浅析N-089数控车床夹紧机构
2015-03-12 13:39张海睿
中国新技术新产品 2015年24期
赵 敏 张海睿
(中航飞机汉中飞机分公司,陕西 汉中 723215)
N-089系列数控车床适合大批量、高精度、小零件的加工,具有高度自动化,含自动进料系统的的车床。加工简便快捷。起夹紧机构有三种常用的方式:采用拉式弹簧夹头的夹紧机构,采用推式弹簧夹头加紧的加紧机构,选用旋转夹紧油缸作为夹紧动力的机床。
一、采用拉式弹簧夹头加紧的夹紧机构如图1所示,由蝶形弹簧拉动拉杆夹紧。
由图1中知夹紧力的调整通过尾部调整套4,压缩蝶形弹簧5来实现,当挡圈6和螺母4之间的距离对N-089/26,N-089/46型机床来说为52mm时,夹紧力可达7340N。对N-089/36,N-089/56型机床来说为128mm时,夹紧力也可达7340N。见图中受力图。弹簧夹头应根据加工零件被夹持直径的大小调换,调整过程如下:
松开螺钉2,拆下松开气缸1,用拉杆拆装扳手将夹紧力调整螺母4松开,再将螺钉9松开,取下端盖10,把拉杆7及夹头8从主轴孔内抽出换上合适的夹头。重新装配后,调整螺母4,夹持力应适当均匀,上好气缸,保证松开过程顺利。
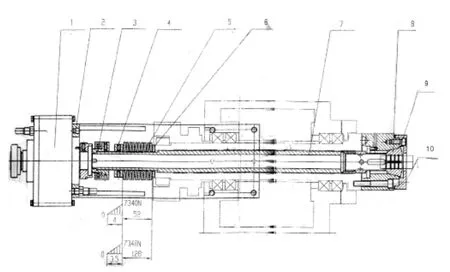
图1
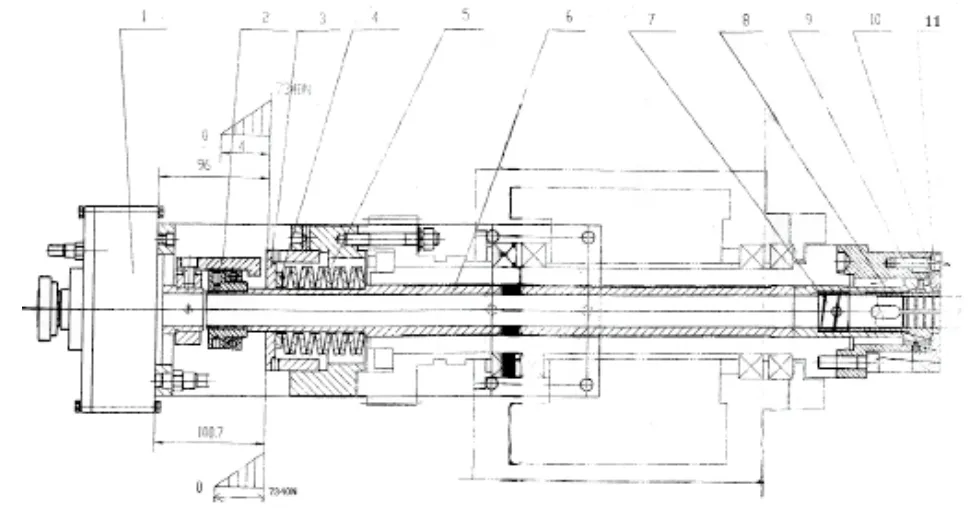
图2
二、采用推式弹簧夹头夹紧的夹紧机构,加工零件的夹紧是由位于主轴的蝶形弹簧提供动力,夹紧力的调整及弹簧夹头的调整如图2所示。
由图2中知夹紧力的调整是通过尾部的调整螺母3压缩碟形弹簧5来实现。当调整螺母3和松开气缸1的端面的距离对N-089/26,N-089/46型机床来说为96mm时,夹紧力可达7340N。对N-089/36,N-089/56型机床来说为100.7mm时,夹紧力也可达7340N。调整距离与夹紧力的关系如图2中的受力图。弹簧夹夹头应根据加工零件被夹持直径的大小调换,调整过程如下:
气缸1通气,带动爪块2向右移动,蝶形弹簧5进一步压缩使拉杆6向左产生微量位移,这时推程套8在复位弹簧7的作用下,松开夹头11,松开螺钉9,取下法兰盘10,换上加工零件所需夹头,重新将法兰及螺钉装好即可开始新零件的加工。
三、对于配备旋转夹紧油缸(液压操纵图3)作为夹具夹紧动力的机床,夹紧动作是由控制面板上的控制按钮控制。夹紧力及夹紧方式通过该部分的液压阀调整,可调整减压阀8来控制夹紧力。
机床夹紧采用自定心三抓卡盘(图4),其中拉杆将旋转夹紧油缸与卡盘连接在一起,其油压大于1MPa,小于3.5 MPa。
四、维修实例
一台N-089数控车床采用回转油缸为夹紧动力的机床,故障现象为加不进零件。经检查发现油压3.6 MPa,液压箱油位正常。回转油缸动作也有,认为油缸内漏或拉杆断裂。将夹紧装置拆开后发现油缸正常,拉杆断裂如图5所示,将拉杆焊接后重新安装,并调整油压至3 MPa左右,试车加紧正常。
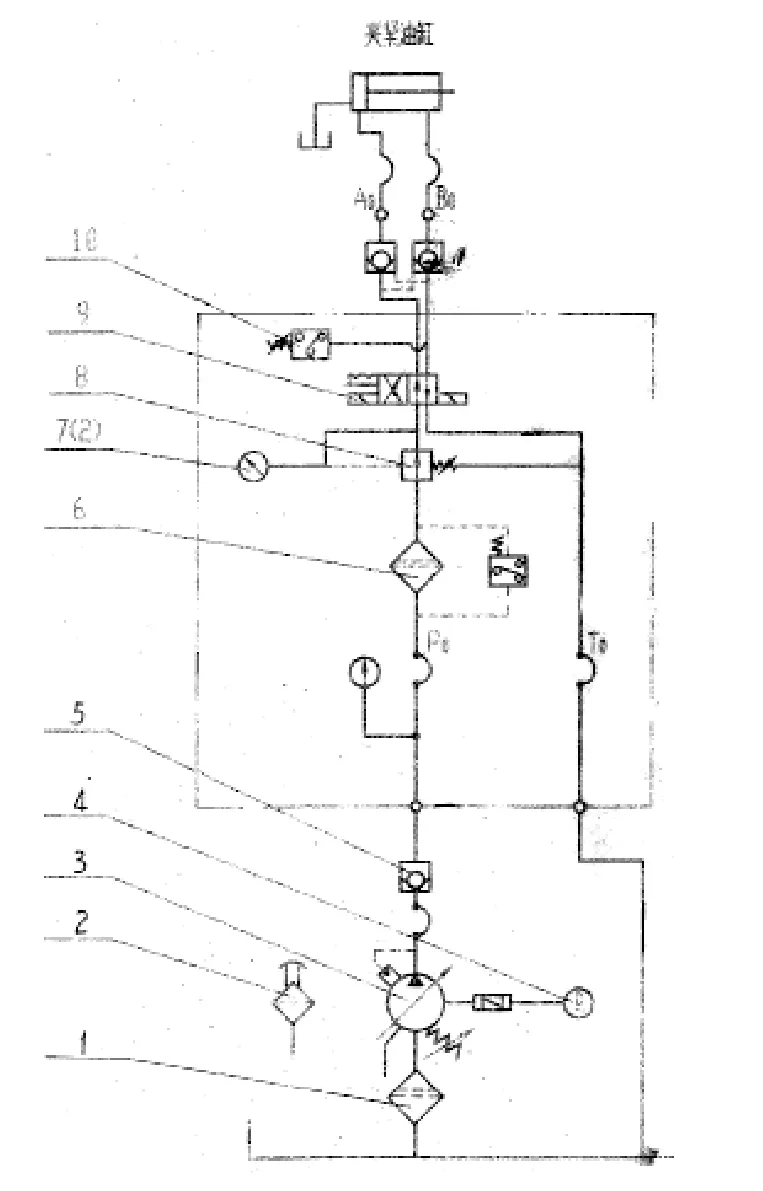
图3
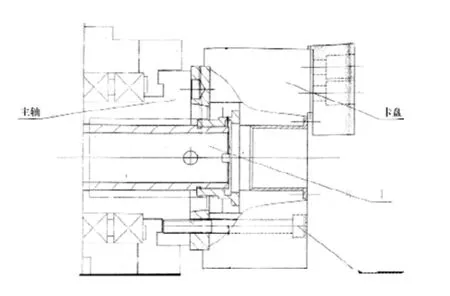
图4

图5
结论
由于液压压力调整超出3.5MPa,长时间工作后将拉杆拉断。
[1]刘永久.数控机床故障诊断与维修技术[M].北京:机械工业出版社,2006.
[2]廖伯瑜.机械故障诊断基础[M].北京:冶金工业出版社,1995.
猜你喜欢
火控雷达技术(2023年2期)2023-07-15
光通信研究(2022年2期)2022-03-29
一重技术(2021年5期)2022-01-18
锻压装备与制造技术(2021年3期)2021-08-13
制造技术与机床(2017年2期)2017-05-04
铁道机车车辆(2016年3期)2016-10-25
现代冶金(2015年4期)2015-02-06
振动、测试与诊断(2014年4期)2014-03-01
机电工程技术(2013年11期)2013-11-06
装备制造技术(2013年6期)2013-06-26