
背压对非致密纯相粉末等径角挤压致密固结的影响
2015-03-03 08:06薛克敏
粉末冶金材料科学与工程 2015年1期
田 野,李 萍,王 雪,薛克敏
背压对非致密纯相粉末等径角挤压致密固结的影响
田 野,李 萍,王 雪,薛克敏
(合肥工业大学材料科学与工程学院,合肥 230009)
以非致密纯钼粉末为例,采用离散元模拟软件PFC-2D对钼粉在有背压和无背压两种情况下的等径角挤压(ECAP)过程进行模拟。获得了两种情况下的颗粒流动规律、载荷变化曲线和相对密度分布。实验获得的一道次等径角挤压试样形状和显微硬度分布与模拟结果具有较好的一致性。实验及模拟结果表明:非致密粉末等径角挤压过程中施加背压可有效控制粉末颗粒流动,提高粉末材料塑性变形能力,增加粉末材料变形量和变形均匀性,提高粉末材料致密固结效果。
纯钼粉末;等径角挤压;背压;致密固结
等径角挤压法(ECAP)最早出现在上个世纪八十年代,由苏联科学家Segal教授在一次研究中无意发现。他们经过研究发现,等径角挤压可以对材料实现剧烈的剪切变形作用,经过剪切变形后的试样内部晶粒尺寸会得到明显细化,其性能也会得到质的提高。等径角挤压技术最明显的特点是可以在不改变试样横截面积的前提下,使试样发生剧烈的剪切变形,由于变形前后试样横截面积未发生改变,故通过ECAP技术可实现变形的多道次积累,增大试样变形量,细化试样晶粒,提高材料的强度和塑性[1]。这种技术在提出后的十年内被Valiev 教授等人进一步发展和完善,成为当代固结粉末材料最有效的方法之一[2−3]。
钼的晶体结构为体心立方,属于典型的高熔点稀有金属,密度10.28 g/cm3。常温下,钼及钼合金具有强度高、硬度大、导热率高、耐磨性和抗腐蚀性好等一系列优异性能,被广泛应用于航空航天、核电核能、机械加工、国防军工等领域[4−5]。钼及钼合金常用的制备方法为粉末冶金,超过90%的钼及钼合金制品是通过粉末制坯烧结得到[6],但传统的粉末冶金方法成本高,效率低,制得的纯钼密度仅为9.77 g/cm3,很难满足产品对性能和质量的要求[7]。
等径角挤压工艺通过对粉末材料的剪切作用代替粉末冶金中的高温烧结,很好地解决了粉末冶金制备粉末材料存在的各种问题[8]。在等径角挤压对坯料成形质量、微观组织控制和降低坯料表面开裂倾向等方面研究时,人们逐渐发现在等径角挤压过程中施加背压可以降低粉末材料的变形温度,改善坯料变形均匀性,提高晶粒细化效果和减少表面开裂倾向。尤其是对一些难变形和低塑性的材料,背压的效果更加明 显[9−12]。但目前背压对等径角挤压的影响还有很多不确定的地方,尤其是背压对粉末在挤压过程中致密固结行为的作用还不甚清楚,严重影响了背压在等径角挤压中的应用。因此开展背压对等径角挤压影响的研究十分必要。图1为带背压的等径角挤压原理示意图。
本文采用基于离散单元法的PFC-2D软件,对无背压和有背压的钼粉等径角挤压成形过程进行模拟,结合实验在细观和宏观下分析背压对粉末挤压致密固结的影响。

图1 带背压等径角挤压示意图
1 离散单元模型的建立
等径角挤压变形主要在流动面(Y)上,厚度方向变形很小,因此将模拟过程简化为二维。
试样尺寸60 mm×10 mm×10 mm,内层填充 1 000个半径在1.4×10−4m到1.8×10−4m的钼粉颗粒,外层填充800个半径在1.2×10−4m到1.9×10−4m的不锈钢(1Cr18Ni9Ti)颗粒。初始相对密度为0.75,模拟中背压通过第一根料提供,两根料设置模拟参数基本一致,仅在初始位置稍有不同。模具内角=90°、外角=37°,颗粒之间以及颗粒与模具之间的摩擦因数均为0.1,冲头下行速度0.1 mm/s。为提高模拟效率挤压全程阻尼系数取0.7 Ns/m。
2 模拟结果及讨论
2.1 背压对成形载荷的影响
成形载荷的大小主要取决于挤压过程中接触力、摩擦力、以及外界施加的背压力。图2为纯钼粉ECAP过程中的载荷−步数曲线,其中a−b段为无背压下载荷曲线,b−c段为带背压下载荷曲线。图3为带背压挤压过程不同阶段颗粒流动情况。根据成形载荷变化趋势和颗粒流动特点,将整个挤压过程分为Ⅰ(压制成形)、Ⅱ(剪切变形)和Ⅲ(刚性平移)3个阶段。

图2 ECAP载荷−步数曲线

图3 带背压挤压过程在不同阶段的颗粒流动情况
对比a−b段和b−c段,两种情况下的载荷变化趋势均是先随步数增加而增加,然后震荡稳定,最后开始下降。载荷曲线末端仍有较大载荷是因为模拟以试样被全部压入水平通道上表面以下为结束标志,此时试样中仍有部分材料处于剪切变形区。
对比发现背压对载荷的影响,首先,从载荷大小上看,施加背压前后的峰值载荷分别为7.5×103KN和 1.13×104KN,施加背压后各阶段载荷都明显高于无背压的,且基本都大于无背压最大载荷,这对实验设备和ECAP模具提出了更高要求;其次,从载荷加速上分析,施加背压后,载荷在较短时间内就达到了稳定,即等径角挤压可以更快地进入稳定阶段,有利于颗粒变形和孔隙分布的均匀性。
2.2 背压对挤压过程中相对密度的影响
粉末材料的相对密度与其力学性能密切相关,当粉末材料的相对密度达到一定程度后,其力学性能会发生质的飞跃[13]。因此,消除材料内部孔隙,提高材料相对密度,细化材料内部组织,提高材料综合力学性能是粉末材料进行等径角挤压的主要目的[14−16]。
为研究等径角挤压过程中粉末颗粒相对密度变化规律以及背压对挤压过程中相对密度的影响。在离散元模型(图4)上选取中心位置颗粒组标记,利用测量圆追踪颗粒组在挤压过程中相对密度变化情况。

图4 离散单元模型
如图5所示,挤压过程中粉末颗粒的相对密度变化趋势为先快速上升,然后缓慢上升,中间伴随有少量振荡,最终趋向于一相对稳定值,下面结合颗粒流动规律对施加背压条件下相对密度变化进行分析。
(1) 压制成形阶段:颗粒间初始孔隙大,存在拱桥效应(图6),经过颗粒重排后,孔隙快速减少,相对密度快速升高。

图5 背压对挤压过程相对密度的影响

图6 压制成形阶段
(2) 剪切变形阶段:标记颗粒组进入模具转角,颗粒发生剪切变形,颗粒间残余孔隙得到有效减少,但此时颗粒加工硬化现象随着颗粒剧烈变形而变得越发明显,因此相对密度增加速度相比压制成形阶段有所降低。
(3) 刚性平移阶段:颗粒不发生变形,只有刚性移动,孔隙基本不发生变化,相对密度达到稳定值。
由图5可以看出,施加背压后,试样相对密度由86.4%提高到88.9%,分布更加均匀。说明背压在等径角挤压过程中是有利的,施加背压一方面可增强等径角挤压工艺对粉末致密效果,另一方面可改善等径角挤压过程中各区域变形分布不均匀的情况。
2.3 背压对最终试样相对密度的影响
为研究等径角挤压后最终试样相对密度分布规律及背压对相对密度分布的影响,在无背压和带背压刚性平移阶段试样横向上标记9个颗粒组,纵向上标记8个颗粒组,利用测量圆测量标记颗粒组处的密度。
如图7所示,无背压时,横向上试样从头部到尾部相对密度分布呈中间高两头低的特点,其中尾部区域稍高于头部区域。这是由于中间区域属于主要变形区,发生充分的剪切变形,孔隙得到有效减少,而位于头部和尾部区域材料剪切变形不充分,颗粒排列相对疏松,并且尾部区域在挤压过程中相比头部受到的静水压力更大。施加背压后,试样横向最大相对密度由85.1%提高到89.0%,横向相对密度分布虽然仍保持中间高两头低的特点,但料头和料尾相对密度变化梯度明显减小,这是因为背压提高了试样在挤压过程中受到的静水压力,静水压力的增大可有效弥补料头料尾剪切变形不足的缺点。中间相对密度改变不明显是因为中间为主要剪切变形区,由背压引起的静水压力对相对密度的提高效果不如剪切变形。

图7 横向相对密度对比
如图8所示,无背压时,试样从上到下相对密度逐渐减小,越靠近上层相对密度减小幅度越大,这是因为上层孔隙减小主要通过剪切变形,而下层孔隙减小主要依赖静水压力,残余孔隙多,相对密度较低。施加背压后,试样纵向最大相对密度由87.1%提高到89.9%,纵向相对密度虽然变化趋势不变,但从上到下由背压引起的相对密度增加值比较均匀,这与背压在横向上的影响明显不同。同时还可以发现,施加背压后,靠近上侧的相对密度减小幅度有所降低,这是因为施加的背压可减小上下层颗粒流动差距,上下层剪切变形差减小。

图8 纵向相对密度对比
3 实验研究

图9 挤压前试样
3.1 一道次挤压试样形状
如图10所示,带有不锈钢包套的钼粉经过一道次等径角挤压后所获得的试样形状出现了斜面和翘曲现象,这与通过PFC-2D模拟出来的结果具有较好的一致性,证明了模拟的可靠性。
3.2 显微组织观察
对一道次等径角挤压试样进行切割,选取X、Y面制备SEM试样。通过观察1 000倍下的SEM照片,比较一道次挤压对粉末颗粒形貌变化的影响。
结果如图11所示,试样初始相对密度为0.75,颗粒间孔隙数目较多,存在搭桥孔洞现象,此时颗粒间主要以团聚形式存在(图11(a)中箭头)。一道次等径角挤压后,粉末颗粒尺寸没有发生明显变化,但颗粒间孔隙数目明显减少(图11(b)和(c)圆圈),致密固结效果明显,同时颗粒团簇现象基本消失,此时X面颗粒从之前的球状变为椭球状,而Y面颗粒变为细长状,并有极少量颗粒发生破碎和融合,致密效果更好。
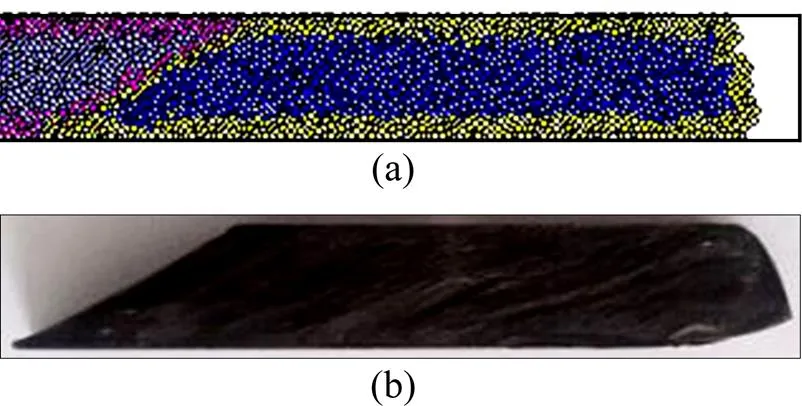
图10 模拟和实验结果对比

图11 一道次等径角挤压1 000倍下SEM照片
3.3 显微硬度测量
参照模拟测量相对密度位置设置显微硬度测试点,测试结果如图12所示,结果表明:显微硬度在Y面从上到下逐渐减小,靠近上侧的硬度可以达到292.7 Hv,靠近下侧的硬度为207.1 Hv,略高于经过热处理的不锈钢包套硬度,这说明ECAP对粉末的致密固结强化效果显著。将其与模拟中纵向相对密度(图8)对比,可以发现二者的变化趋势具有较好的一致性,证明了模拟的可靠性。

图12 显微硬度测量结果
4 结论
1) 根据挤压过程中颗粒流动特点和载荷变化规律,将整个挤压过程分为压制成形、剪切变形和刚性平移三个阶段。压制成形阶段,载荷随挤压过程缓慢升高;剪切变形初期,载荷快速增加,剪切变形后期,参与剪切变形的材料基本保持不变,载荷趋于稳定;刚性平移阶段,随着参与剪切变形的材料减少,载荷开始下降。在整个挤压过程中,背压对载荷的影响主要体现在成形载荷大小和载荷增加速度上。
2) 挤压过程中,中心处颗粒相对密度变化情况和载荷变化规律相似,都经历上述三个阶段,即先增加后振荡,最后趋于稳定。施加背压可以使材料的相对密度有一定的提高,并且使得颗粒分布更加均匀。
3) 无背压的最终试样相对密度在横向上中间高两头低,纵向上从上到下逐渐降低。横向上背压能显著增加料头料尾的相对密度,降低其与中心位置的差距,纵向上背压能有效控制底部颗粒的流动,改善纵向相对密度的不均匀性。
4)背压对非致密粉末等径角挤压过程有利,背压可有效增加粉末材料变形量和变形均匀性,提高材料致密固结效果。
REFERENCES
[1] 赵西成, 解 晨, 王耿洁, 等. 90º模具室温4道次ECAP变形纯钛的宏观织构演变[J]. 稀有金属材料与工程, 2013, 42(6): 1139−1145.ZHAO Xi-cheng, JIE-chen, WANG Geng-jie, et al. Texture evolution in commercially pure titanium after ECAP using a 90º die at room temperature [J]. Rare Metal Materials and Engineering, 2013, 42(6):1139−1145.
[2] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45: 103−189.
[3] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement [J]. Progress in Materials Science, 2006, 51(7): 881−981.
[4] 冯鹏发, 孙 军. 钼及钼合金粉末冶金技术研究现状与发展[J]. 中国钼业, 2010, 34(5): 39−45.FENG Peng-fa, SUN Jun. Progress and prospect of research and application of powder metallurgy processes of Mo and its alloys [J]. China Molybdenum Industry, 2010, 34(5): 39−45.
[5] 刘国玺, 顾明俊. 钼粉的研究进展及应用[J]. 材料导报, 2011, 25(18): 143−147. LIU Guo-xi, GU Ming-jun. Research progress and application on molybdenum powder [J]. Journal of Materials, 2011, 25(18): 143−147.
[6] 李永志, 于福义, 白小波. 纯钼粉末包套−等径角挤压致密化行为[J]. 粉末冶金材料科学与工程, 2013, 18(4): 594−598. LI Yong-zhi, YU Fu-yi, BAI Xiao-bo. Densification behavior of equal channel angular pressing for pure Mo powder in capsule [J]. Materials Science and Engineering of Powder Metallurgy, 2013, 18(4): 594−598.
[7] 林小芹, 贺跃辉, 王政伟, 等. 钼粉的制备技术及其发展[J]. 粉末冶金材料科学与工程, 2003, 8(2): 128−133. LIN Xiao-qin, HE Yue-hui, WANG Zheng-wei, et al. Production technology of molybdenum powder and its development [J]. Materials Science and Engineering of Powder Metallurgy, 2003, 8(2): 128−133.
[8] Langdon T G. Processing of ultrafine-grained materials using severe plastic deformation: Potential for achieving exceptional properties [J]. Revista de Metalurgia, 2008, 44(6): 556−564.
[9] 康 峰, 王经涛. 背压对ECAP塑形变形区影响的有限元分析[J]. 材料与冶金学报, 2007, 6(2): 142−149. KANG Feng, WANG Jing-tao. A finite element study of the effect of back pressure on plastic deformation in equal channel angular pressing [J]. Journal of Materials and Metallurgy, 2007, 6(2): 142−149.
[10] 石凤健, 江理建, 王 亮. 背压对等径角挤压坯料变形的影响[J]. 江苏科技大学学报, 2009, 23(5): 395−398. SHI Feng-jian, JIANG Li-jian, WANG Liang. Effect of back pressure on billet deformation during equal channel angular pressing [J]. Journal of Jiangsu University of Science and Technology, 2009, 23(5): 395−398.
[11] 周明智, 李 萍, 薛克敏. 反压对粉末多孔材料等通道转角挤压过程的影响[J]. 中国有色金属学报, 2009, 19(11): 1987−1992. ZHOU Ming-zhi, LI Ping, XUE Ke-min. Effect of back pressure on equal channel angular extrusion of powder porous material [J]. The Chinese journal of nonferrous metals, 2009, 19(11): 1987−1992.
[12] 李永志, 谢玉敏, 白小波. 背压对等径角挤压成形工艺影响的有限元分析[J]. 热加工工艺, 2010, 39(13): 90−95. LI Yong-zhi, XIE Yu-min, BAI Xiao-bo. Finite element analysis of effect of back pressure on plastic deformation in equal channel angular pressing [J]. Casting Forging Welding, 2010, 39(13): 90−95.
[13] 李 萍, 王 雪, 薛克敏. 纯钼粉末−包套等径角挤压的多尺度研究[J]. 粉末冶金材料科学与工程, 2013, 18(3): 452−458.LI Ping, WANG Xue, XUE Ke-min. Multi-scale study of pure molybdenum powder material in tubes during equal channel angular pressing [J]. Materials Science and Engineering of Powder Metallurgy, 2013, 18(3): 452−458.
[14] CHANG S Y, LEE K S, CHOI S H, et al. Effect of ECAP on microstructure and mechanical properties of commercial 6061Al alloy produced by powder metallurgy [J]. Journal of Alloy Compounds, 2003, 354(1): 216.
[15] 周明智, 李 萍, 薛克敏. 纯铝粉末多孔材料等通道转角挤压数值模拟及实验[J]. 塑形工程学报, 2009, 16(5): 10−14.ZHOU Ming-zhi, LI Ping, XUE Ke-min. Numerical simulation and experimental study on the pure aluminum with porosity during equal channel angular extrusion process [J]. Journal of Plasticity Engineering, 2009, 16(5): 10−14.
[16] 王晓溪, 薛克敏. 纯铜粉末包套等径角挤压工艺实验研究[J]. 武汉科技大学学报, 2011, 34(4): 253−256.WANG Xiao-xi, XUE Ke-min. Pure copper powder coating of ECAP process experimental study [J]. Journal of Wuhan University of Science and Technology, 2011, 34(4): 253−256.
(编辑 高海燕)
Effect of back-pressing on dense consolidation of non-dense molybdenum power during equal channel angular pressing
TIAN Ye, LI Ping, WANG Xue, XUE Ke-min
(School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009 China)
Taking non-dense pure molybdenum powder as an example, the molybdenum powders either with or without back pressure were carried out using equal channel angular pressing (ECAP) and simulated with the two-dimensional district element model (DEM). Two cases of granular flowing law, the load curve and the distribution of the relative density were obtained. The shape and microhardness distribution of 1st pass ECAP specimens from the experiment have good consistency with the simulation results. Experimental and simulation results show that: Non-dense powder ECAP process of applying back pressure can effectively control the flow of powder particles, back pressure can effectively increase the plasticizing efficiency and the deformation uniformity, in addition improve the effect of dense consolidation.
Pure molybdenum powder; ECAP; Back pressure; dense consolidation
TG376,TF124
A
1673-0224(2015)1-32-06
教育部新世纪优秀人才支持计划(NCET-13-0765);中央高校基本科研业务费专项资金资助(2012HGZX0030,2013HGCH0011);国家自然科学基金资助项目(51175138)
2014-03-21;
2014-05-04
李萍,教授,博士。电话:0551-62901368;E-mail: cisi_1314@126.com
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
山东冶金(2018年5期)2018-11-22
中成药(2018年1期)2018-02-02
制造技术与机床(2017年5期)2018-01-19
电子测试(2017年15期)2017-12-15
西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08
电站辅机(2016年4期)2016-05-17
铁道科学与工程学报(2015年4期)2015-12-24
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
