大型灯泡贯流式发电机定子现场组装浅析
2014-11-28 07:58李四伟
湖南水利水电 2014年3期
李四伟
(湖南省水利水电勘测设计研究总院 长沙市 410007)
1 概述
湖北省汉江崔家营航电枢纽工程位于长江最大支流汉江干流湖北省襄阳市境内,工程建成对提高汉江干流的航运能力起着重要用。电站厂房安装6台单机容量为15 MW 的灯泡贯流式水轮发电机组,2009年12月首台机组投产发电,2011年5月工程通过竣工验收。
崔家营航电发电机定子机座外径Φ8 100 mm,若整体运输,只能采用水路运输方案,但同时存在货物下江困难,起岸难度大、运输安全隐患等因素,按当时条件,无法具体实施。因此定子采用机座分瓣运输、现场组装后叠片、下线的方案。
2 发电机组定子现场组装特点
崔家营灯泡贯流式发电机组(SFWG15-84/7300),单机容量15 MW。由于水头低(额定水头仅4.7 m),转速慢(额定转速71.4 r/min),定子尺寸大(Φ8 100 mm×2 800 mm),线槽多(540 槽),槽间距离小,绝缘等级高(F),因此定子现在组装工程量较大,技术要求高,施工难度大。且现场存在多个施工工作面,工作环境差,需要厂房桥机和坝顶门机配合组装,给现场组装带来许多不便和困难。
3 发电机组定子特点及技术要求
定子是发电机的核心,结构复杂,技术含量高,工艺难度大,特别是有非常严格的公差要求,其尺寸大,且精度要求高。其总重量约90 t,机座分为两半,由制造厂家运至工地进行现场组装。大致可分为40余道工序,细分可达80 余道。不仅工艺复杂且全部由人力手工操作。不仅涉及金属结构的组圆及焊接,还涉及大量电磁线的铜(银)熔焊和气焊;还涉及电气绝缘、油漆、胶合及化工等多种材料。现场需要进行铁芯磁化和多次高压电气试验。属多工种多学科的劳动密集、技术密集的高精产品。因此组装任务繁重,难度较大。
定子几何尺寸的关键要求如下:
●定子圆心度≤1.0 mm。
● 铁芯半径3450±0.36 mm,高度1 160(0~+5)mm。
●机壳把合螺孔上游侧R3 890±1.5 mm,下游侧R3 880±1.5 mm。
●双鸽尾键的基准键垂直度0.05 mm/m,半径R3 638.5(+0.15~-0.1)mm,弦距380.88±0.15 mm。
4 定子组装过程控制
4.1 进度控制
根据崔家营定子的特点和具体工程量,原定总工期为3×6≈18个月,完工日期应在2010年9月底,1#~3#定子均按3个月1 台的进度进行施工。由于此工期目标不能满足崔家营工程总工期的要求,2010年初,业主要求制造单位采取措施,加紧施工,并同制造厂家施工人员签订了目标责任状,4#~6#定子修改为两个月完成1 台,务必于2010年6月15日全部交货。工期的修订大大提高了定子组装的难度,既要保证工期又要保证质量。为响应业主总进度的要求,现场组装人员想尽办法,加班加点,周密组织,工序巧妙穿插,争分夺秒。自4#定子开始,组装人员制定了详细的组装计划,对进度进行了有力的控制,使得崔家营发电机组定子组装任务圆满完成。见表1。

表1 定子现场组装交货一览表
表中显示签订目标责任状后,进度明显加快,效果显著。
4.2 质量控制
4.2.1 几何精度的控制手段
要满足几何尺寸的精度要求,必须建立两个控制条件:①建立一个理想且铅垂的轴心作为定子的轴心,沿其轴心测量所有的半径。要求测圆柱的垂直度≤0.02 mm/m。②保证定子机座水平与轴心互垂,水平度控制在0.5 mm(各测量点高度差),实际控制在0.3 mm。
这两个条件的满足,就建立了一个基准。将这个基准作为验收的基础标准和先决条件,也就是说,在验收几何尺寸前,先确认这两个数值是正确的。崔家营的6 台定子的组装几何精度,均达到较高的水平,从定子的一次吊装就位,顺利调整发电机气隙,可以作为佐证。
4.2.2 工序准予制度
定子的工序多且复杂,技术要求严格。最明显的特点是工序间联系紧密,上道工序不合格,严重影响下道工序。所以必须明确工序准予制度,重要工序必须经现场经理签字后方可施工。
(1)机座圆心度及圆度的质量控制。机座到达现场后,经清理即吊入工作台进行组圆。经初步调圆达到要求后即行组合紧固,调平机座,用千分表监测焊接位移,分两道用CO2气体保护焊焊接止水缝,重点控制焊接变形。用千分尺以机座上下口为基准确定圆心,确保同心度小于1 mm,圆度R 公差小于±1.5 mm。6 台均以此为验收标准。
第1 台机座到达现场组装后发现,运输变形量过大,使组圆工作造成很大困难,现场人员向厂家提议改进运输加固办法,经改进后,问题到很好地解决。
(2)机座止水焊缝的质量控制。定子机座有两瓣需要组焊,整个定子机座工作状态是泡在水里的,一旦渗漏就可能发生重大事故,并且很难处理,止水焊缝的焊接存在一定难度,主要的问题是涉及到需严格控制变形量。由于机座的几何精度要求极高,焊接时需要在千分表监视下进行,控制焊接变形在许可范围内。用着色法检验确保无渗漏。
(3)双鸽尾键的质量控制。双鸽尾键是铁芯的定位的骨架,是铁芯正确定位的关键,对60 根键的分度,垂直度,中心距等的要求极为严格,其托板要求对称焊接,控制变形。是定子组装的重点之一。是细致和繁重体力劳动的结合,是技术和精度的体现。
(4)铁芯的质量控制。铁芯是定子中的核心,几何尺寸公差要求严格,为R3 450±0.36 mm,由5 万多片硅钢片,由人工一片一片堆叠而成。为保证精度,在堆叠过程中,不断测量调整,其测量的次数达几千次之多。除保证公差外,还要保证压紧系数不大于1%,压紧螺栓压紧力矩为900 N/m。
(5)绕组的质量控制。当铁芯叠压合格后,线棒(线圈)的安装难度并不大,其关键点是绝缘处理和耐压试验,需保持环境无灰尘。
(6)槽楔的质量控制。槽楔作为重要的质量控制点,是由于铁芯的通风口需要和槽楔通风口对正,否则将影响铁芯的散热。由于槽楔的尺寸公差是成批生产的,基本稳定不变,只有通过控制铁芯的分段误差和总高误差来实现。按国家标准高度误差(0~5)mm,不能实现通风口对正。1#定子按国标控制,错位过多。现场监理要求高度误差控制在(0~3)mm,很好的解决了这个问题。2#~6#定子完全达到技术要求。
(7)绕组并头焊接的质量控制。绕组的并头焊接,采用电阻(银)熔焊,共有1 000 多个焊接点,是定子组装工程中的重中之重。对线棒、连接梁和引出线的焊接,在发电机组安装工程中历来十分重视,对其焊接技术要求极高,需要高等级专业焊工施焊。现场监理对其全程跟踪、旁站、检测,不放过每一条焊缝的检验。整体电气试验中的直流电阻的测试,就是针对焊接情况的实验。
(8)绝缘处理的质量控制。绝缘处理对发电机定子来说至关重要,其质量的好坏直接影响发电机的整体质量。绝缘部分包括线棒上下端并头焊接处的绝缘盒、引出线焊接点、汇流母线焊接点及裸露部分。交直流耐压试验证明6 台定子的绝缘处理全部合格。4 次交直流耐压试验及直流泄露试验都是检验其可靠性和安全性的,足以说明绝缘处理的重要性。
(9)测温元件的质量控制。测温元件分为两种,分别埋设在铁芯内和绕组的上层和下层线棒之间。其埋设位置决定了其不可返工和检修,一旦损坏便不可弥补。所以在安装前后需要反复检查,每次试压后都要重新检测。
4.3 试 验
发电机定子现场组装完毕后,分别对每台机组的定子进行了全部相关试验,主要试验项目及试验结果见下:
(1)铁芯磁化试验见表2。
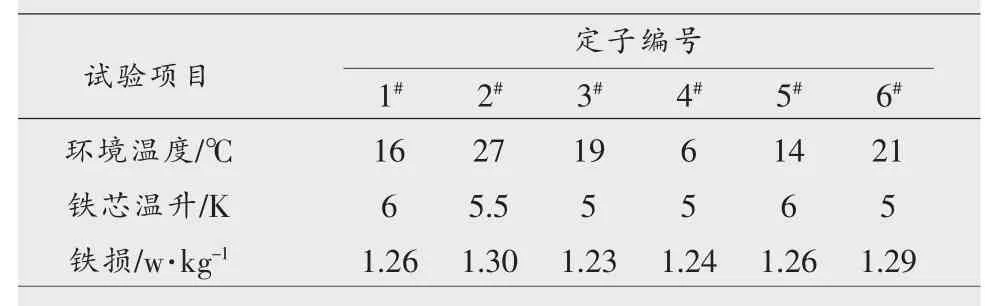
表2 6 台定子磁化试验一览表
铁损率的测试可以确定铁芯的整体质量,铁损率当然越小越好。铁损率是与环境温度相关的变量,随环境温度升高而偏高。汇总表反映了这一变量,若在同一环境温度下(恒温下)试验,6 台定子的铁损不存在很大差异。
目前没有关于水轮机定子铁损率的标准定量,应遵从企业标准,制造厂家东芝水电没有明确其标准值。崔家营所用原材料的铁损为1.1 w/kg,日本产和国产各半。从试验结果分析,铁芯温升远小于25 K 的标准值,铁损率最大为1.30 w/kg,远小于汽轮机国标1.3 倍原材料的指标。和长江三峡公开发表的定子磁化实验报告数值1.361 w/kg 相比,崔家营定子的铁损率是非常低的,并且6 台铁损率非常稳定,表明铁芯质量上乘。
(2)直流电阻试验见表3 和表4。
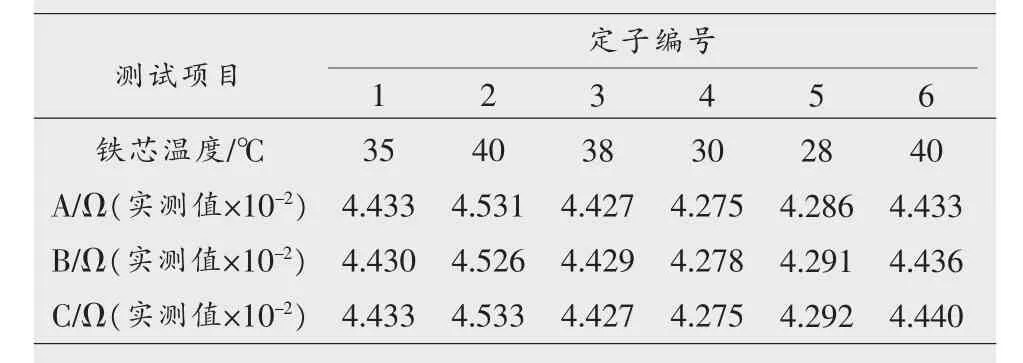
表3 直流电阻测试一览表1
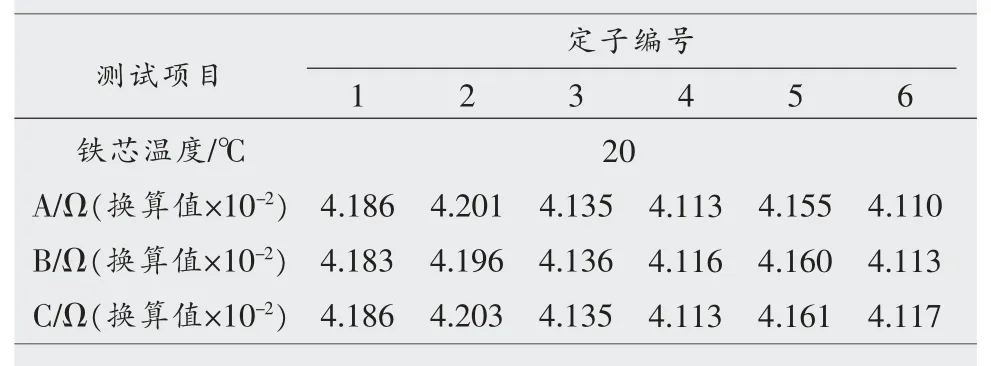
表4 直流电阻测试一览表2
直流电阻测试可以确定线圈内阻的大小,阻值越小越好。标准没有规定阻值的大小,只规定了相间差不大于2%,实测只有0.1%左右。直流电阻的实验也可以判定线圈材质和施焊的情况。实验表明6 台定子线圈质量优良,铜损很低。
(3)直流泄漏试验见表5。
直流泄漏测试可以确定线圈绝缘的程度,泄漏量当然越小越好。标准没有规定泄漏量的大小,只规定了相间差不大于50%,实测最大只有33%左右。直流泄漏的实验也可以判定线圈绝缘设计和施工工艺的情况。实验表明6 台定子线圈绝缘质量优良。
(4)工频交流耐压及起晕试验见表6。
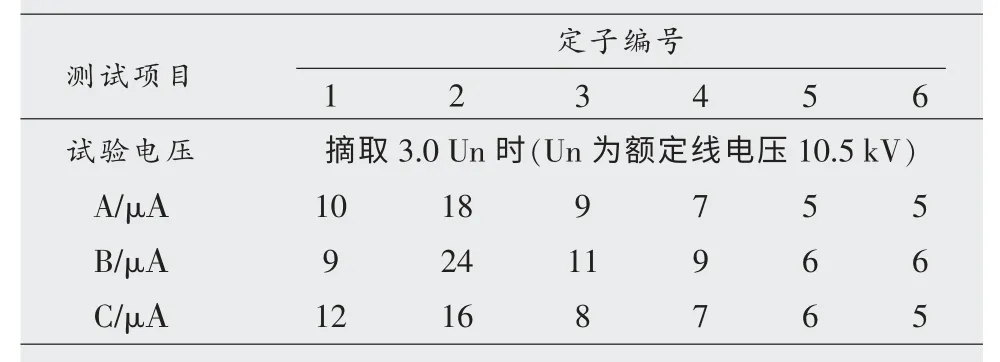
表5 直流泄漏测试一览表
6 台定子全部按GB 8564-2003 的要求,按规定的试验条件进行交流耐压试验,全部一次试验成功。在整体交流耐压试验的同时,对电晕进行了观察,在1.1 Un 时,无起晕现象。
其它试验包括定子绕组接地电阻、吸收比等全部按规定进行了试验,不再详述。
4.4 出厂验收
根据业主的要求定子的验收采取分阶段五方联合验收(包括业主、安装监理、安装公司、组装监理、制造厂家),前一阶段(中间阶段)为机械部分,主要以定子的几何尺寸为核心,后一部分(整体验收)为电气部分,主要内容为实验数据。经详细检查,崔家营6 台水轮发电机定子全部通过验收。
4.5 运行验证
1#~4#发电机实际运行数据可直接证实定子的整体质量。
(1)定子运行温度实测值见表7。
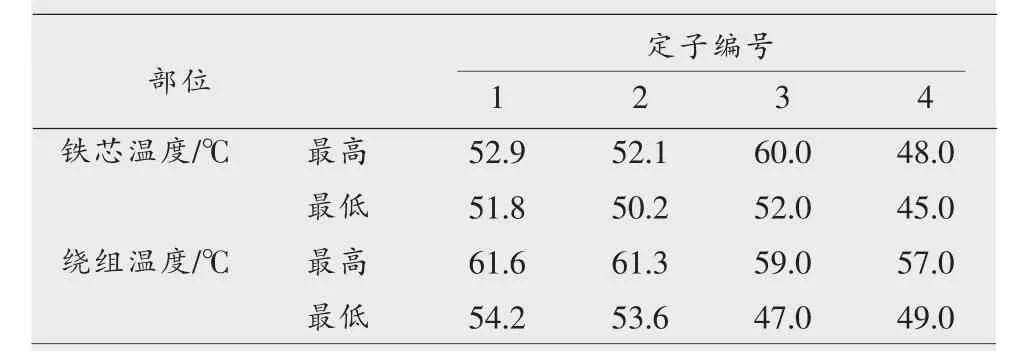
表7 定子运行温度实测一览表
从1#~4#定子的运行记录证实,铁芯和绕组的工作温度,均在最佳状态。经过200 多天的运行,机组运行稳定,温升正常,表明定子工作正常、可靠。
(2)定子电气运行数据见表8。
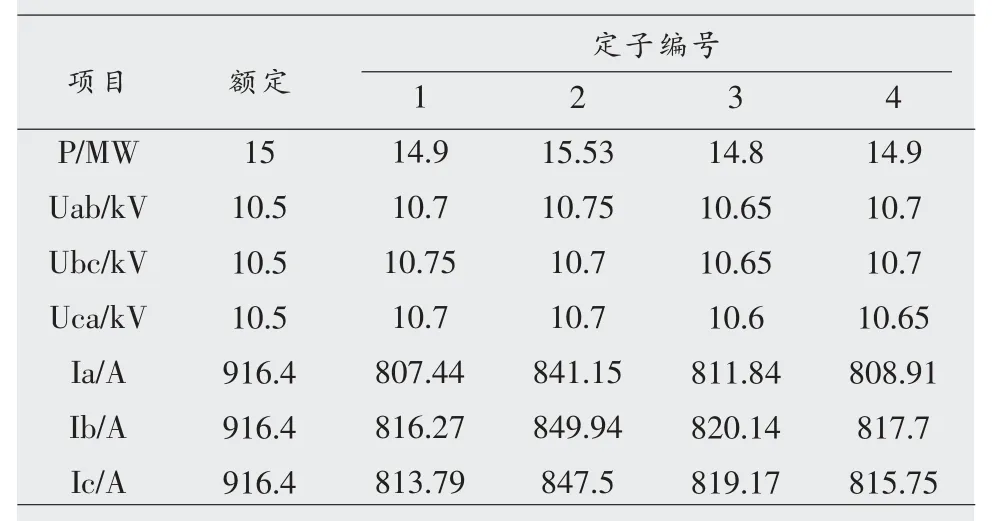
表8 定子电气运行数据一览表
从1#~4#定子电气运行记录的数据证实,绕组各项电气指标全部在最佳状态。相电压、线电压正常,三相电流基本平衡,无过载过流现象,表明定子的设计、制造、组装符合国标要求。
4.6 定子现场组装质量结论
综上所述,定子组装质量结论如下:1#~6#发电机定子组装工艺符合GB 8564-2003 标准的要求。
5 存在的问题
在组装过程中,发现个别定子存在工艺不足,如1#、2#、4#定子绝缘盒不整齐、半导体漆、绝缘漆不美观、绝缘包扎、绑绳不细致等工艺缺陷(非质量缺陷),但并不影响定子的整体质量,1#~6#定子不存在任何后遗症。
6 结语
大型灯泡贯流式水轮发电机组定子现场组装是一项比较复杂的工艺,对现场条件以及组装人员的要求都极高,且灯泡贯流式机组不同于常规的立式水轮发电机组(灯泡贯流式发电机定子刚度相对于立式机组定子刚度要弱),在运输中更容易出现意外所以要特别注意。
猜你喜欢
科技风(2022年34期)2022-12-14
橡塑技术与装备(2022年8期)2022-08-05
物理教师(2021年6期)2021-07-09
防爆电机(2021年2期)2021-06-09
防爆电机(2021年1期)2021-03-29
工业加热(2020年8期)2020-09-14
黑龙江科学(2020年4期)2020-04-08
测控技术(2018年2期)2018-12-09
凿岩机械气动工具(2016年3期)2016-03-01
电机与控制应用(2015年10期)2015-03-01