多晶硅生产中常见阀门泄漏原因分析及应对措施浅谈
2015-03-12 01:47李波,吴伟,李栋
山东工业技术 2015年11期
李 波,吴 伟,李 栋
(陕西天宏硅材料有限责任公司,陕西 咸阳 712038)
阀门在多晶硅生产中种类多、用量大、分布广泛,且接触的介质多是强腐蚀、有毒、易燃、易爆的。然而因为其大多是周期式生产,需要频繁开关阀门,加之硅粉硬度高,所以容易导制阀门磨损密封失效等问题。若阀门选型不当使用寿命非常短。一旦发生阀门泄漏,不仅使介质不能有效切断,影响工艺流程和产品质量,而且浪费了原辅材料,增加了成本,甚至直接污染环境,产生严重环境事故。因此,多晶硅生产中阀门的泄漏问题不容忽视,应对装置中引起阀门泄漏的原因以及防止和消除泄漏的对策、方法做重点探讨。
1 多晶硅生产中常见的阀门种类
阀门是多晶硅生产中的调度,是不可缺少的隔离、调整、和连接介质的关键设备,关系到工艺流程的稳定性、物料调节的及时性、设备和人员的安全。在实际生产中主要有以及以下几种阀门:闸阀、球阀、截止阀、蝶阀、滑板阀、偏心旋转阀、止回阀等。
2 常见阀门泄漏的原因分析
阀门的泄漏可以分为外漏和内漏两种类型。外漏就是指介质渗漏到阀门的外部,一般指空气中。而内漏是指阀芯和阀座之间密封失效,阀门关闭后仍有介质在管道中流动。在多晶硅生产中,阀门的外漏远远大于内漏,不但造成成本的增加,还会导致人员和设备的损坏,甚至严重的环境污染事故。
阀门外漏常见于阀体、阀杆和阀体连接处等密封部位。
2.1 阀体外漏原因
材料缺陷:阀门为多为铸件,形状复杂,壁厚变化大,传统的沙铸容易产生气孔、夹渣和砂眼等缺陷,从而产生泄漏现象,阀体质量是阀门质量的核心。
异常憋压:在生产运行时阀体内部可能产生异常的升压现象,积聚的应力远超过工作压力,造成破坏性泄漏。
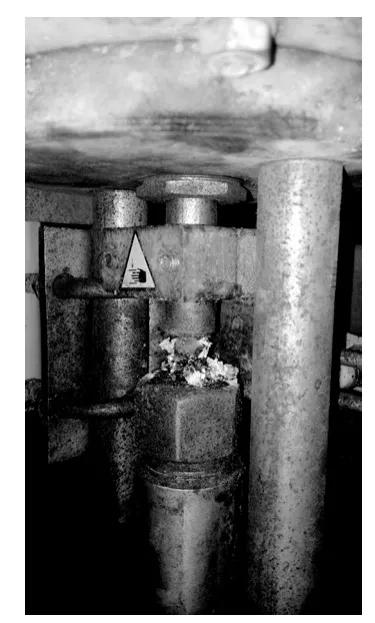
图1 阀杆外泄图

图2 阀杆外泄图
热应力:多晶硅生产中使用的阀门在周期式高温工况下,温度变化频繁,选型时要考虑高温对材料特性的影响,及由于热应力和热疲劳对材料强度的影响。
其他原因:在使用安装时缺乏有效的支撑,在阀门开启瞬间产生的振动及其它异常振动,使阀门受力产生裂纹。
2.2 阀杆外漏原因
多晶硅行业使用的阀门大多开关频繁,填料磨损也会加快。阀杆的表面洁净度有问题,阀杆弯曲,填料填充的不够紧密,填料的类型或尺寸不合适,填料安装太满(石墨材质),阀杆被腐蚀产生凸凹,填料压盖变形,填料老化失去弹性,阀操作不当等原因都易造成填料处泄漏。泄漏后介质沿着填料与阀杆的接触间隙向外,长时间会把部分填料吹走将阀杆刷出沟槽 从而使泄漏扩大。
2.3 阀体连接部位泄漏的原因
多晶硅生产中使用的阀门多为法兰连接,由于阀体与阀盖之间的密封,垫片的损坏或者老化,法兰密封面被腐蚀,连接螺栓松动,管道配置不合理产生较大的附加载荷等原因,都能引起外漏。
2.4 阀门内漏的形式和原因分析
2.4.1 选材和设计[3]
(1)阀内件材料选择不当,在温度升高时发生热膨胀。
(2)阀杆设计尺寸偏小扭矩不够。
阀门使用一段时间后由于摩擦增大,在执行器的作用下引起阀杆变形,造成阀杆卡死在某个位置,使阀芯无法动作或者动作不到位,造成介质泄漏,此种泄漏往往泄漏量较大,对生产的危害大。
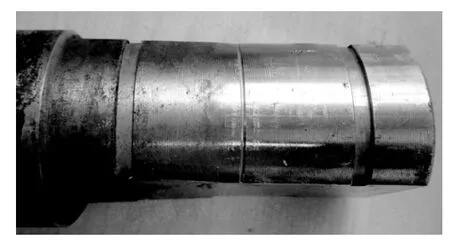
图3 阀杆卡死
2.4.2 密封面硬化工艺措施不当
(1)涂层产生裂纹、脱落现象
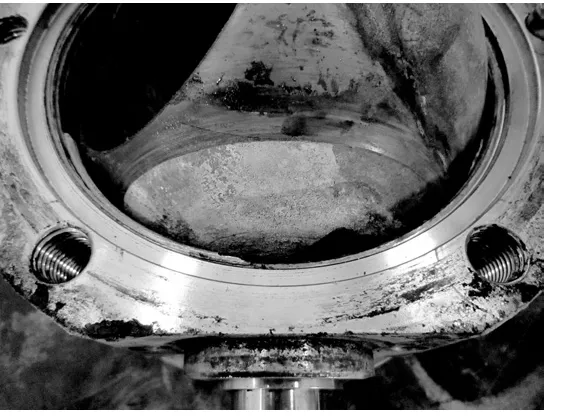
图4 阀门内部涂层脱落并有破裂
(2)磨损严重,迅速造成内漏

图5 阀门内部磨损
2.4.3 发生卡涩或“抱死”

图6 阀门抱死
3 防止和消除阀门泄漏的应对措施
3.1 阀体外漏应对措施
(1)确保阀体质量。采用先进的铸造工艺技术.严格对铸件进行检查和检测,特别是对铸造过程容易产生缺陷、承压能力薄弱以及应力集中部位,更需要强化和增加检测[4]。铸造阀体形成砂眼、夹渣、裂纹等铸造缺陷,易导致介质的泄漏,这种泄漏一般都表现为渗漏,量较少,通过严格的出厂壳体水压试验就能被发现。
(2)规范操作规程。严格按照操作规程,避免异常升压现象出现,适当的增加安全阀及泄放口。
(3)做好伴热、伴冷。避免阀门工作在温差较大的环境中,对工作在特殊工况的阀门加强监测和增加试验次数。
3.2 阀杆外漏应对措施[5]
选择合适的阀杆材质;定期、定量、定步骤更换填料。
对阀杆密封采用多重密封措施,为防止硅粉对阀杆的冲刷,采用专门结构保护阀杆等。
加装加载弹簧,补偿压力。
3.3 阀门连接部位泄漏应对措施
阀体连接部位密封,就其密封性质而言属于静密封,其应满足下列要求:(1)对温度和压力的急剧变化不敏感;(2)结构简单、实用性强,多次拆卸而不损坏密封元件;(3)能满足各种工作介质的使用要求[6]。
3.4 阀门内漏的应对措施
在多晶硅生产中,阀门内漏是常见的故障,对装置和人员的安全影响很大,因此在设计阀门时在结构上要采取适当措施。如选用耐磨球阀,阀座要采用自清理结构,在开关中,自动清除球体表面粘附的硅粉;同时增设吹扫孔,在开关时吹扫球体表面,将粘附硅粉吹扫掉,以保护密封副。对于阀座后部的弹簧部位,采用防尘阀座结构设计,防止硅粉的轻易进入,保证弹簧能正常工作。总之通过有效的加工工艺和特殊的设计,可延长阀门的使用寿命,提高使用性能。
4 总结
采用合理的阀门制造工艺,可延长其使用寿命提高使用性能,合理的制造工艺能降低制造成本。随着新技术的不断出现,必定会有更多的新工艺和设计满足多晶硅生产的需要。同时,针对工况正确选择满足需要又性价比高的阀门也很重要。再者,在日常的生产中要加强对阀门的维护和保养。
[1]焦小澄,将大纯.仪器仪表维修工[M].江苏科学技术出版社.
[2]杨利平.运行装置阀门泄漏的原因分析及应对措施[M].2012.
[3]陆培文.阀门选用手册[S].北京:机械工业出版社,2001.
[4]邓丰,唐正林.多晶硅生产技术[M].化学工业出版社.
[5]夏琼.石化企业阀门泄漏的原因分析及对策[J].2005(02).
[6]张百麟.阀门泄漏的原因分析及其设计选型的优化[M].2003.
猜你喜欢
科技创新与生产力(2022年6期)2022-09-03
热力发电(2022年5期)2022-06-09
节能技术(2022年1期)2022-03-18
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
新材料产业(2018年1期)2018-04-23
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年5期)2017-09-03
汽车与驾驶维修(维修版)(2017年6期)2017-09-03