
烘丝工艺参数对叶丝弹性和填充值的影响
2015-03-20 05:09朱建新李文伟王建民
云南化工 2015年6期
张 迪,张 乾,朱建新,李文伟,王建民
(1.郑州轻工业学院烟草科学与工程学院,郑州 450001;
2.河南中烟工业有限责任公司安阳卷烟厂,河南安阳 455000)
烘丝工艺参数对叶丝弹性和填充值的影响
张 迪1,张 乾2,朱建新2,李文伟2,王建民1
(1.郑州轻工业学院烟草科学与工程学院,郑州 450001;
2.河南中烟工业有限责任公司安阳卷烟厂,河南安阳 455000)
通过采集同牌号多批次叶丝弹性和填充值以及烘丝工序工艺参数等在线检测数据,研究了叶丝弹性与填充值间的关系以及烘丝工序工艺参数对两项指标的影响。结果表明:①叶丝填充值随着弹性升高呈现先升高后降低的变化规律;②烘丝机物料流量、HT工作蒸汽流量和排潮风门开度会同时影响叶丝弹性和填充值;烘丝工序物料流量是影响叶丝弹性批内、批间稳定性的关键参数,HT工作蒸汽流量则是影响叶丝填充值批内、批间稳定性的关键因素。
叶丝;弹性;填充值;烘丝机
烟丝弹性即烟丝受到外力压缩后恢复原本形态和体积的能力,它与填充值等同属烟丝力学性质的范畴。对烟丝填充值的研究不胜枚举,但对烟丝弹性研究成果的报道比较少见。本文从类比弹性和填充值两个力学特性的视角出发,研究了同牌号叶丝弹性和填充值之间的关系以及烘丝工序工艺参数对两项指标批内、批间波动的影响,希望能为烟丝弹性的深入研究及稳定性控制提供参考。
1 材料与方法
1.1 实验材料
河南安阳卷烟厂某牌号卷烟叶丝。烘丝工序主要设备包括HT增温增湿机和SH627Y393型薄板式烘丝机。数据采集装置主要包括叶丝弹性和填充值在线检测仪(北京邦瑞德公司),烘丝机工艺参数在线数据应用昆船的MASS系统进行采集。
1.2 实验方法
烘丝工序工艺参数共有15个,分别是HT物料流量、滚筒转速、进薄板蒸汽流量、进薄板蒸汽温度、进热交换器蒸汽压力、排潮阀门开度、热风门开度、热风温度、筒壁温度、筒蒸汽压力、总蒸汽压力、烘丝机物料流量、进薄板烘丝机蒸汽阀门、HT工作蒸汽压力和HT工作蒸汽流量。
采集49个批次的同牌号叶丝的弹性和填充值的在线数检测数据及15个工艺参数数据,每批次在线数据采集频率为10个/min,生成数据集。计算各批次各项指标和参数的平均值和标准偏差,分别用批次平均值表征叶丝弹性和填充值的批间波动,批内标准偏差反映批内波动。
2 结果与分析
2.1 叶丝弹性、填充值
叶丝弹性、填充值的批内、批间统计结果见表1[1]。
由表1可知,各批次叶丝弹性值在60.29%~66.84%之间,标准偏差在1.05%~2.81%之间(变异系数在1.7%~4.5%之间);填充值在4.3%~4.71%之间,标准偏差在0.06%~0.55%之间(变异系数在1.3%~12.0%之间)。与批间均值的标准偏差相比,有3个批次的叶丝弹性标偏大于批间均值标偏,占6.1%,有16个批次的叶丝填充值标偏大于批间均值标偏,占32.7%。统计描述表明,叶丝弹性和填充值的总体控制水平较高,但存在个别批次的批内波动较大的现象,其中填充值表现更为突出。
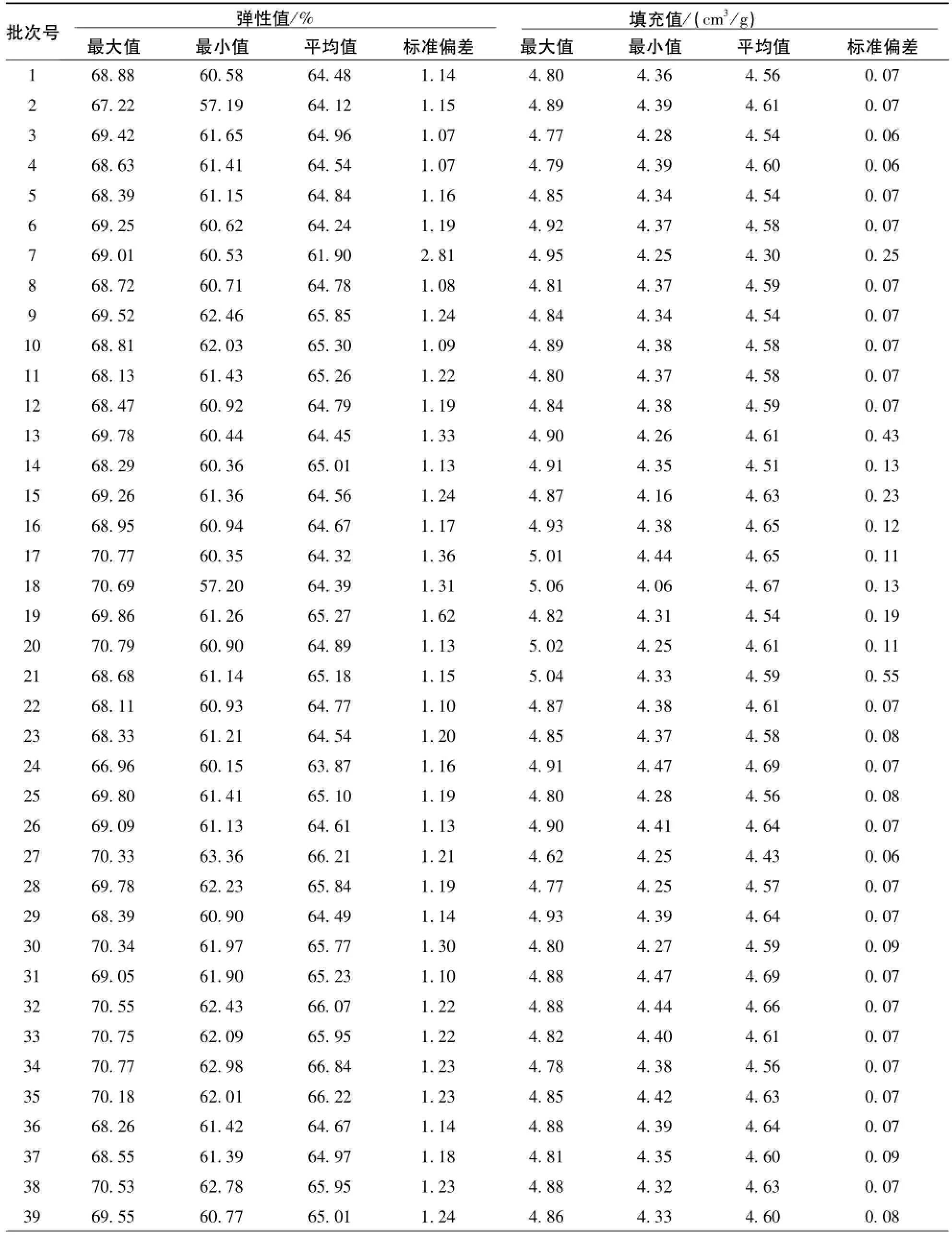
表1 叶丝弹性、填充值的批内、批间统计结果Tab.1 Ye Si elasticity,fill in the recharge of the batch,the number of statistical results
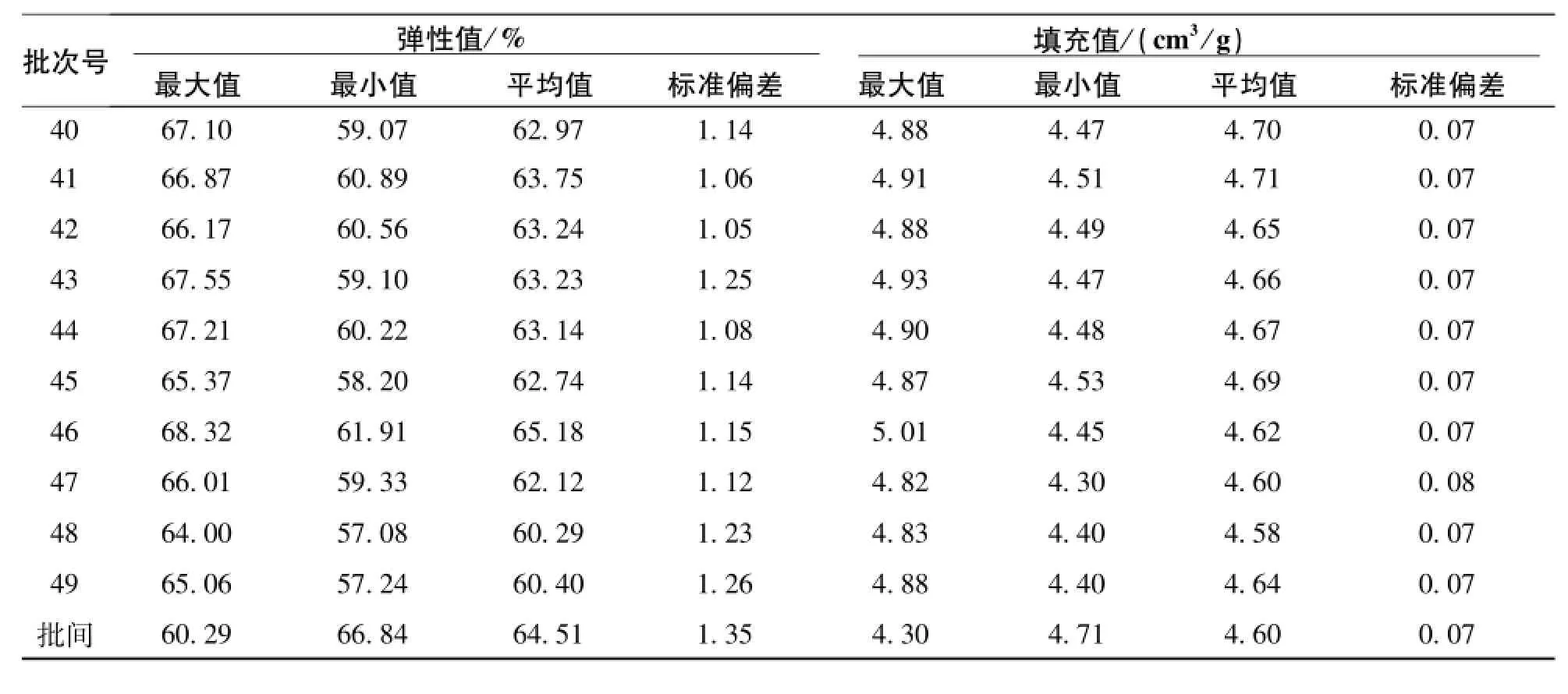
续表
2.2 叶丝弹性与填充值的关系
叶丝弹性与填充值之间的关系见图1所示。
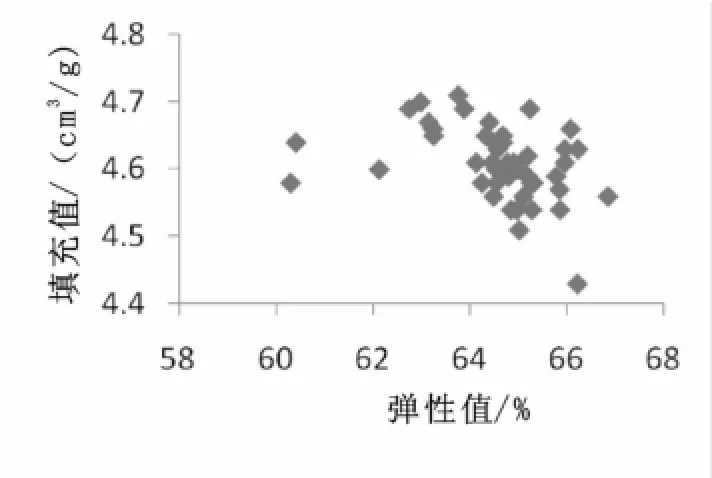
图1 弹性值与填充值的散点图Fig.1 The elastic value and fill up the recharge of the scattered point diagram
图1表明,剔除异常点(第7批次)后,随着叶丝弹性升高,填充值呈现明显的先升高后降低的变化趋势。两者间的回归方程为y=-18.588+0.745x-0.006x2。方差分析及t检验结果表明,叶丝弹性(x)对填充值(y)的影响为极显著(p=0.0027),一次项和二次项的影响均为显著(p值分别为0.026和0.023),说明一元二次回归方程能够较好地描述叶丝弹性与填充值间的关系。
2.3 工艺参数对叶丝弹性和填充值的影响
2.3.1 叶丝弹性与填充值
分别以叶丝弹性和填充值的均值为因变量,以15个工艺参数作为自变量进行多元逐步回归分析[2],结果见表2、表3和表4。

表2 回归模型概述Tab.2 Overview of regression models
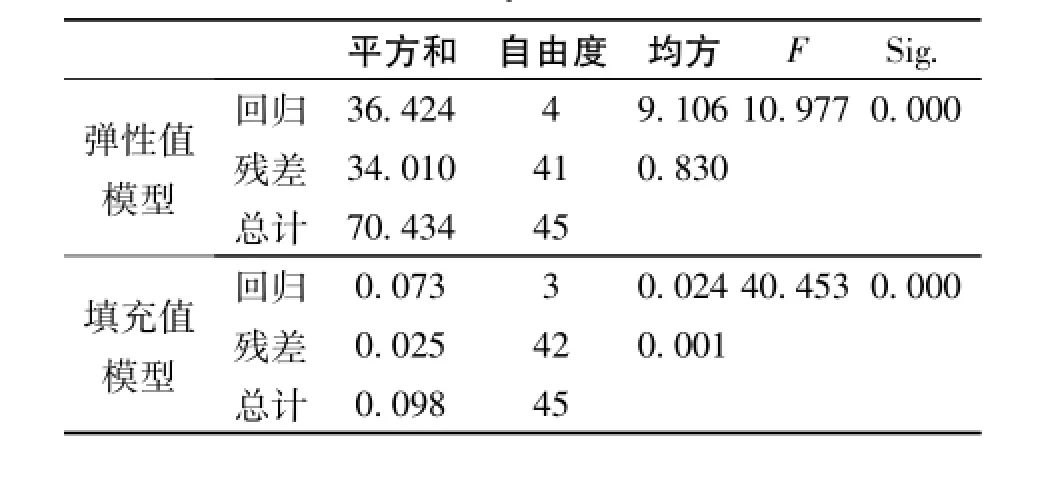
表3 方差分析表Tab.3 Analysis of variance
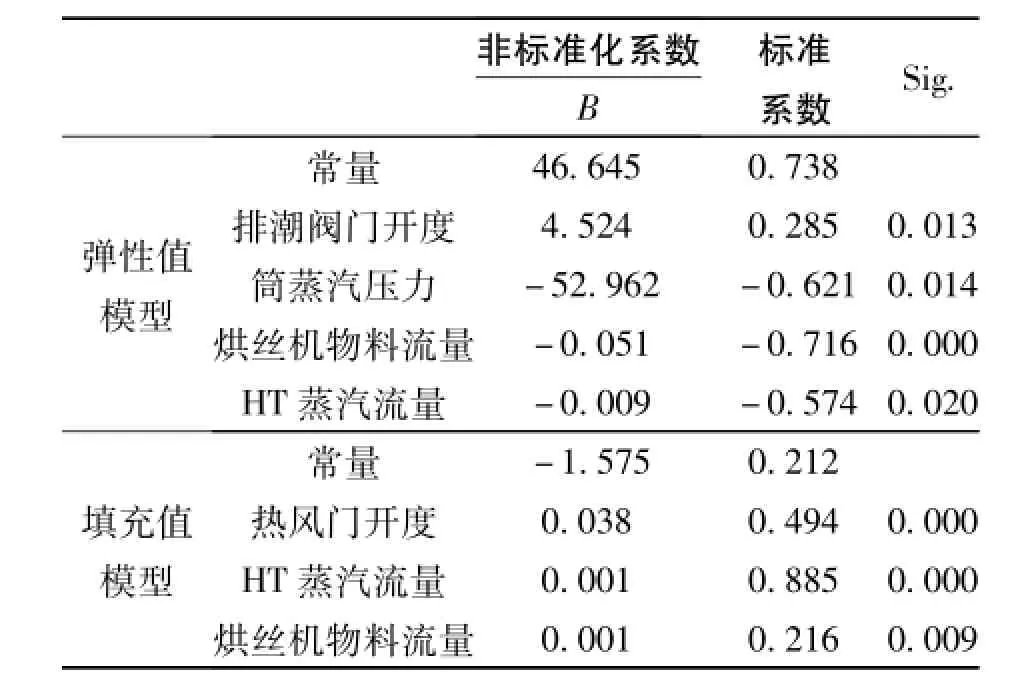
表4 模型系数表Tab.4 Model coefficient table
表2、表3所示回归模型概述和方差分析表明,烘丝工艺参数对叶丝弹性和填充值均有极显著影响;两个模型的决定系数分别为0.517和0.743,说明烘丝工艺参数对填充值的影响更大一些。如表4所示,影响叶丝弹性和填充值的工艺参数不完全相同:①对叶丝弹性有显著或极显著影响的参数按主次顺序排列分别是烘丝机物料流量、筒蒸汽压力、HT工作蒸汽流量、排潮阀门开度;叶丝弹性随着烘丝机物料流量、筒蒸汽压力、HT工作蒸汽流量的增大而降低,随排潮阀门开度增大而升高。②对叶丝填充值有显著或极显著影响的参数按主次顺序排列分别是HT工作蒸汽流量、热风风门开度、烘丝机物料流量;叶丝填充值随着三个参数增大而升高。
2.3.2 叶丝弹性与填充值标偏
分别以弹性和填充值标准偏差的对数为自变量,以参数均值为因变量进行回归分析,分析结果见表5、表6和表7。
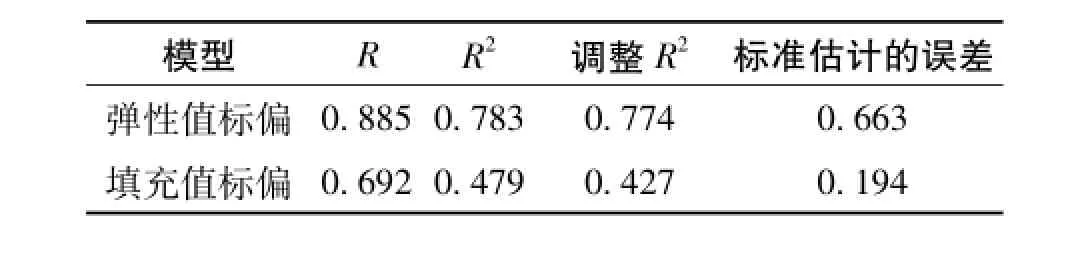
表5 回归模型概述Tab.5 Overview of regression models
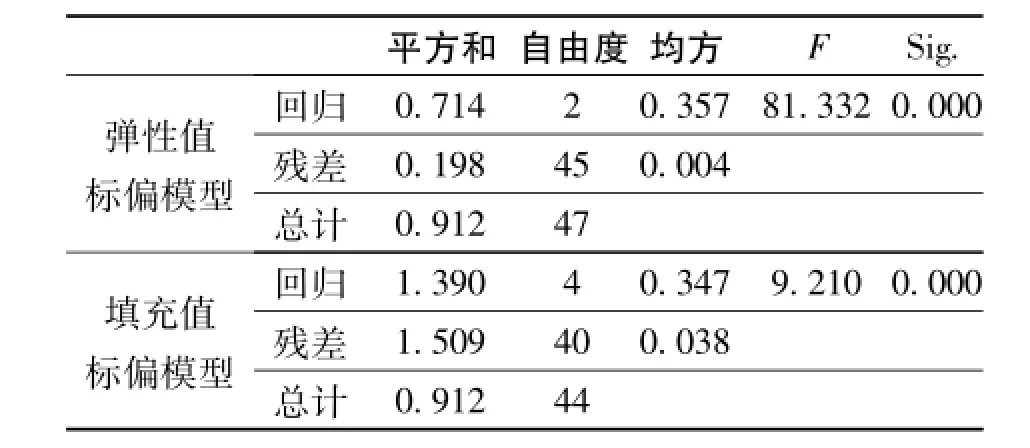
表6 方差分析表Tab.6 Analysis of variance
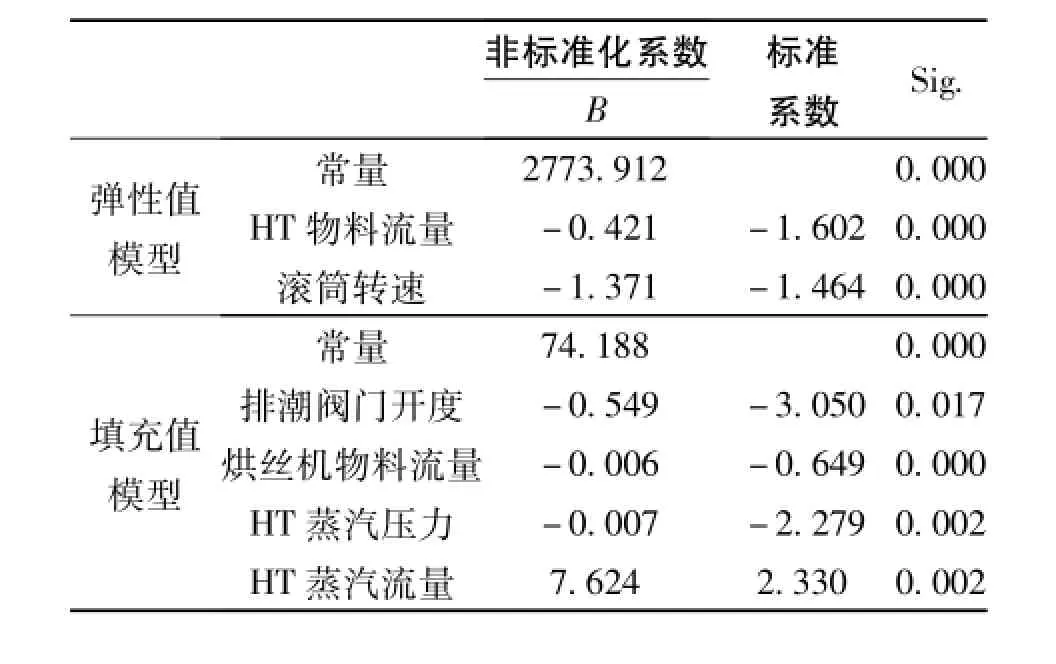
表7 模型系数表Tab.7 M odel coefficient table
表5、表6所示回归模型概述和方差分析表明,烘丝工艺参数对叶丝弹性和填充值的标准偏差均有极显著影响,两个模型的决定系数分别为0.783和0.479,说明烘丝工艺参数对弹性标准偏差的影响更大一些。如表7所示,影响叶丝弹性和填充值标准偏差的工艺参数不同:①HT物料流量、滚筒转速对叶丝弹性标准偏差有极显著影响;叶丝弹性标准偏差随着两个参数的升高而降低。②对叶丝填充值标准偏差有显著或极显著影响的参数按主次顺序排列分别是排潮阀门开度、HT工作蒸汽流量、HT工作蒸汽压力、烘丝机物料流量;叶丝填充值标准偏差随着HT工作蒸汽流量增大而升高,随排潮阀门开度、HT工作蒸汽压力和烘丝机物料流量的增大而降低。
通过回归分析,从15项工艺参数中筛选出了8项至少对1项指标有显著影响的工艺参数,分别是HT物料流量、滚筒转速、排潮阀门开度、热风门开度、筒蒸汽压力、烘丝机物料流量、HT工作蒸汽压力和HT工作蒸汽流量,可见烘丝工序工艺参数对叶丝弹性和填充值及其稳定性影响的复杂性。①烘丝机物料流量和HT工作蒸汽流量对叶丝弹性和填充值均值均有显著或极显著影响,对填充值标准偏差均有极显著影响;排潮风门开度对叶丝弹性均值和填充值标准偏差均有极显著影响;说明这3项参数是能够同时影响叶丝弹性和填充值的工艺参数。②对叶丝弹性均值和标准偏差影响最大的参数分别是烘丝机物料流量和HT物料流量,对叶丝填充值均值和标准偏差影响最大的参数均是HT工作蒸汽流量;说明烘丝工序物料流量控制是提高叶丝弹性批内、批间稳定性的关键,HT工作蒸汽流量控制则是提高叶丝填充值批内、批间稳定性的关键。
3 结论
1)同牌号叶丝的弹性和填充值间存在极显著的相关性,随着弹性升高填充值呈现先升高后降低的变化规律。
2)叶丝弹性和填充值的批内、批间稳定性与HT物料流量、滚筒转速、排潮阀门开度、热风门开度、筒蒸汽压力、烘丝机物料流量、HT工作蒸汽压力和HT工作蒸汽流量等烘丝工序工艺参数有关。其中烘丝机物料流量、HT工作蒸汽流量和排潮风门开度是能够同时影响叶丝弹性和填充值的工艺参数;烘丝工序物料流量控制是提高叶丝弹性批内、批间稳定性的关键,HT工作蒸汽流量控制则是提高叶丝填充值批内、批间稳定性的关键。
[1]盖钧镒.试验统计方法[M].北京:中国农业出版社,2000.
[2]白秀琴,李瑞阁.多元回归分析方法应用实证分析与比较[J].河南科学,2010(9):83-88.
Effects on Cut Tobacco Elasticity and Filling Power of Drying Process Parameters
ZHANG Di1,ZHANG Qian2,ZHU Jian-xin2,LIWen-wei2,WANG Jian-m in1
(1.School of Tobacco Science and Engineering,Zhengzhou University of Light Industry,Zhengzhou 450001,China;
2.Anyang Cigarette Factory,China Tobacco Henan Industrial Co.,Ltd.,Anyang455000,China)
The correlation of elasticity and filling power of cut tobacco and the effects of drying process parameters on the two indicators were studied by the collection of the lots of batches in the same trademark on-line data of elasticity and filling power of cut tobacco and drying process parameters.The results showed that:①With the increase of elasticity,the variation of filling power is increased firstly and then decreased.②The elasticity and filling power of cut tobacco was simultaneously influenced by dryer tobacco throughput,HT steam flow and opening ofmoisture exhaust value.The point parameter to affect the stability of the elasticity of cut tobacco on batches and a batch is tobacco throughput in the drying process.At the same time the point parameter to affect the stability of the filling power of cut tobacco on batches and a batch is HT steam flow.
cut tobacco;elasticity;filling power;cut tobacco dryer
TS452.3
A
1004-275X(2015)06-0006-05
10.3969/j.issn.1004-275X.2015.06.002
收稿:2015-10-13
河南中烟工业有限责任公司科技计划项目“烟丝弹性与卷烟品质的关系及调控技术研究”(HNZY052014004-02)。
张迪(1989-),女,河南新乡人,硕士研究生,研究方向:卷烟工艺。
*通信联系人:李文伟(1970-),男,河南安阳人,高级工程师,主要从事卷烟技术研究及管理、卷烟产品质量监督工作。
猜你喜欢
科学技术创新(2021年19期)2021-07-16
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
发电技术(2020年3期)2020-06-29
人民交通(2020年2期)2020-04-16
戏剧之家(2018年21期)2018-10-19
中国核电(2017年1期)2017-05-17
科技创新与应用(2017年1期)2017-05-11
军事文摘·科学少年(2017年1期)2017-04-26
阅读与作文(小学低年级版)(2016年6期)2016-11-14
