
盲孔切屑物清理方法
2015-02-20 07:36中航工业飞行自动控制研究所陕西西安710065李剑锋
金属加工(冷加工) 2015年18期
■中航工业飞行自动控制研究所 (陕西西安 710065) 李剑锋 王 飞
盲孔切屑物清理方法
■中航工业飞行自动控制研究所 (陕西西安 710065) 李剑锋 王 飞
摘要:盲孔内存留的切屑往往难以清理,在借助高压气枪的基础上,制作出清理工具,并提出了一种高效清除盲孔切屑等杂物的方法,效果显著,为顺利加工提供了有效保障,相对于传统加工方法效率高、应用广泛。
随着国防科技工业的迅速发展,带有小孔的零件越来越多,对精度要求也越来越高,如航空航天惯性陀螺中的仪表元件、飞控系统伺服阀和舵机零件上都有许多微小孔类结构,由于尺寸微小,在加工过程中需要及时将切屑清理干净,否则会影响后序加工或者装配,产生质量问题,造成产品报废,出现经济损失。
内孔加工过程的主要难题就是断排屑问题,加工完成后易造成切屑在孔内滞留,当进行再次加工时,由于孔底切屑堆积和孔壁切屑粘附,直接影响后序加工,容易损坏加工工具,报废工件。对于螺纹孔、环槽孔和深长孔等盲孔,其内部结构复杂,切屑清理更加困难,为防止出现加工质量问题,需要及时清理切屑。
目前,主要有两种清除切屑方法,一种是钳工借助手工工具清除,另一种是数控机床普遍使用的气枪吹。根据钳工安全操作要求,钻孔过程中不能使用手和棉纱头或嘴吹来清除切屑,只能使用毛刷或棒钩清除切屑。利用手持毛刷或棒钩等工具深入孔内逐渐掏出,此方法费时费力,效率很低且效果不佳,只能够清理出眼睛能看见的较大切屑,眼睛看不见的地方难以触及,总之清理效果较差。普通高压气枪是数控机床清理切屑的一种行之有效的方法,对于通孔切屑清理效果较好,但对于盲孔,气枪口难以将高压空气直接引入孔底,形成循环通路,效果差强人意。
此外,还存在其他方法清理孔内切屑,利用磁铁制作吸屑装置,可吸附细长花键孔内的切屑,但此方法存在局限性:清理操作的适用对象必需为铁磁性材料;当零件对磁性要求有限制,清理结束后还需对工件增加去磁处理工序,故使用范围较窄。
面对以上方法存在的种种问题,本文设计出了一种气枪头,安装在高压气枪上,将高压气体引入盲孔内部,解决了清除盲孔切屑的问题。同时,该方法为盲孔后序加工提供了有效保障。因其效率高,效果好,适用范围广,因此具有较高的推广应用价值。
1. 螺纹盲孔加工要求
图1a所示为一底座零件上的螺纹盲孔结构,该M3-6H盲孔结构需要用丝锥攻螺纹,丝锥选用M3的头锥和二锥逐步加工。由于孔底剩余厚度仅为0.9mm,当孔底稍有容屑,都可能在攻螺纹时切屑积瘤,造成底面鼓包或穿透,直接导致零件报废。因此需要在头锥加工完后,及时清理孔底切屑。
图1b所示是一组合盲孔结构,需要将组件进行组合后再加工。首先将侧面槽块放入,然后从端面拧入空心螺钉,再在螺钉内孔加工螺纹,最后拧入螺钉,并保证螺钉拧入后露出一定长度。
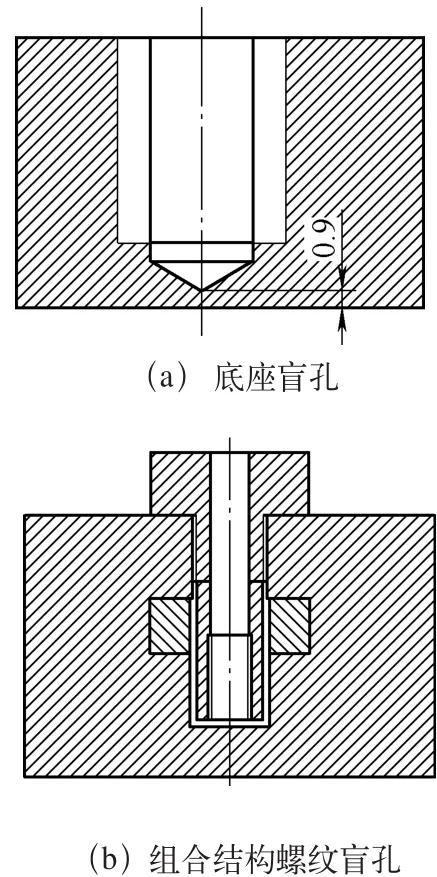
图1 零件盲孔结构
在螺纹底孔加工后将组合结构压入,由于组合结构两侧存在间隙,加工螺纹后易滞留切屑,且该结构切屑不易清理,在物流周转过程中由于振动等原因导致孔底堆积的切屑返回到空心螺钉内,直接影响组合结构压入,难以保证最后螺钉露出一部分的要求,常需要返工修理,大大制约了生产效率。
2. 解决办法
现有的气枪出气口喷嘴较短,主要用于清除零件表面的切屑,对于孔内切屑则束手无策,通过制作不同尺寸规格的细管安装在气枪头上,借助细管的导流作用将高压空气引入到孔底,将切屑吹出,实现清理盲孔切屑的目的,具体实现方法如下:
制作出的高压气枪结构由三部分组成,分别为:枪体、转接头和枪头(见图2)。枪体连接高压气源,并输出高压气体;转接头用来联接枪身和枪头的连接部件,其两端有螺纹,一端柠在枪身上,另一端用来拧转接头。由于不同尺寸的内孔需要不同直径规格的枪头,为了满足使用时方便更换,将枪头的螺纹尺寸标注化;气枪头为管状结构,一端制作成螺纹接口与气枪相联,拆卸方便;另一端,为了满足不同内孔的形状结构,引导气流从不同位置到达孔底,形成气流循环路线,定向的清理孔底切屑。制做出的通管、侧面开槽盲管等形状规格的气枪头,其结构和实施效果如图3所示。

图2 气枪及管接头实物
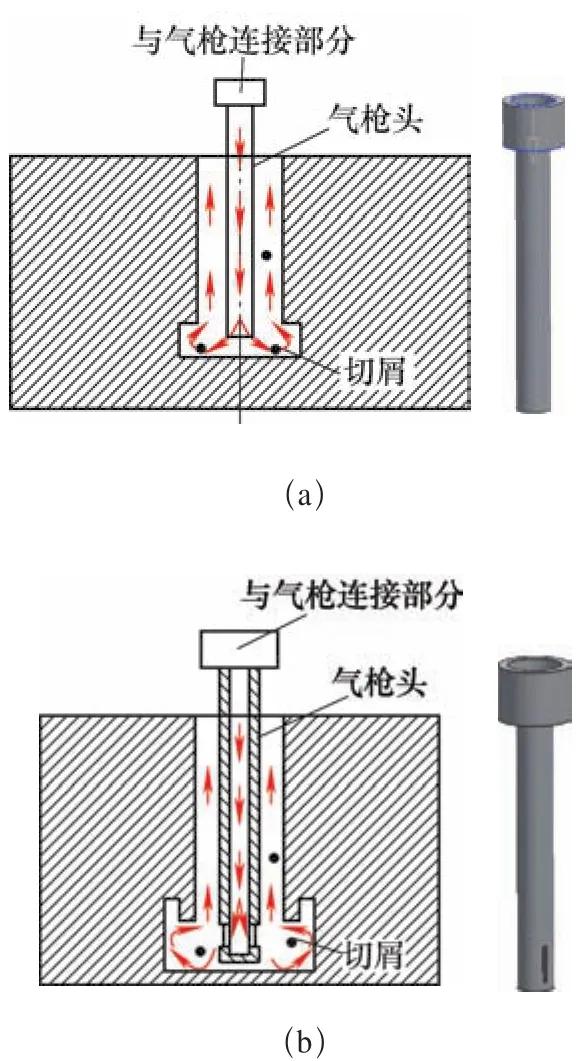
图3 不同结构气枪头清除孔底堆积物原理
有时为了更好清除粘附在内孔壁上的切屑,制作了底端带有毛刷的枪头,通过转动枪头,刷除孔壁上粘附的切屑,然后借助高压气体吹出切屑。
由于气枪头为金属细管,插入孔底清理时易划伤孔壁,尤其在内孔表面质量较高时更加明显,为了防止以上问题出现,专门制作了内径略大于枪头尺寸的塑料管,包裹在枪头外侧,使用时一同插入盲孔内,防止孔壁被划伤。
3. 注意事项与推广应用
通过该方法的应用,可以有效地清除盲孔内部切屑残留物,为后序加工质量奠定了基础,零件装配合格率大幅提高,并能够应用于各种细深孔、孔内环槽类零件上,在气枪头使用过程中,总结出以下注意事项:
(1)为了防止清理过程中液体和切屑的飞溅,保证操作安全,可以制作清理、清洗有机玻璃工作密闭容器,并在与人双肩等宽的位置上,安装可拆卸的与有机玻璃盖密闭的长袖加厚乳胶手套一副,便于操作者在清除切屑时双手插入,在适宜的位置使用高压气枪。该密闭容器可以将喷出的水滴及切屑均被罩在有机玻璃盖内,杜绝了对人的伤害,阻止切屑飞出污染环境。
(2)如果将压缩空气换成气和水的混合物,如同增加水雾清洗工序,清理效果会更加明显,对于清洗要求高的零件可以采取此方法。
(3)为了在研磨工序结束后清除研磨膏,可以利用研磨膏等残留物易融化在温水中的特点,考虑采用40°~50°加压清洗液来清除残留物。
4. 结语
本文介绍的清理盲孔切屑的方法,以生产现场常见的工具气枪为基础,按照盲孔尺寸制作不同尺寸形式的气枪头,便能实现清理盲孔切屑功能,该方法操作简单,适用于各种材质、各种形状的盲孔,效率高,清理效果好,方便使用,实际应用中具有很好的推广应用价值。
参考文献:
[1] 杨顺田.深孔钻断排屑机理与变切深加工数控宏程序研究[J].组合机床与自动化加工技术,2004(4):80-84.
收稿日期:(20150523)
猜你喜欢
机械工程与自动化(2021年4期)2021-07-30
地震研究(2021年1期)2021-04-13
中国钨业(2018年4期)2018-11-02
科学与财富(2018年21期)2018-08-22
商情(2018年14期)2018-05-31
喜剧世界(2016年3期)2016-11-26
学苑创造·B版(2016年9期)2016-10-09
中国社会历史评论(2016年1期)2016-06-27
山西建筑(2016年27期)2016-04-06
机电工程技术(2014年3期)2014-02-10
