基于Zigbee无线网络的注塑机控制系统的设计
2015-01-27 07:36周文辉何瑞彬
自动化与仪表 2015年5期
周文辉,黎 萍,何瑞彬
(电子科技大学 中山学院,中山 528402)
塑料注射成型机能一次成型外形复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用于国防、交通运输,以及人们日常生活各个领域。目前,注塑生产企业的注塑机普遍采用单机设定、单机工作模式,缺乏统一有效的管理。管理者对每台注塑机不能进行更具体和快速的考核,生产中出现的问题也不能直观及时地反映出來。这种生产管理模式决定了注塑机的生产效率普遍不高。政府大力推进产业转型升级以来,注塑企业正由劳动密集型向技术密集型转变,实现“高效、低耗、优质”的注塑生产管理模式是每个注塑企业的目标。
注塑机普遍处于温度高、噪音大的生产环境中,以往调整机器参数需要工人进入车间逐台调整,不仅人力资源成本高,生产效率低,而且对工人健康产生一定影响。因此,引入Zigbee无线传感网络技术,把注塑机连接起来,形成一个控制群,实现系统集中管理、远程参数设置、产能管理等[1],能够有效降低人力资源消耗,提高生产效率,降低设备维护成本。
1 总体设计
基于Zigbee无线网络的注塑机控制系统主要包括注塑机控制器、控制面板、Zigbee网络模块和上位机监控端,系统总体结构如图1所示。典型的Zigbee网络拓扑包括星形、树形和网状3种。针对系统只有一个控制终端,各控制器处于平行关系的控制特点,选择星形拓扑。Zigbee的网络角色包括协调器、路由、终端3个角色。Zigbee协调器用于启动整个无线网络,处于控制中心。在启动网络后就由其他2个角色加入网络。路由能提供节点路由功能,同时能够扩张网络覆盖范围。终端是Zigbee网络的最边缘节点,网络负载最小,通常在终端上连接各种传感器和控制设备。各个Zigbee节点与Zigbee协调器在IEEE 802.15.4无线协议下进行控制命令以及数据的传输。注塑机控制器和Zigbee终端节点,上位机监控端和Zigbee协调器均使用串口进行通信,达到数据交换的功能[2-3]。
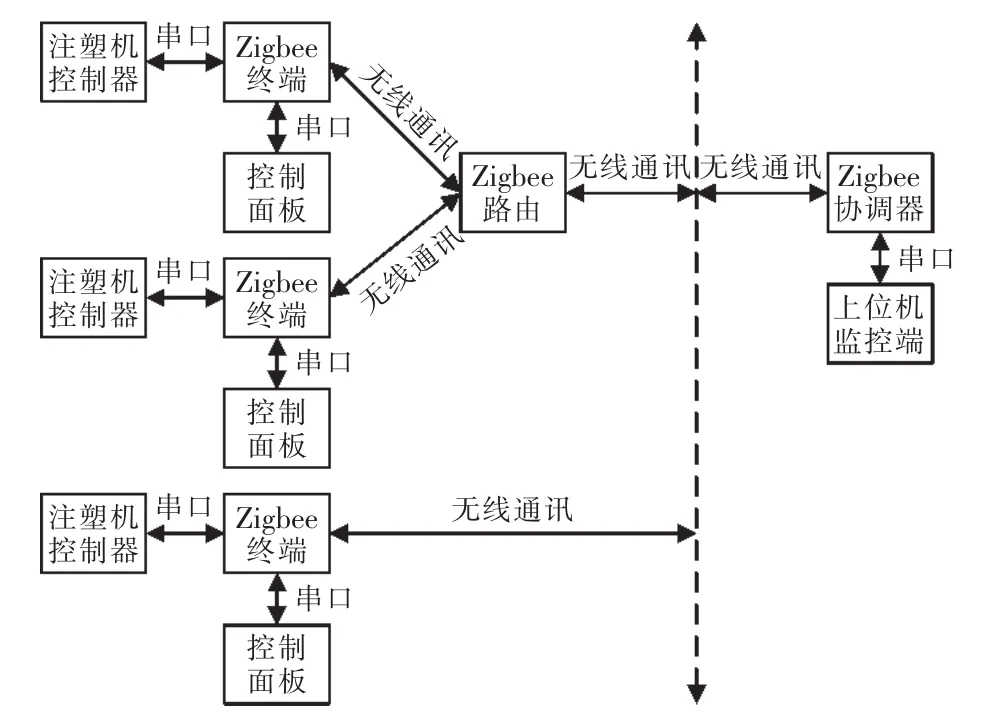
图1 系统总体结构Fig.1 Diagram of the overall system structure
2 硬件设计
控制系统硬件包括注塑机控制器、Zigbee网络模块、控制面板。注塑机控制器是系统的核心部件,主要功能是通过对机器状态信息的采集,并根据设定的参数和工作模式,以及机器本身的控制要求,进行数据处理,输出控制信号,完成对注塑机的运行控制,同时把注塑机的各种状态信息传送到控制面板。Zigbee网络模块用于无线通信,以及管理主机与外部的通信,主机控制权限的管理。控制面板用于现场设定机器工作模式和参数,显示机器状态信息。
2.1 注塑机控制器
注塑机控制器采用TI公司的TMS320F2812,具有丰富的外设接口,系统时钟可达150 MHz,系统运行速度高,满足控制器对多任务、实时性的要求。外设A/D采样、D/A输出、I/O模块、串口通讯[4]。A/D采样模块实现注塑机上压力、速度、温度、转速、位移等传感检测的处理、放大;利用对外界传感器或监测装置访问的方式,对慢变信号采用轮询方式按周期T采集,对快变信号采用中断的方式;对采集到的信号按一定的通信协议传输。D/A输出模块主要是将数字信号转换为模拟信号输出,用于控制液压系统的比例阀和流量阀。I/O模块主要用来驱动继电器、电磁阀等,同时检测限位开关以及其他开关量信号,以此来判断当前注塑机的工作状态。
2.2 Zigbee网络模块
Zigbee网络模块使用Jennic公司的JN5139R1芯片,片上拥有2.4 GHz无线收发器的32位高性能低功率单片机,支持Zigbee协议技术规范,具有中继、自动路由、自组网的功能,实现近距离无线通讯的目的。Zigbee终端节点处于注塑机控制器和控制面板之间,用于转发两者的通信数据。对注塑机控制器既可以通过无线网络远程控制,也可以通过控制面板现场控制。Zigbee路由功能用于网络扩展以及无线消息的传递。Zigbee协调器处于监控位置,所有Zigbee终端都向协调器收发消息,通过串口与上位机监控端连接。
2.3 控制面板
控制面板需要设计良好的人机界面,方便修改并存储注塑成型所用信息,如各段料筒温度设置、开锁模、射胶、熔胶等的位置、时间参数、注塑机的运行历史数据等。这些信息也可以通过USB接口保存至U盘,或者通过网络上传至中央控制室,便于进行数据分析。本系统的控制面板采用SAMSUNG2410作为微处理器,主频高达203 MHz,配备大容量的SDRAM、NAND FLASH,采用底板与核心板分离的设计架构,便于扩展外围设备。底板集成了所需外围接口,包含串口、LCD接口、音频接口、USB接口等,键盘采用C51控制。
3 软件设计
3.1 控制面板与控制器软件设计
控制面板软件包含显示和通信模块,程序流程如图 2所示。 系统软件在 Linux 2.6.31内核和YAFFS2文件系统上开发,程序采用C++编写,通过MinGWStudio进行代码编译,利用QT/E进行人机界面开发。

图2 控制面板程序流程Fig.2 Program flow chart of control panel
控制器是以DSP为核心的控制系统,其主要任务是A/D采样、D/A输出、I/O扫描、接受上位机指令并做出相应的处理,控制注塑机的工序动作。控制器软件包括通信模块、温度检测控制模块、比例阀控制模块、位移检测模块、工艺流程控制模块等,控制器主程序流程如图3所示,主程序采用单任务循环处理的程序结构,可以提高系统响应中断的实时性。
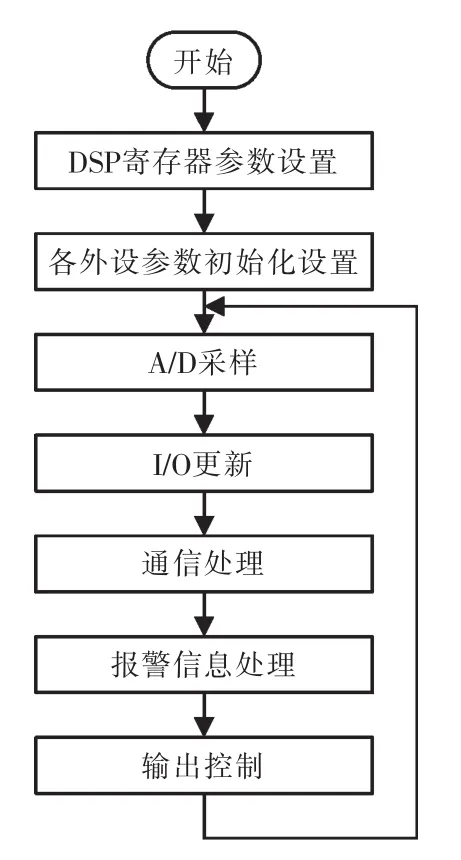
图3 控制器主程序流程图Fig.3 Main program flow chart of controller
3.2 Zigbee节点软件设计
JN5139芯片上电后由AppColdStart函数启动,在AppColdStart函数中设置网络相关参数,如:PAN的channel,PANID。只有网络的 channel和PANID相同,才能加入同个网络。通过bBosRun函数启动BOS基本任务调度系统,此后进行初始化操作。接着调用JZS_u32initsystem初始化Zigbee协议栈,如果协议栈初始化成功,协议栈则调用JZA_boappstart函数。JZS_vstartstack函数用以启动Zigbee协议栈。如果在初始化中没有指定手动组网,那么信道扫描、能量扫描、发现网络、尝试加入网络等将由协议栈自动完成。当发生网络事件时,协议栈便会调用JZA_vStackEvent函数通知用户发生的网络事件。如果在协调器发生JZS_EVENT_NWK_STARTED表示启动网络成功,其他网络角色发生JZS_EVENT_NWK_JOINED_AS_ROUTER或者JZS_EVENT_NWK_JOINED_AS_END-DEVICE表示加入网络成功。其中协调器的启动流程如图4所示,其他网络节点的启动过程类似,只是判断的网络事件不一样而已[5]。
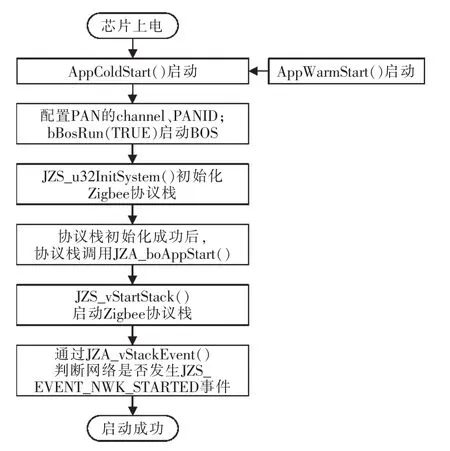
图4 Zigbee协议栈启动流程Fig.4 Startup process of Zigbee protocol stack
Zigbee协调器在网络启动成功后由BOS定时调用loop中断定时程序,在loop中断定时程序中完成各个节点发送回来的数据整合,并把数据通过串口回传给上位机监控端。Zigbee协议栈管理网络事件、启动网络,检测网络事件的发生,包括节点加入、数据发送接收,串口中断检测是否有指令下达,继而完成指令的执行与反馈。路由节点具有网络路由功能,它维护一个节点连接列表,有网络数据经过路由时,通过查找连接列表,如果节点在连接列表中则路由数据到连接节点,否则将路由到下一个路由器。Zigbee终端在BOS定时中断中采集相关数据,将数据打包后发送给Zigbee协调器,由Zigbee协调器进行下一步的处理。当节点启动网络成功或者加入网络成功后,就由BOS管理资源。协调器、路由器、终端的主要逻辑就在硬件中断、协议中断或者BOS中断上,其处理中断的逻辑如图5所示。
3.3 上位机监控终端软件设计
上位机监控端软件设计运行在Windows系统,并且使用 MFC(microsoft foundation classes)构架,监控界面如图6所示。设计了注塑机状态、无线网络状态、产能管理、远程参数设定、系统设定等5个功能模块。通过注塑机状态页面能实时监测注塑机的联网状态以及工作状态;无线网络状态页面用于配置无线组网,添加删除网络节点,观察节点数据情况;产能管理页面管理注塑机的产能,生成生产报表;远程参数设定用于远程设定注塑机参数;系统设定页面提供软件系统的全局设置。将各功能封装成DLL(dynamic linkable library)动态链接库,DLL为进程提供了一种可以调用不属于其可执行代码范围内的函数。系统中DLL为各个模块提供服务,有利于资源共享,提高代码利用率,同时也方便软件的维护[6]。各DLL实现的功能如下。
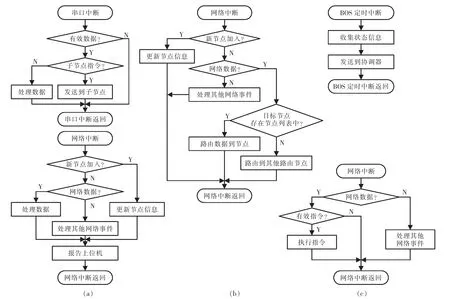
图5 Zigbee软件的逻辑框架Fig.5 Logical framework of Zigbee software

图6 上位机监控界面Fig.6 Monitor interface of host computer
(1)ZigbeeStack.dll 定义上位机和主控芯片的通信协议栈,对串口发送过来的数据进行协议分析处理。
(2)Uart.dll 管理串口连接,扫描串口、连接串口、串口验证、接收、发送数据。
(3)LogMark.dll 记录系统日志,保存历史,读取配置文件、写入配置文件。
(4)DBServer.dll SQL 服务,写入、读取记录。
(5)NetServer.dll管理网络服务,监听网络状态,接受连接,实现远程监控。
4 系统组网测试
系统测试需要首先验证Zigbee模块组网的功能。通过串口连接Zigbee协调器与上位机,启动Zigbee协调器,等待网络启动成功,启动Zigbee路由节点,再启动Zigbee终端节点。通过串口可以将Zigbee组网状态打印出来,包括节点的短地址和MAC地址等节点信息。Zigbee组网测试正常后将Zigbee终端节点安装到注塑控制器上,连接好必要的线路,与注塑控制器进行通信,继而实现对控制器的检测和控制。线路连接正确后运行上位机软件,选择正确的串口后上位机将连接上Zigbee协调器,通过上位机监控界面可以查看各注塑机的状态,包括查看各个节点的通信是否正常,发回的注塑机状态信息是否完整、正确等。点击任一注塑机节点进入设置界面,通过发送测试参数可验证对应的注塑机控制器是否能正确接收。Zigbee无线网络的节点无遮挡可靠通信距离是80 m左右,如遇遮挡物则会出现信号快速衰减。因此对于车间内距离超过80 m或有墙壁阻隔的注塑机之间,需加装Zigbee路由节点以扩大网络传输范围,保证通信的有效性和可靠性。
5 结语
Zigbee无线传感网络技术应用到注塑机控制系统中,不仅避免了复杂的现场布线施工,而且Zigbee无线网络具有自组织、低成本、低功耗,可靠性高等特点。通过Zigbee无线网络对注塑机控制器进行远程操控,实现了注塑车间多台注塑机的参数设置、运行调试和产量控制。系统的投入使用将大大降低注塑生产对人力资源的依赖程度,进一步提高生产效率。
[1]刘子恒.我国注塑机控制技术及发展趋势[J].中国包装工业,2011(3):46-47.
[2]王志强.精密注塑机控制系统设计[D].浙江:浙江大学,2010.
[3]吕治安.Zigbee网络原理与应用开发[M].北京:北京航空航天大学出版社,2008.
[4]肖鼎新,吴旭光,冯欢欢,等.基于PC_104的工业注塑机控制器设计[J].制造业自动化,2010,32(10):70-73.
[5]赵端,纵鑫.基于Zigbee技术的井下液压支架压力监测系统设计[J].工矿自动化,2014,40(1):31-34.
[6]张宏林.精通Visual C++串口通信技术与工程实践[M].北京:人民邮电出版社,2008.
猜你喜欢
橡塑技术与装备(2022年9期)2023-01-15
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
电脑爱好者(2018年18期)2018-11-05
当代水产(2018年8期)2018-11-02
车迷(2018年12期)2018-07-26
进出口经理人(2017年3期)2017-06-09
电脑爱好者(2017年9期)2017-06-01
山东工业技术(2016年15期)2016-12-01
汽车维修技师(2016年5期)2016-11-16