
大型平底储罐失稳后的修复
2015-03-20 05:09潘俊
云南化工 2015年6期
潘 俊
(河南龙宇煤化工有限公司,河南永城 476600)
·设备技改·
大型平底储罐失稳后的修复
潘 俊
(河南龙宇煤化工有限公司,河南永城 476600)
介绍了大型化工装置中,平底储罐失稳后的修复技术。重点介绍了一种利用水压进行修复的办法。
平底储罐;失稳;水压;修复
在大型化工装置中,通常都有数台甚至数十台用以储存物料的大型平底储罐。其在使用中由于各种原因,有时会出现因负压而吸扁的现象,即储罐失稳。一旦储罐出现失稳,则其使用就面临重大隐患,必须进行修复后方可再次投用。
正常的修复方法一般有两种,一种是机械修复法,即将失稳部分进行切割更换。这种修复办法通常面临的最大问题是工艺处理,由于化工储罐内所承装的介质通常为易燃易爆介质,如果工艺置换处理不彻底,在修复过程中极易出现着火爆炸事故,因此对工艺处理的要求非常高。另外,机械修复法在整个维修成本上来说通常都比较高,动辄几万甚至数十万。另一种修复方法是水压修复法,即利用内部冲压的方法将失稳部分恢复至原始状态。这种修复方法处理简单,费用低,但面临的最大问题是如何判断平底储罐的承压能力,因为一旦出现超压,可能整个储罐会有破裂的风险。因此在使用中必须经过严格的计算和控制,稍有不慎易导致事故的发生。
某大型煤制甲醇企业,共有10台大型甲醇、杂醇油储罐,其体积从1 500m3至10 000m3不等。在2015年7月份一台杂醇油罐忽然出现失稳现象,整个顶部全部塌陷,积水严重,面临巨大的安全风险。
1 事故经过
该储罐内盛杂醇油,并含部分甲醇酸脱装置来的富含H2S的甲醇。由于H2S介质对碳钢材质的管线和阀门均有腐蚀,常年累月下来,如不经常清理疏通,易导致阀门管线的堵塞。
2015年7月的某一天,一场暴雨使得罐体温度骤降,而呼吸阀和充氮管线均由于堵塞而未能发挥应有的作用,导致罐内出现负压,瞬间将罐顶吸扁。
2 采取措施
2.1 强度核算
该储罐的具体参数见表1。
由于整个罐顶均失稳,若采用机械法进行修复,则需将整个罐顶进行割除,重新安装一个新的罐顶,如果这样,则工期较长,费用较高,且工艺置换难度较大。经过讨论,决定采取水压法进行修复。
考虑到储罐的承压能力,在充压前有必要对储罐的承压强度进行校核。
罐顶承压环的强度校核公式[1]:
P=112 650A tanα/D2+800 Th(1)
罐体承压强度[2]:
Pt=1.6P-480 Th(2)
式中:P为罐内气体设计压力,Pa;α为罐顶板的切线与水平线的夹角;Th为罐顶板厚度,cm;D为油罐直径,m;A为承压环断面面积,cm。
其中:
A=A1+A2+A3(3)
A2=Th×0.3(R2Th)0.5(4)
A3=Th×0.6(R1Tc)0.5(5)
式中:A1为包边角钢承压面积(角钢截面积),cm2;A2为罐顶板承压面积,cm2;A3为罐壁板承压面积,cm2;Tc为管壁厚度,cm;R1为储罐半径,cm;R2为罐顶曲率半径,cm。
经查图纸及计算可得:
A1=7.5×0.8 cm2+(7.5-0.8)×0.8=11.36 cm2;
A2=0.6×0.3×(1 620×0.6)0.5=5.61 cm2;
A3=0.8×0.6×(675×0.8)0.5=11.15 cm2;
则:A=28.12 cm2。
P=112 650A tanα/D2+800 Th
=112650×28.12×tan28°/13.52+800×0.6
=9721.7Pa
则罐体最大承压强度:
Pt=1.6P-480 Th=1.6×9721.7-480×0.6=15 266.8 Pa
该罐的最大承压能力为15.26 kPa。
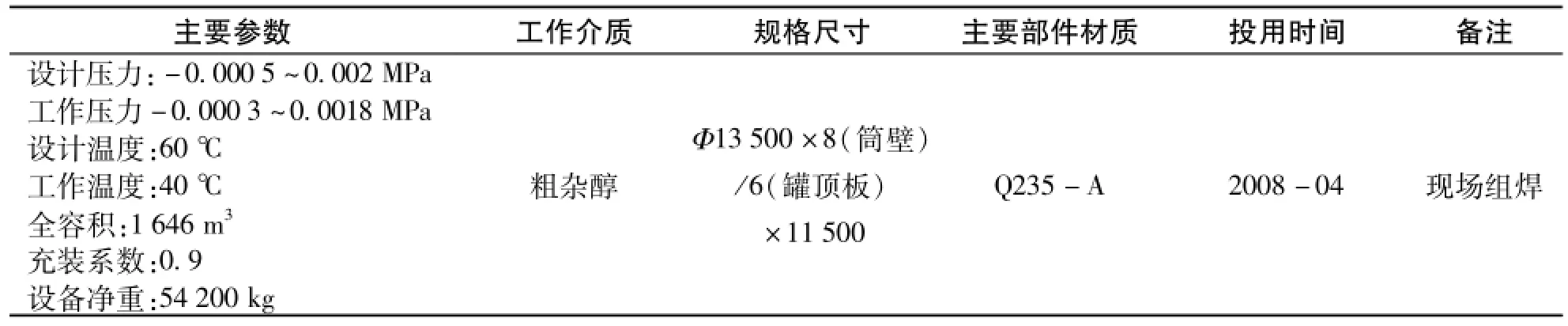
表1 杂醇油罐设计及制造参数Tab.1 Parameters of the design and manufacture of fusel oil
2.2 修复过程
正式修复前,将整个储罐介质全部倒空,注水稀释,略作置换。最后,采用消防水进行灌水。
升压前,从罐顶最高处接一个U型压力表。注满水后,先不要升压,检查管壁、罐底板焊缝、顶部承压环有无变形、鼓包、开裂和泄漏。
升压到3 kPa时,检查管壁、罐底板焊缝及顶部承压环,均无破坏,且罐底板开始出现起升现象。继续缓慢升压至8 kPa后,罐顶开始出现回弹,罐底板起升量在10 mm左右,罐壁及顶部承压环无明显变形。当压力升至12 kPa后,整个罐顶全部恢复正常,罐底板起升量20 mm,罐壁正常,顶部承压环向外略有扩张。
缓缓泄压至常压状态,投呼吸阀,继续缓慢泄压,并保持罐内微正压。至此,整个修复过程完成。
3 总结
本次修复表明,采用水压法修复不仅可以大量节约人力物力,修复过程相对机械修复法来说也较为安全。
[1]姚佐权,张新建,陈美全.10 000m常压醋酸储罐罐顶失稳分析及修复[J].设备管理与维修,2014(8):19-21.
[2]杨旭耀,李育德,张啸凌.储罐罐壁抽扁后的修复[J].石油化工设备,2008(6):84-86.
Repairment of large flat bottom tank after the instability
PAN Jun
(Henan Longyu Coal Chemical Corporation Ltd.,Yongcheng 476600,China)
In this paper,the repair technology of large flatbottom tank after the instability in the large scale chemical plant is introduced.A repairingmethod using the water pressure is emphasized.
Flatbottom;instability;water pressure;repair
TQ053
A
1004-275X(2015)06-0070-02
收稿:2015-10-07
潘俊(1983-),男,湖南双牌人,工程师,主要从事生产管理工作。
10.3969/j.issn.1004-275X.2015.06.018
猜你喜欢
化工机械(2022年4期)2022-09-02
凿岩机械气动工具(2022年2期)2022-07-01
石油化工设备技术(2020年6期)2020-11-23
中国化工贸易·上旬刊(2020年7期)2020-09-10
石油化工建设(2020年1期)2020-08-24
化工设计通讯(2020年3期)2020-05-15
模具制造(2019年7期)2019-09-25
爆炸与冲击(2018年6期)2018-10-16
装备制造技术(2016年9期)2016-11-28
油气田地面工程(2015年9期)2015-01-03
