
双提升干熄焦工艺系统设计
2015-01-02 01:32马宏胜
山东冶金 2015年2期
马宏胜
(济钢集团国际工程技术有限公司,山东济南 250101)
试验研究
双提升干熄焦工艺系统设计
马宏胜
(济钢集团国际工程技术有限公司,山东济南 250101)
针对特殊的焦炉布置形式,干熄焦装置布置在1、2、5号焦炉中间,为1、2、5号焦炉配套开发了1套125 t/h的双提升干熄焦系统,共设1个干熄炉、2个提升井架、2台提升机、2台牵引装置,分别布置在干熄炉的两侧。分析及实践表明,本设计技术及生产操作可行,双提升干熄焦工艺大大降低了工程投资,具有设备维护成本低、占地面积小等特点。
干熄焦;双提升;工艺布置
1 前言
某焦化厂共有5座焦炉,其中:1号~4号焦炉为4×50孔4.3 m侧装焦炉,每座焦炉生产能力为每年30万t,焦炉周转时间为24 h;5号焦炉为1×66孔4.3 m侧装焦炉,年生产能力为40万t,周转时间为24 h。焦炉总计共有266孔炭化室,年生产能力为160万t,平均每小时产焦炭185 t左右。其中,1号~4号焦炉布置在同一条线上,5号焦炉布置在1号、2号焦炉的焦侧。根据焦炉的特殊布置形式,本工程拟为1号、2号、5号焦炉配套建设1套125 t/h双提升干熄焦系统,为3号、4号焦炉配套建设1套75 t/h干熄焦系统。
2 主要技术方案
2.1 工艺布置和生产流程
针对1号、2号、5号焦炉特殊的布置形式,干熄焦系统布置于1号、2号焦炉和5号焦炉中间,即干熄炉、一次除尘器、余热锅炉的中心线分别与1号、2号焦炉和5号焦炉的中心线平行。本干熄焦系统共设1个干熄炉、2个提升井架、2台提升机、2台牵引装置,分别布置在干熄炉的两侧(具体布置见图1)。干熄炉、一次除尘器、余热锅炉、二次除尘器、循环风机、副省煤器组成闭路的循环气体系统。
1号、2号焦炉的电机车拖带2个焦罐及台车,5号焦炉电机车拖带1个焦罐及台车,将接焦后装满红焦炭的焦罐牵引至干熄炉处,分别通过各自的横移牵引台车将装满红焦炭的焦罐送至干熄炉两侧的提升框架下,由提升机将焦罐提升至干熄炉顶。
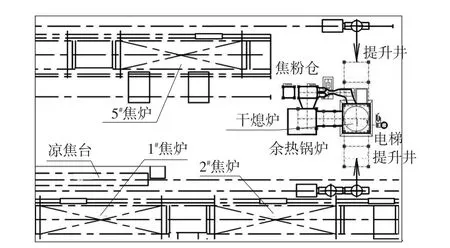
图1 双提升干熄焦系统平面工艺布置
1号、2号焦炉的提升机将空罐放在横移牵引装置上,通过横移牵引台车将空罐送回焦罐台车上,满罐对位通过横移牵引台车将满罐送至提升井框架下定位,提升机将满罐提升并横移至干熄炉炉顶,通过带布料器的装入装置将焦炭装入干熄炉内。装焦完毕焦罐升起(这时焦罐底板自动关闭),并被运送到提升井前。这时装焦漏斗自动走开,干熄炉装焦口盖上盖子,空罐放下,安放到横移牵引台车上,台车横移将空焦罐送至焦罐台车上。电机车拖带空罐到下一孔炭化室接焦。
5号焦炉的提升机将满罐提升至提升井上限位置,始终处于待机状态,只有1号、2号焦炉的提升机装焦完毕,向提升井横移至加速位时,PLC向5号焦炉的提升机发出可横移的信号,允许提升机横移。此时提升机横移至干熄炉炉顶,通过带布料器的装入装置将焦炭装入干熄炉内。装焦完毕焦罐升起(这时焦罐底板自动关闭),并被运送到提升井前,这时装焦漏斗自动走开,干熄炉装焦口盖上盖子,空罐放下,安放到横移牵引台车上,台车横移将空焦罐送至焦罐台车上。电机车拖带空罐到下一孔炭化室接焦。
2.2 工艺参数的确定
1号、2号、5号焦炉年产焦炭共100万t,周转时间均为24 h,焦炉小时焦炭产量为114 t,考虑焦炉的强化操作,小时产量为122.1 t,拟配套建设1套额定处理能力为125 t/h的双提升干熄焦系统,湿熄焦系统作为备用。
1号、2号焦炉每孔炭化室操作时间:
(24-4.5)×60/100=11.7(min)。
5号焦炉每孔炭化室操作时间:
(24-4.5)×60/50=23.4(min)。电机车接焦时间约为3 min;5号焦炉电机车从最远端炭化室到提升井运行时间约为2 min;焦罐台车与横移台车对位至台车横移至提升井框架下对位时间约3.8 min;提升机的1个循环周期一般为8 min。因此:5号焦炉最远端炭化室从接焦到下孔接焦电机车运行的时间约为22.6(3+2×2+3.8×2+8)min,电机车和提升机剩余的机动时间约为1.1 min。这样1号、2号、5号焦炉采用双提升的干熄焦系统完全可以满足焦炭全干熄的要求。
3 结语
针对1号、2号、5号焦炉特殊的布置形式,开发了具有双提升功能的干熄焦工艺系统。经过理论计算和实践证明,设计的双提升干熄焦工艺在技术上是可行的,能够满足焦炉焦炭全干熄的生产操作要求。干熄焦装置布置在1号、2号、5号焦炉中间,干熄焦系统共设1个干熄炉、2个提升井架、2台提升机、2台牵引装置,分别布置在干熄炉的两侧。双提升干熄焦工艺大大降低了工程的投资,具有设备维护成本低、占地面积小等特点,为不在同一条中心线上布置的多组焦炉干熄焦工艺布置开创了全新的模式。
Process Design of Double Lifting Coke Dry Quenching System
MA Hongsheng
(Jigang International Engineering and Technology Co.,Ltd.,Jinan 250101,China)
According to special layout form of coke oven,the CDQ device is arranged in the middle of No.1,No.2 and No.5 coke ovens, and then a set of 125 t/h double lifting coke dry quenching system for supporting the No.1,No.2 and No.5 coke ovens was developed. The CDQ system consists of 1 dry quenching furnace,2 lifting derricks,2 lifts and 2 traction devices which are respectively arranged on two sides of the dry quenching furnace.Analysis and practices showed that the design is feasible in technology and production operation.The double lifting coke dry quenching process greatly reduce the project investment,has the characteristics of low maintenance cost of the device,small occupying area etc.
coke dry quenching;double lifting;process layout;coke oven
TQ520.6
A
1004-4620(2015)02-0036-02
2014-09-16;
2015-03-17
马宏胜,男,1978年生,2005年毕业于辽宁科技大学应用化学专业。现为济钢集团国际工程技术有限公司煤化工事业部工程师,从事焦化及干熄焦工艺的工程设计工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19
环境卫生工程(2021年4期)2021-10-13
福建质量管理(2019年8期)2019-05-05
安徽建筑(2018年4期)2019-01-29
当代化工研究(2016年9期)2016-03-20
新疆钢铁(2016年3期)2016-02-28
山东冶金(2015年5期)2015-12-10
新疆钢铁(2015年1期)2015-02-10
新型炭材料(2015年3期)2015-01-01
自动化博览(2014年6期)2014-02-28
