基于嵌入式控制系统的连续清洗生产线设计
2015-01-27 07:36侯立功刘全胜
自动化与仪表 2015年5期
侯立功,刘全胜
(无锡职业技术学院 江苏省传感网工程技术研究开发中心,无锡 214121)
清洗是热双金属、覆铜钢、钢板等带状金属材料生产工艺中非常重要的一道工序,其主要目的是对带材表面进行处理,清除带材表面的氧化层、表面镀镍、使清洗后的带材具有表面光洁、耐腐蚀等特性,类似的清洗处理机械在煤矿行业也有广泛应用。
目前,国内绝大多数的连续式工艺处理生产线控制设备采用的是西门子、欧陆、ABB等世界著名品牌的PLC、驱动器、电机等工控产品,如文献[2]介绍了精细化工行业全自动CIP系统的设计,基于西门子S7-300PLC控制器可以实现生产设备及管道的自动在线清洗、工艺参数的设定和工艺过程的监控。优点是操作安全方便,同时也提高了清洗消毒效率。文献[3]中通过引入触摸屏技术,基于西门子S7-200CPU226控制器,将CIP系统与自动控制技术相结合,实现了对清洗设备的控制,提高了设备的自动化程度和可靠性。缺点是当设备中采用PLC控制器,尤其是核心控制器部件PLC还必须配置张力检测处理模块、网络通讯模块等选购件,整套自动控制系统造价不菲,后期维修费用也很高[4]。
该系统以自主研发的基于嵌入式微处理器的多功能过程控制器为核心,重新整合设计了分布式现场控制模式,通过与中国联合工程公司校企合作,配套连续式复合带材清洗生产线电气控制系统,在西南某电工集团公司覆铜钢生产线工程得到应用,其系统结构和控制功能达到国内同类自动化先进水平[4]。
1 生产线工艺流程分析
整条生产线工艺流程如图1所示,它主要由入口段、工艺段、出口段组成。入口段包括开卷、1#转向辊、焊接平台,吊车将原料带材运至开卷区小车上,开卷区小车将带材送上开卷机开卷,经1#转向辊到达焊接平台,在此完成带头、带尾焊接处理。工艺段包括清洗一区、清洗二区、镀镍区、清洗三区、清洗四区、蚀印区、清洗五区,带材在此经过化学脱脂、3M磨料辊刷抛光,超声波清洗、表面镀镍、表面蚀印标记、清洗烘干等工艺处理后到达出口段。出口段由2#转向辊、牵引、3#转向辊、卷取4个部分组成,牵引机构将经过表面处理的带材从2#转向辊牵引送至3#转向辊,最后到达卷取机构,配备液压浮动纠偏装置的卷取机将带材收卷整齐。

图1 酸洗生产工艺流程图Fig.1 Flow chart of working process for the whole production line
清洗生产线控制系统的设计目标就是保证上述生产工艺流程能够连续自动进行,从而形成协调有机的生产过程。
2 生产线控制系统结构设计
该生产线自动控制系统采用四级分布式现场控制和三层通信网络处理模式[1,4],系统基本架构如图2所示。
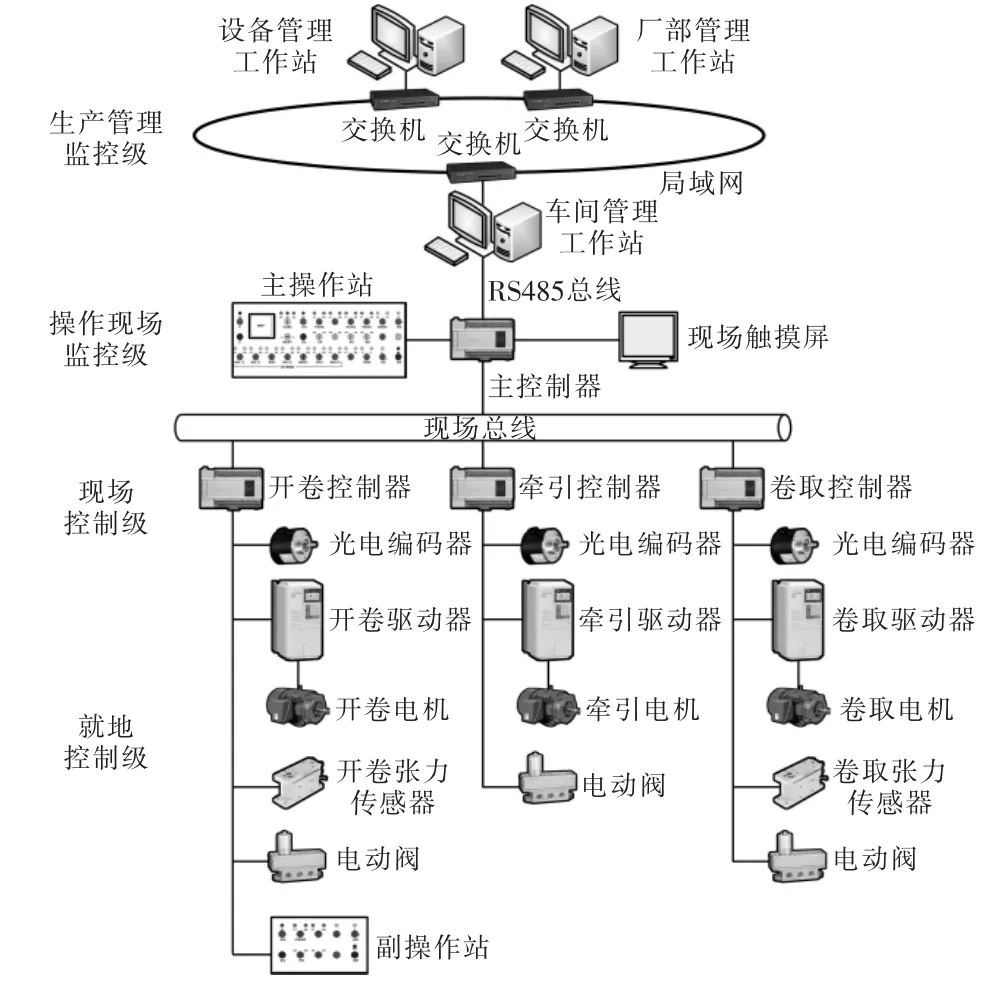
图2 控制系统基本结构图Fig.2 Basic structual diagram of the control system
四级分布式现场控制包括就地执行级(L0)、现场控制级(L1)、操作现场监控级(L2)、生产管理监控级(L3)。三层通信网络处理模式中,第一层是传动过程控制之间的CANBUS现场总线,第二层是主控制器与车间管理工作站之间的RS485总线[1],第三层为车间管理工作站与厂部管理工作站、设备管理工作站等其它IP设备之间的LAN网络。
L0就地执行级包括3套传动装置、2套张力检测、配套光电编码器、电动阀和温控仪表,完成带材平稳开卷、传送、收卷、清洗工艺温度控制、清洗刷辊控制等现场控制功能。其中传动电机的驱动装置采用艾默生变频器,并且由牵引变频器统一为其它2个变频器提供直流母线电源,这种连接方式使得处于发电或电动状态的电机控制单元之间可以通过中间回路进行能量交换,大量减少耗电量并能防止由此引发的传动装置电源波动[5]。
L1现场控制级为3台自主研发的基于嵌入式微处理器的多功能过程控制器,用来完成酸洗各工艺功能的控制。现场控制器可根据需要完成速度、张力、输入输出、监测和报警等控制功能。
L2操作现场监控级由主控制器和主、副操作站组成。主控制器通过CANBUS通讯总线采集现场控制设备的实时运行数据并对其发布处理命令,提供主操作站人机对话接口,副操作站人机对话接口由开卷过程控制器就近提供。主控制器生产数据录入有2种模式,一种模式是通过RS485串行总线接收“车间管理工作站”发布的生产计划和工艺并上传现场生产数据,另一种模式是通过主操作站上的现场触摸屏人工输入,两种模式可以独立选择使用。
L3生产管理监控级由位于工厂局域网内的数台远程电脑组成,通过网络完成厂级、车间级的生产计划、清洗工艺指令下达、现场生产数据汇总、设备运行状态检测等功能[7]。
3 控制系统功能设计
3.1 基础自动化
底层基础自动化主要实现酸洗生产线各部分设备的逻辑功能、运行功能[5],具体包括速度控制、张力控制、酸洗电镀控制、纠偏对中控制等系统功能[9]。
(1)速度控制功能。包括点动速度控制、穿带速度控制、工艺速度控制等环节,确保带材在各种工艺状况下同步运行。
(2)张力控制功能。张力控制是关系到生产线能否正常运行,产品质量能否满足要求的关键技术。该生产线在开卷侧和卷取侧分别设置张力检测传感器。安装在开卷侧1#转向辊两端的张力传感器用来检测运行中开卷段的带材张力,开卷过程控制器通过开卷张力传感器实时采集开卷段的运行实际张力数据,并根据生产工艺要求预置的开卷张力设定值和整机主令速度控制开卷电机驱动器,实现恒张力和同步运行,使带材平稳开卷并且能够平稳进入酸洗工艺段。安装在卷取侧3#转向辊两端的张力传感器用来检测运行中卷取段的带材张力,卷取过程控制器通过卷取张力传感器实时采集卷取段的运行实际张力数据,并根据生产工艺要求预置的卷取张力设定值和整机主令速度以及当前实时的带材收卷直径控制卷取电机驱动器,实现锥度张力控制和同步运行目的,使收卷整齐,不变形[4]。
(3)镍磷镀控制。控制系统可根据预先设置的镍磷镀工艺参数自动调节并记忆功能控制数据,包括镀槽液位及槽液pH值控制、槽液温度控制、清洗刷辊动作控制等[8]。
3.2 过程控制
主要指生产数据管理和工艺控制,包括生产计划、工艺参数的传送和管理,生产过程实际数据监视、记录、报表打印,系统诊断、故障报警等功能。
(1)数据管理系统功能。数据管理系统主要用来完成酸洗生产过程中命令参数和实时数据的设置、采集、存储、分析和管理,系统包含清洗工艺数据库和清洗工艺参数记录数据库。清洗工艺数据库记录带材材质、厚度、宽度、重量以及对应设置的速度、张力、电流、温度等数据。酸洗工艺参数记录数据库将生产过程中的主要实时数据(液位、pH值、槽液温度、速度、张力等)分类存储,并以数表或图形方式显示[6]。
(2)系统诊断、故障报警功能。控制系统提供所有受控点的状态检测,用于自诊断及故障报警处理,在系统出现故障后能够自动判断产生故障的可能原因,并提示维护人员处理方法[6]。
4 多功能过程控制器的设计
满足上述基础自动化和过程控制功能要求,核心在于系统的控制设备尤其是现场控制级设备是否具备快速的实时响应和处理性能。为此笔者和相关科研人员专门研发了一种多功能过程控制器,该过程控制器基于先进的RISC架构的工业级嵌入式微处理器设计,整合了带材处理类生产线运行所必须的控制接口,包括张力检测和控制,同步运行速度控制,适应分布式现场控制模式需求的CANBUS和RS485总线通信接口,常用I/O以及人机对话界面接口等,采用客制化专用软件设计,满足了现场控制对实时性的要求,同时达到了经济实用的设计目的[4]。
该多功能过程控制器的逻辑组成结构如图3所示,其采用了组合式模块化结构,包含基础框架模块(图3中虚线内部分)、高级人机对话模块和传动控制模块3个部分。

图3 多功能过程控制器组成框图Fig.3 Composition diagram of multi-functions controller
基础框架模块以嵌入式微处理器为核心,配置输入/输出、通信总线、LED简易显示等信号处理电路接口,是本过程控制器基本的软、硬件支撑平台。
高级人机对话模块主要由具备触摸操控功能的LCD显示处理电路组成,通过加载专用人机对话操作控制软件并连接触摸式LCD显示屏可实现中文界面下的参数设置、数据查看、指令发布等功能。
传动控制模块主要由光电编码器信号处理电路、张力信号数据采集电路、高速脉冲输出电路组成,通过加载具备张力控制算法的专用传动控制软件并连接相应的现场执行部件,可用于变频器、伺服驱动等传动控制,实现速度控制模式或恒张力、锥度张力控制模式下的多点同步运行。
基础框架模块加高级人机对话模块组合为本生产线控制系统L2层(操作现场监控级)中的主控制器,而基础框架模块加传动控制模块则成为本生产线控制系统L1层(现场控制级)中的多功能过程控制器,4台多功能过程控制器各司其职,通过现场分布式控制模式互连,在三层通信网络的支持下,实现信号共享,经济、有效、灵活地组成整条生产线控制系统。
5 结语
本控制系统投入使用以来,运行稳定可靠,在满足带材清洗生产工艺流程要求的前提下,系统建设和维护成本只相当于全套采用进口控制设备的同类集散控制系统的三分之一,适应了国家倡导的大型装备国产化、生产工艺现代化、建设成本经济化的市场需求。
[1]王奇武,周风星,严保康.高压线塔塔基稳定性监测系统的设计[J].电子技术应用,2014,40(3):126-129.
[2]董玉燕,冯银平.基于西门子PLC在线清洗系统设计[J].现代商贸工业,2010,22(5):310-312.
[3]刘文芳.基于PLC及触摸屏技术的CIP清洗控制系统的设计[J].制造业自动化,2011,33(5):143-145.
[4]侯立功,陈天娥,张学祥.经济型卧式连续带钢光亮退火生产线控制系统[J].金属世界,2009(6):87-91.
[5]刘新,张红健,宫迎辉.电镀铬生产线自动控制系统[J].制造业自动化,2006,28(10):61-63.
[6]江杰,乔莉,安世奇.工控组态软件在过程控制系统中的应用[J].微计算机信息,2007,23(34):63-64,59
[7]黄卫华,方康玲,周红军,等.基于组态王和VB的工业远程监控系统[J].冶金自动化,2005,29(2):60-62.
[8]中国工控网.本钢冷轧厂酸洗线自动控制系统[EB/OL].(2009-09-15)[2010-09-12].http://www.gongkong.com/webpage/solutions/200909/2009091517500100006.htm.
[9]自动化在线.天津拓普酸洗机组自动控制系统[EB/OL].(2009-11-27) [2010-09-12].http://www.autooo.net/papers/paper/2009-11-27/59318.html.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
中国钢铁业(2022年4期)2022-07-06
少儿科技(2022年4期)2022-04-14
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
中国金属通报(2019年3期)2019-05-24