
Fault diagnosis and analysis of main sea water pump based on vibration monitoring in offshore oil field
2015-03-29 07:58LIJinZHAOChenguangHEShanWANGQingguoZHAIShuangWANGPengYANGZaijiang
LI Jin, ZHAO Chen-guang, HE Shan, WANG Qing-guo, ZHAI Shuang,WANG Peng, YANG Zai-jiang
(1. China National Offshore Oil Corporation EnerTech Equipment Technology Co., Ltd., Tianjin 300450, China;2. China National Offshore Oil Corporation EnerTech-Drilling & Production Co., Tianjin 300450, China)
Fault diagnosis and analysis of main sea water pump based on vibration monitoring in offshore oil field
LI Jin1, ZHAO Chen-guang2, HE Shan1, WANG Qing-guo1, ZHAI Shuang1,WANG Peng1, YANG Zai-jiang1
(1.ChinaNationalOffshoreOilCorporationEnerTechEquipmentTechnologyCo.,Ltd.,Tianjin300450,China;2.ChinaNationalOffshoreOilCorporationEnerTech-Drilling&ProductionCo.,Tianjin300450,China)
The main sea water pump is the key equipment for the floating production storage and offloading (FPSO). Affected by some factors such as hull deformation, sea water corrosion, rigid base and pipeline stress, the vibration value of main sea water pump in the horizontal direction is abnormally high and malfunctions usually happen. Therefore, it is essential to make fault diagnosis of main sea water pump, By conventional off-line monitoring and vibration amplitude spectrum analysis, the fault cycle is found and the alarm value and stop value of equipment are set, which is helpful to equipment maintenance and accident prevention.
vibration monitoring; fault diagnosis; equipment management; centrifugal pump; offshore oil field; predictive maintenance
0 Introduction
The complicated structure and harsh environment of offshore oil platform are conducive to mechanical fault of equipment, which is a threat to normal production and safety. At present, equipment conditions of offshore oil platform have been checked regularly only by means of manual methods such as listening sounds, touching, feeling and experiencing. Due to frequent fault and complex phenomena caused by vibration, it is very difficult to analyze and judge fault reason fully and accurately, which seriously affects normal production of offshore oil field[1]. In addition, fault management is an important part of equipment management. How to use effective data to analyze and predict fault, take active measures to reduce equipment fault and improve equipment reliability is of great significance for equipment management and integrity management[2]. Therefore, it is essential to use fault diagnosis instrument to get diagnostic data and realize condition monitoring and diagnosis of the equipment of offshore oil fields.
There are many analysis methods for vibration monitoring. Amplitude value is basic data for equipment fault diagnosis. Whether the condition monitoring is normal or not can be distinguished by analysis of amplitude value. In addition, time waveform is one of the most original vibration sources, therefore frequency spectrum analysis is also the most commonly used for equipment fault diagnosis[3]. Of course, in order to make fault diagnosis of the equipment of offshore oil field, engineers need to master professional fault diagnosis skills and rich experience to solve practical mechanical fault besides necessary fault diagnosis instrument and processing software. All the above measures must be taken together to eliminate fault effectively and in time[4].
1 Configuration of main sea water pump
The main sea water pump is the key equipment of floating production storage and offloading (FPSO) in routine production and it is used as the main pump in power plant. The pump is installed in the cabin and the configuration adopts the transmission form of motor-centrifugal pump. The installation structure and vibration measuring points of the main sea water
pump are shown in Fig.1. The rated parameters of the unit are shown in Table 1.
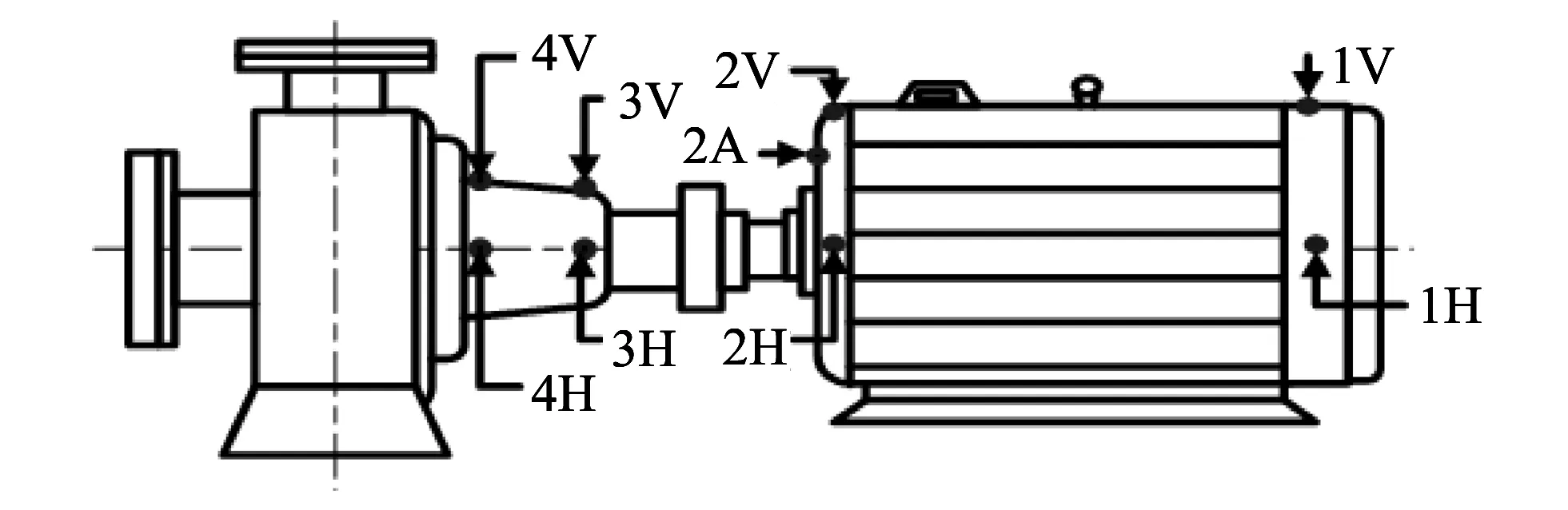
Fig.1 Installation form of main sea water pump
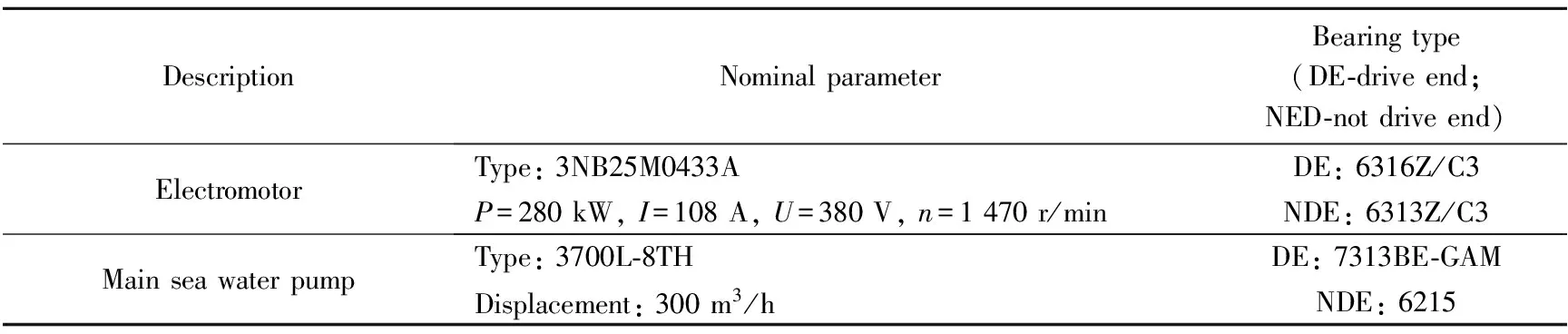
Table 1 Parameters of main sea water pump
Due to many factors such as hull deformation, seawater corrosion, etc., vibration signal becomes higher and the equipment has frequent malfunctions. Now three main sea water pumps A/B/C are installed in the FPSO. A and C are the commonly used equipment, and B is the standby equipment.
Vibration signal analysis is a commonly used and effective method for mechanical equipment condition monitoring and fault diagnosis[5-6]. The regular vibration monitoring is carried out for the main sea water pump. The state of bearing in the drive end is abnormal.
Fig.2 is the vibration amplitude change trend chart of 2H/2V measuring point.
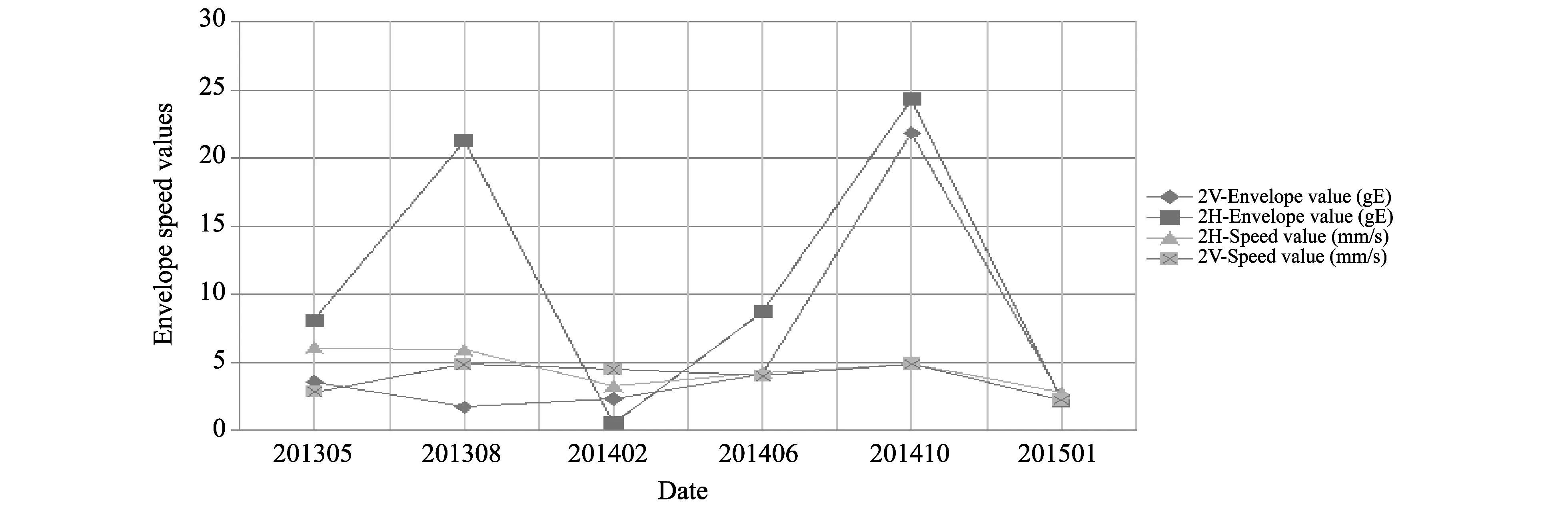
Fig.2 Vibration amplitude change trend chart of 2H/2V measuring point
2 Monitoring data and trend analysis
2.1 Monitoring data analysis and diagnosis
It is almost impossible to get time-frequency domain features from fault signal modulation for the purpose of diagnosis. The envelope analysis is used for bearing fault diagnosis. The fault parts and levels can be more accurately determined by analysis of envelope signal frequency[7-9]. Fig.2 shows that the envelope value of 2H measuring point reaches 21.44 gE and 24.34 gE in 201308 and 201410, respectively. The values have exceeded conventional alarm set values of the equipment fault. The frequency domain and time domain spectral envelope diagrams of 2H point are shown in Figs.3 and 4, respectively. Fig.3 shows that the envelope value of 2H is high and the working frequency is prominent.

Fig.3 Frequency domain graph of spectral envelope at 2H point for unit C
Fig.4 shows that the time domain waveform is affected very obviously. Bearing clearance is large enough to cause severe bearing wear and poor running state in the drive end, therefore the bearing needs to be immediately replaced with a new one at high envelope values after equipment fault is detected. The vibration values of some measuring points after the bearing is replaced in 201402 and 201501 are shown in Fig.2. It can be seen that the operation state of the equipment has returned to normal.

Fig.4 Time domain graph of spectral envelope at 2H point for unit C
For unit A, its vibration value is still high. Figs.5-7 are the velocity spectra of measuring points 1H, 3H and 4H, respectively. Vibration spectrum shows that the working frequency is prominent in the spectra and there are no other abnormal frequencies with the maximum 16.37 mm/s.
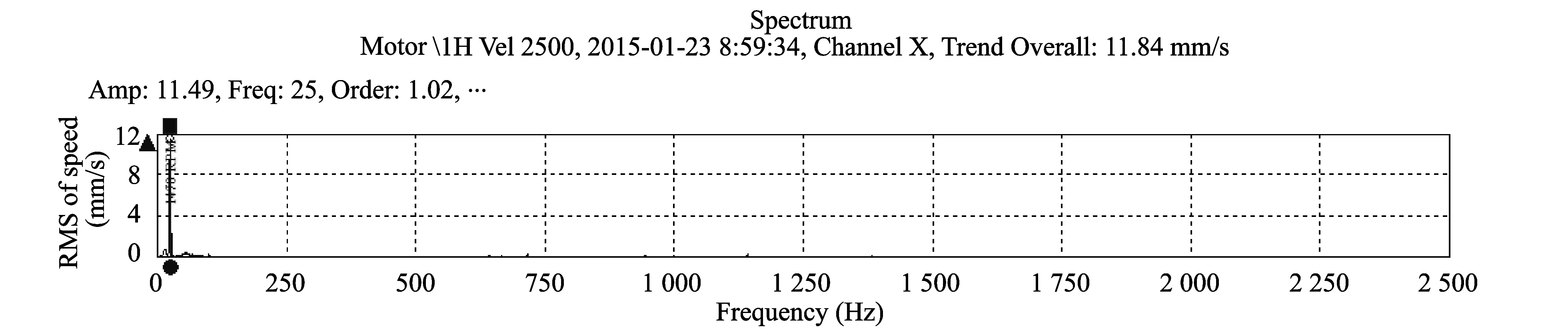
Fig.5 Frequency domain graph of velocity spectrum at 1H point for unit A
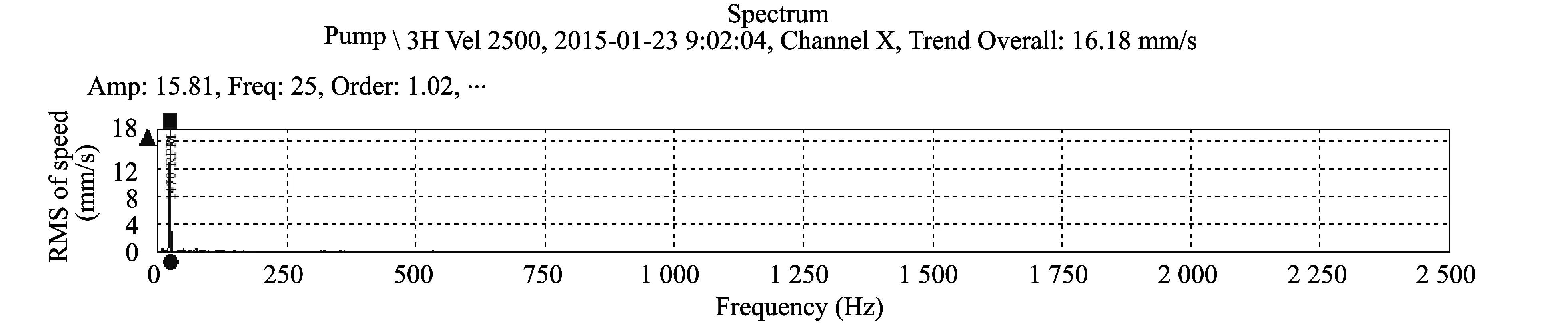
Fig.6 Frequency domain graph of velocity spectrum at 3H point for unit A
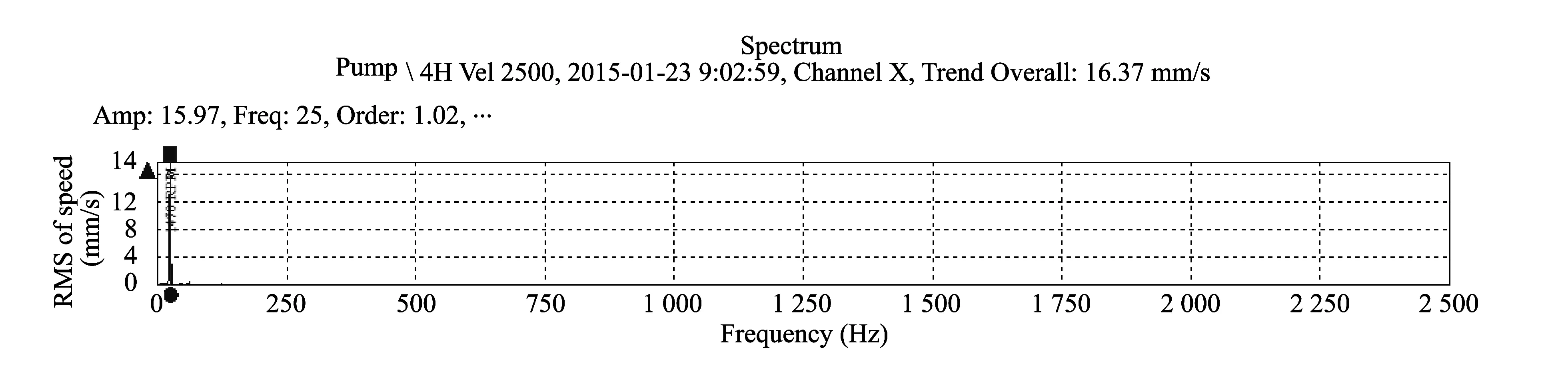
Fig.7 Frequency domain graph of velocity spectrum at 4H point for unit A
It can be conclusded by spectrum analysis that unit A is in bad condition. Considering the single-end fixed single-stage pump shaft, pipeline stress, weak foundation, sea water corrosion and other factors, the centrd position of the neck of the unit working rotor shaft was changed, therefore the unit condition was diagnosed as hot misalignment[10].
The moving unit of equipment in the offshore oil platform commonly adopts rotor coupling link. If the rigid coupling is in misalignment, the speed of the rotor will produce periodic change. Thus axial vibration will be large and the vibration frequency that is twice as rotation frequency will appear. Because the unit is affected by instabile working condition of offshore oil field, the unit will produce periodic vortex when the speed is low. With the increase of rotation speed, the unit will generate quasi-periodic motion, which results in instability and reduces the reliability of equipment. In addition, vibration and noise will accelerate bearing wear and reduce service life and efficiency of the equipment[11-12]. In this paper, vibration monitoring was carried out on the unit by means of strict alignment and adjustment, and then the vibration values went back to normal range.
2.2 Data analysis and management
By analysis of vibration monitoring data of two main sea water pumps A and C, which are used to guide the maintenance, the working condition of equipment is normal. In the offshore oil field, setting the alarm value is important to monitor vibration. In this paper, when the two vibration values of equipment reach 10 gE, vibration values rapidly increase. According to the actual working condition of the main sea water pump, the reference alarm value and shutdown value are set at 8 and 12, respectively.
The vibration value in the horizontal direction is prominent when units A and C are abnormal by analysis of monitoring data. The reason is that the main sea water pump unit adopts the rigid base. Due to relatively weak rigidity in the horizontal direction and the import and export pipeline stress, horizontal axial deviation occurs.
By analyzing the vibration amplitude change trend of C, as shown in Fig.2, it can be found that the monitoring data have a certain relationship between the time points such as 201305 and 201406, 201308 and 201406, 201308 and 201501. Two approximately complete fault cycles have formed, with the cycle of about 11 months. This cycle is helpful to prepare equipment fault prevention and reasonable equipment spare parts. Thus, unexpected repairs and malignant accident can be prevented according to the arrangement of offshore oil and gas production[2].
In this paper, the trend analysis technology is used for the main sea water pump. By means of regular vibration monitoring for the important part, the trend curve for ascertained frequency component can be drawn. The curve will be extended along time axis, and then it can be drawn at the moment, the operating state of the device reaches a dangerous limit. Therefore, it can decide when to stop and maintain equipment.
3 Conclusion
In this paper, vibration monitoring is carried out to get the running state of the equipment. Furthermore, vibration amplitudes, spectra and time domain charts are extracted. By analyzing condition monitoring data, fault alarm value is set for the purpose of predictive maintenance.
[1] SHI Ai-ming, LI Zhao-hua. The fault diagnosis and processing methods of rotating equipment. Metallurgical Equipment, 2000, 12(6): 37-39.
[2] ZHOU Zong-ming, WU Dong-ping. Fault diagnosis and maintenance forelectrical and mechanical equipment. Beijing: Science Press, 2009.
[3] LI Dan-song. The time-frequency analysis used in vibration fault diagnosis research and application for the turbine compressor. Chemical Equipment Technology, 2010, 31(6): 10-14.
[4] WANG Jin-fu, LI Fu-cai. Machinery fault diagnosis method of signal processing: frequency domain analysi. Noise and Vibration Control, 2013, 2(1): 173-180.
[5] HU Qing-hua, DENG Si-er, TENG Hong-fei. Considering the nonlinear dynamic bearing clearance-rotor system optimization. Journal of Aerospace Power, 2011, 26(9): 2154-2160.
[6] HOU Ze-fei. Research on the key technology of rolling bearing fault diagnosis under strong noise background. Wuhan: Wuhan University of Technology, 2010: 5-12.
[7] ZHAO Zhi-hong,YANG Shao-pu. Fault diagnosis of roller bearing based on relative wavelet energy. Journal of Electronic Measurement and Instrument, 2011, 25(1): 44-49.
[8] LI Zhi, CHEN Xiang-chu, LIU Zheng-bo. Envelopment analysis and its application in equipment fault diagnosis. Journal of Test and Measurement Technology, 2002, 16(2): 92-95.
[9] MA Bo, WEI Qiang, XU Chun-lin, et al. Envelope analysis based on Hilbert transformation and itsapplication in ball bearing fault diagnosis. Journal of Beijing University of Chemical Technology, 2004, 31(6): 95-96.
[10] LIU Xiao-bo. Some key technologies used in rotating machinery fault diagnosis research and application. Beijing: China Machine Press, 2012.
[11] ZHOU Wen-jie, WANG Le-qin, XING Gui-kun, et al. Ring seal for centrifugal pump rotor system stability influence of numerical analysis. Journal of Vibration and Shock, 2014, 33(15): 87-91.
[12] HAN Qing-kai, YU Xiao-guang. Based on the vibration analysis of the principle and application of modern mechanical fault diagnosis. Beijing: Science Press, 2010.
基于振动监测的海上油田主海水泵故障诊断分析
李 进1, 赵晨光2, 何 杉1, 王庆国1, 翟 爽1, 王 鹏1, 杨在江1
(1. 中海油能源发展装备技术有限公司, 天津 300450;2. 中海油能源发展股份有限公司工程技术分公司, 天津 300450)
主海水泵是某海上浮式生产储油船(FPSO)的关键设备。 受船体变形、 海水腐蚀、 机组刚性底座及进出口管线应力等因素影响, 机组振动值异常突出, 故障频发。 为此, 通过定期离线监测, 利用频谱分析技术研究了振动幅值规律, 对主海水泵故障进行了诊断, 得到了设备报警参考值和停机值以及故障周期。 实现了设备预知性维修, 从而预防恶性事故发生。
振动监测; 故障诊断; 设备管理; 离心泵; 海上油田; 预知性维修
LI Jin, ZHAO Chen-guang, HE Shan, et al. Fault diagnosis and analysis of main sea water pump based on vibration monitoring in offshore oil field. Journal of Measurement Science and Instrumentation, 2015, 6(4): 327-331.
10.3969/j.issn.1674-8042.2015.04.004
LI Jin (lj1912@163.com)
1674-8042(2015)04-0327-05 doi: 10.3969/j.issn.1674-8042.2015.04.004
Received date: 2015-09-13
CLD number: TE927 Document code: A
猜你喜欢
水泵技术(2021年5期)2021-12-31
昆钢科技(2021年1期)2021-04-13
石油化工建设(2018年3期)2018-11-30
自动化博览(2017年2期)2017-06-05
设备管理与维修(2016年7期)2016-04-23
重庆工商大学学报(自然科学版)(2015年10期)2015-12-28
能源(2015年8期)2015-05-26
振动、测试与诊断(2014年5期)2014-03-01
自动化博览(2014年6期)2014-02-28
河南科技(2014年18期)2014-02-27
 Journal of Measurement Science and Instrumentation2015年4期
Journal of Measurement Science and Instrumentation2015年4期
- Journal of Measurement Science and Instrumentation的其它文章
- Sensors layout optimization in explosion overpressure field reconstruction
- Instantaneous rotation speed measurement and error analysis for variable speed hydraulic system
- Experimental study on gas explosion to kill and injury mouse
- Uncertainty contribution at NIS phototherapy irradiance facility
- Effects of interior ballistic factors on dispersion of central blast tube cluster munitions
- Symmetric axis detection for images based on Hough algorithm