零件装好后,较轻的零件其下沿有可能对得不齐,储料箱加盖时,盖板的一端能很容易地卡入到储料箱内,盖板的另一端下压,将盖板的弹性扣与储料箱的棱沿卡紧,并将零件压整齐,以保证自动上料时零件的位置是准确的,如图4所示。
(3)上料容易
在储料箱底部设计有导向销和定位孔,在放置储料箱的机架台面上设计有导向槽和弹性定位销,如图5、图6所示。将储料箱放置在放料台面上,将储料箱底部的导向销插入到放料台面的导向槽内,如图5(a)所示,这时滑托架的托板也很容易插入到储料箱最低零件的底部。将储料箱沿着导向槽推入到指定位置后,储料箱即被限位,定位系统使储料箱自动定位。供料托板也插入到储料箱内的指定位置以备上料,如图5(b)所示。
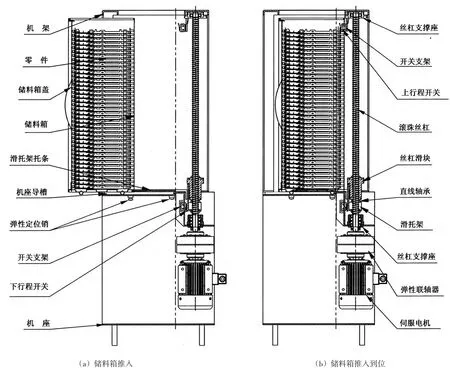
图5 储料箱推入上料装置
储料箱内的零件用完后,供料托架自动下降到底部指定位置,将储料箱沿着装入时的相反方向用一定的力使其脱离定位装置后推出,如图7所示,取下储料相,然后进行下一个供料循环。
(4)供料精确可靠
1)滑架装有直线轴承导向,滚珠丝杠机构使滑托架上下,以推动零件向上移动,如图1(a)所示。
2)选用伺服电机,控制信号发出后能准确地启动或停止。
3)上下行程开关控制滑托架的的行程,能准确地控制零件到达指定位置、控制电机正转或反转,如图1(b)所示。
(5)搬运快捷
将零件装进储料箱内,从外侧能看到零件是否装满,可将整箱零件很整齐地放置在大储料箱内或货盘上搬运,或存放在货仓内,最后放入到上料系统上使用。都是一气呵成,减少了重复劳动。
3 主要组件的结构
图6 零件上料到位
(1)储料箱
如图3、图4、图7所示,储料箱的上面是敞开的,是出料口,下面凹凸不平是为了方便供料滑托架的托条伸入到零件底部而设的,底面还设有4个导向销和2个定位孔,导向销将与机架上的导向槽相配,用于储料箱的推入;定位孔是锥度盲孔,用于和机架上装有的弹性定位销自动定位。储料箱的4个侧面,一侧为零件的底面,此面制有二长槽,滑托架的托条可以插入并上下移动供料,相对的一侧为零件的放料口;另两侧有锥度,零件的放入口稍大,以便零件能容易地放入并能沿着锥面导向,使其放置整齐。储料箱的底部零件入口处有长方形的限位槽,以方便储料箱盖卡爪的插入,储料箱的上部零件入口处有角钢联接板联接,可以卡住储料箱盖的弹性卡扣。
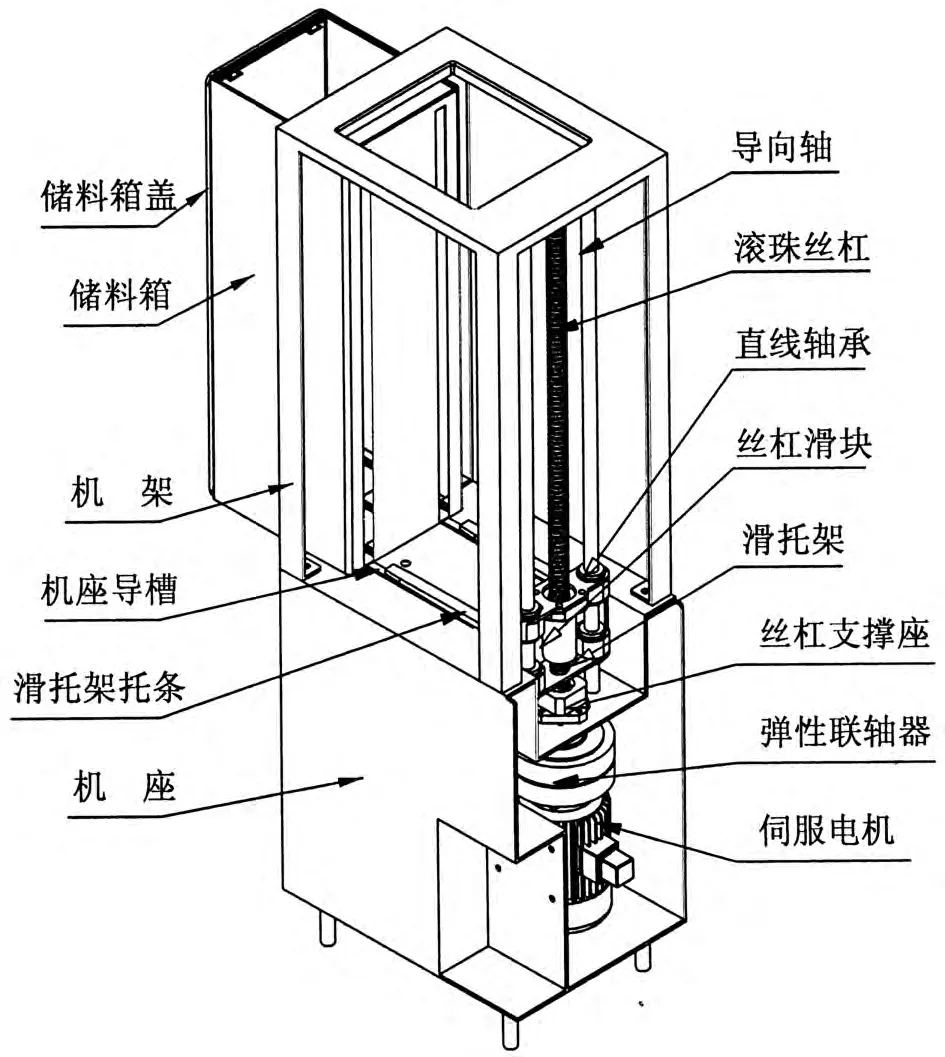
图7 空储料箱可方便地推出取下
储料箱盖的下侧有卡爪,可以插入到储料箱对应的限位槽内,上侧有弹性卡扣,可以卡入到储料箱对应的位置,将零件压紧,储料箱盖并配有把手,用一定的力可以将储料箱盖拉出。
储料箱和储料箱盖的联接用卡爪和卡扣,不用螺钉和螺栓,在生产中使用很方便,可节约人力。
(2)弹性定位销
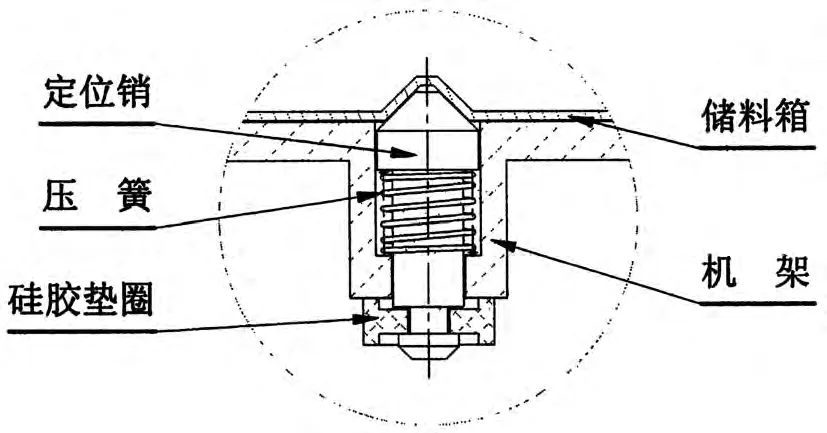
图8 弹性定位销定位
如图5、图8所示,弹性定位销由定位销、压簧和硅胶垫圈等零件组成,定位销套上压簧后,装入到机架的“T”型孔内,然后将硅胶垫圈在“T”型孔的底部卡入到定位销上,避免定位销的脱出,使定位销90%以上的斜面伸出在机架的上平面、斜面的棱边低于台阶面;压簧的弹性使定位销保持一定的向上顶起的力。当储料箱放入到机架上向工作方向推入时,由于定位销的上部是斜面,储料箱推入时将定位销下压,当储料箱继续推入到位后,储料箱底部的定位孔与定位销对齐,定位销在压簧的作用上,向上伸出,定位销的斜面可自动定位储料箱,使其不易移位。
(3)滑托架上料机构
滑托架上料机构,如图1(a)、图5(b)及图7所示,由滑架、托条、直线轴承、导向轴、丝杠滑块、滚珠丝杠、丝杠支撑座等组成。滑架和托条用铆钉固定在一起,滑架上装有直线轴承和丝杠滑块,直线轴承与导向轴配合,使滑架沿着导向轴移动,导向轴承载着滑托架的径向力。丝杠滑块与丝杠配合,丝杠转动使滑托架上下移动,丝杠并承受滑托架的轴向力。丝杠的两端配有丝杠支撑座,丝杠的一端装有弹性联轴器,与伺服电机联接。靠近弹性联轴器一侧的丝杠支撑座,装配的是2个向心推力球轴承,一反一正装配,可承受两个方向的轴向力。另一端(与机架固定的一端)只装配一个向心球轴承,有一定的轴向间隙,可充许丝杠的热胀冷缩。在此机构中,除滑架和托条自行设计外,其他零件均已标准化。在设计选择时应根据零件的受力状况,并要对轴和丝杠进行载荷分析和强度校核。
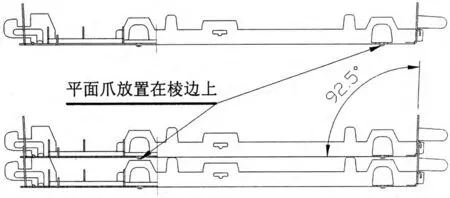
图9 薄板折边零件的防粘连设计
4 结束语
弹夹式上料系统,其储料箱就犹如枪支中的子弹夹一样,装料方便,上料容易,供料可靠,搬运快捷,减少重复劳动,占用空间小,成本低廉,便于通用化和规范化,可配套于各种型式的自动装配机、自动丝印机、零件加工机,相对于人工上料、可提高生产效率二倍以上,减少人工一倍以上,在自动化生产和装配中,具有非常广阔的应用前景[1]。
[1]寿军波.钢卷上料自动控制系统的设计[J].机电工程,2013(1):81-84,115.
猜你喜欢
轮胎工业(2022年10期)2022-12-30
橡塑技术与装备(2022年2期)2022-02-14
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
河北省科学院学报(2020年4期)2020-03-19
佛山陶瓷(2019年10期)2019-11-29
橡塑技术与装备(2018年20期)2018-10-20
现代制造技术与装备(2018年3期)2018-04-24
制造业自动化(2017年2期)2017-03-20