航空先进复合材料帽型加筋构件制造关键技术探究*
2015-05-30 07:03中航工业沈阳飞机工业集团有限公司蒲永伟
航空制造技术 2015年4期
中航工业沈阳飞机工业(集团)有限公司 蒲永伟
中南大学高性能复杂制造国家重点实验室 湛利华
先进复合材料以其优异的比强度、比刚度、抗疲劳强度等显著优点,广泛应用于现代航空航天构件的制造[1-3]。波音787机体中复合材料的结构重量比例已达50%,A350客机中复合材料的用量更达到了53%。目前,在复合材料结构的设计和制造中,自动化制造和整体化成形是实现高效复合材料结构的重要途径。其中,自动化制造技术不但可以提高复合材料的制造效率,更能保证产品质量的稳定性;而整体化成形则通过采用复合材料的共固化/共胶接等技术手段,大量减少零件和紧固件的数目,从而实现复合材料结构从设计到制造一体化成形。由于紧固件数量的减少以及零件连接装配工作量的降低,整体化成形使制造成本明显下降,更使结构承载能力有了很大程度的提高,因此整体化结构有利于复合材料的应用范围从非主承力构件推广到主承力构件。
目前,复合材料在机翼、尾翼等大型翼面壁板及梁等承力结构中已有广泛应用。翼面壁板多为长桁加筋结构,如C系列复材尾椎壁板为T型加筋结构,垂尾壁板为工型加筋结构,还有J型及帽型结构[4],如图1所示。由于帽型结构稳定性好、传递轴向载荷效率高,后机身前段侧壁板、后机身后段侧壁板等全部采用帽型加筋结构。因此,帽型加筋壁板作为最典型的加筋壁板结构,在航空航天制造中广泛应用。帽型结构由帽型筋条和壁板组成,筋条与壁板普遍采用热压罐共固化成型工艺,因帽型结构在面内形成了封闭的梯形空腔,筋条未固化时较软,仅在其外表面施加载荷难以在筋条上建立固化所需压力,将造成压力不可达,因此筋条内部需要芯模支撑,外面用工艺盖板覆盖以获得固化工艺所需要的压力。另外,由于铺层过程帽型结构三角区空间不可达,需对其不可达三角区进行体积填充,若填料计算不合理,易诱导型性缺陷,如纤维褶皱、富脂、孔隙等。本文以帽型加筋构件的制造为出发点,讨论了硅橡胶芯模的维型保压作用,确立了最佳芯模结构工艺窗口,为此类构件的整体化成形技术提供了新的思路。
常用芯模主要有金属芯模、真空袋囊芯模以及硅橡胶芯模[5-6]。金属芯模的优点是外部成型质量较好、压力传递均匀,但脱模较难,在实际中几乎不被采用。对于真空袋囊芯模,经过多次真空袋囊试验发现,易发生真空袋泄露,带来产品报废及安全问题。另外,由于真空袋皱曲,使制件内表面质量较低,目前已逐渐淘汰。而对于硅橡胶芯模,在固化成型过程中维型能力较好,传压相对均匀,脱模较容易。因此,成型复合材料帽型加筋结构,通常选用硅橡胶芯模。
硅橡胶芯模辅助成型机理是利用硅橡胶芯模受热过程的热膨胀来对预制件施加载荷,从而达到辅助预制件最终成型的过程[7]。然而,在固化时,由于芯模与预制件共同升温,芯模不可避免要膨胀,若芯模结构设计不合理,升温过程难以维持原来的形状。若橡胶芯模膨胀或刚度过小,会使芯模维型能力减弱,产生制造缺陷,见图2(a);若橡胶芯模膨胀过大,则会使制件厚度减薄,见图2(b)。
针对工程实践中常见的此类现象,提出利用预制调形孔维型保压思想,即硅橡胶芯模在辅助帽型加筋结构的制造过程中,芯模只起支撑作用,确保预浸料在升温固化过程中,与制件接触表面保持形状基本不变,保证对整个帽型内腔的完全支撑填充。为达到此目的,需要在橡胶芯模内部开设预制调形孔,如图3所示,在保证芯模整体刚度(与制件接触区域承受固化压力)的同时,实现对其加热过程总体膨胀量向调型孔扩展的空间补偿(调型孔内部通大气,硅橡胶芯模在压差的作用下受热膨胀量主要由向调型孔内部扩展来消化)。因此,如何控制预制调形孔尺寸大小,合理设计其特征结构,避免芯模在复材固化过程中对帽型结构成形质量产生影响,成为复合材料帽型加筋构件制造过程的重点和难点。本文提出采用有限元方法先进行建模仿真,根据仿真结果得出普适性的仿真模型,用于指导具体生产实践。
硅橡胶芯模结构有限元建模与仿真
为确定满足工程实践中复合材料帽型加筋构件制造的最佳芯模结构,采用Comsol Multiphysics有限元软件进行建模仿真。
1 材料选择
材料选用RHODORSIL RTV 3248 A和B按10∶1比例固化而成。具体材料性能参数如表1所示。
2 边界条件
根据固化工艺曲线与实际制造工艺过程,边界条件设定为:(1)初始温度20℃,升温速率1.5min/℃,固化温度180℃;(2)芯模外施加压力0.6MPa, 芯模预制调形孔压力维持0.1MPa;(3)芯模与帽型内型腔不留安装间隙。

表1 材料性能参数

图1 不同复合材料加筋结构示意图
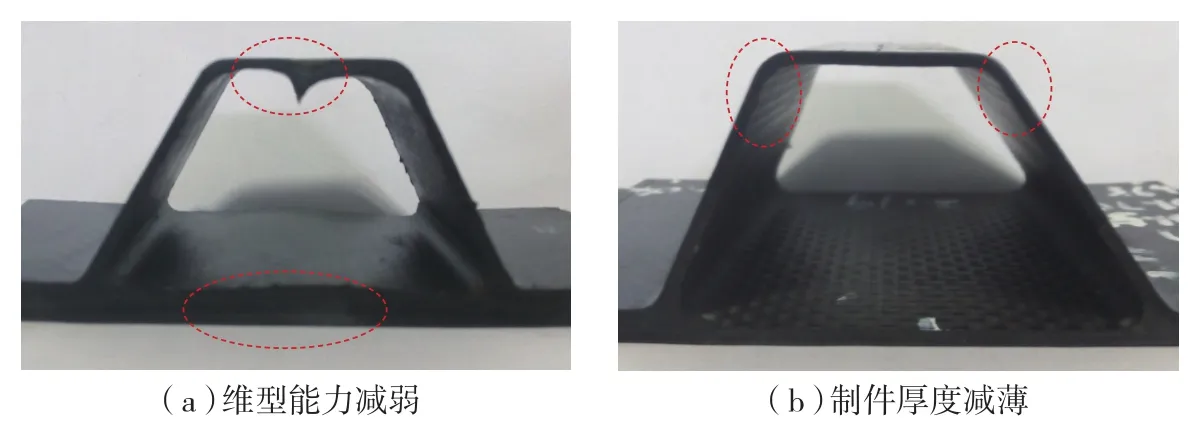
图2 帽型复合材料构件外部成型缺陷

图3 帽型结构的模具与组装
3 网格划分
对硅橡胶芯模设定某段长度进行分割,采用正四面体结构单元格,网格数量为42714个,典型网格划分结果如图4所示。

图4 典型芯模结构网格划分
4 仿真结果
分别开展了无孔硅橡胶芯模、不同大小孔径硅橡胶芯模在固化工艺条件下的变形分析,仿真结果如图5、6所示。由图5可以看出,芯模为无孔或孔径较小时,硅橡胶芯模的向外膨胀要远远大于其向内收缩,此时容易产生制件厚度减薄,以及卧边区域和三角区内部质量缺陷。随着芯模孔径的尺寸增加,芯模向外膨胀程度逐渐减小,转而向内收缩变大。维型保压的思想正是基于此现象而提出,需要找寻芯模向外膨胀与向内收缩的最佳平衡点。从仿真结果中可以看出,当预制调型孔大小在12mm左右时,这个最佳平衡点最有可能存在。对此,在预制调型孔大小为12mm左右时进行再次细化仿真,仿真结果如图6所示。由仿真结果可以看出预制调型孔d=11.5~12.5mm,维型效果相对较好,因此,较佳的预制调型孔大小工艺窗口可确定为d=11.5~12.5mm。
帽型加筋蒙皮构件制造关键技术
1 模具设计

图5 不同孔径条件下仿真结果

图6 孔径为12mm左右时细化仿真结果
帽型加筋蒙皮结构的制造一般是通过帽型型腔的内部芯模定位与辅助成型,成型精度难以保证。可任意调整橡胶芯模的预制调型孔尺寸模具与外部工艺盖板模具结合,用以制造帽型加筋蒙皮构件将成为今后帽型结构制造的主流趋势。一方面,通过更换芯轴结构,可变换不同橡胶芯模结构,快速响应不同结构要求的构件模具制造。另一方面,外部工艺盖板模具采用固化后的复材制成,在承担帽型长桁空间定位的同时,由于其热膨胀系数与预制件的膨胀系数相近,可保证预制件的整体成型质量。另外,为制造外部工艺盖板,需要预先制造相应金属模具来完成外部工艺盖板的成型。模具三维造型示意图如图7所示。
2 帽型加筋蒙皮结构成型
采用热压罐共固化成型工艺制造帽型加筋结构,该工艺中帽型部分与下壁板部分通过工艺盖板定位与硅橡胶芯模内部支撑固定,在两部分结合处填充复合材料捻条来填充缝隙区域,通过一次固化来实现构件成型。其主要优点是工艺方法简单,成型的帽型结构卧边区域结合质量好,中间工序少,可以节省大量人力、物力,便于制造飞机翼面壁板的大型帽型长桁结构。在热压罐共固化工艺过程中,帽型加筋蒙皮结构的出罐情况如图8所示。

图7 模具设计三维造型
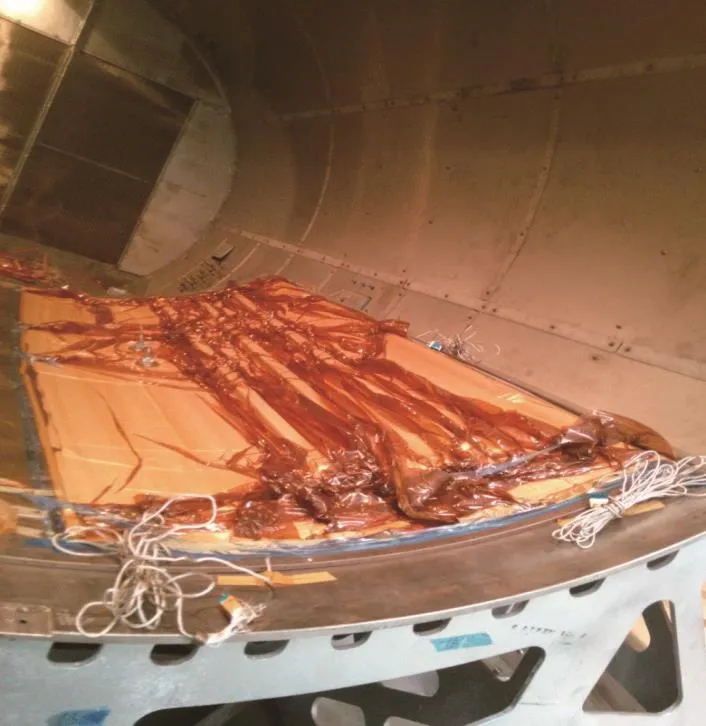
图8 帽型加筋蒙皮结构出罐
在帽型加筋蒙皮结构的共固化成型过程中,评价成型质量的因素主要分为外部成型精度(成型)与内部微观结构(成性)2部分,用形性协同综合调控的制造理念来指导工程实践制造体系,成为当前大型航空构件制造体系的主导思想。成型帽型加筋蒙皮结构过程中主要存在2大关键问题:(1)由于芯模在封闭空间内受热膨胀,难以维型保压,造成压力不可达,带来型性质量问题,需要设置预制调型孔;(2)帽型长桁加筋结构制件的预浸料铺放存在空间不可达区域,造成内部微观结构缺陷,需要在帽型部分与下壁板结合的三角区域填充捻条,如何准确计算三角区填充体积成为又一大关键问题。
针对压力不可达问题,提出维型保压思想,根据上面有限元仿真结果,建立了如下数学关系模型,通过调整预制调型孔大小可获得较理想的外部成型精度。
预制调型孔体积:

芯模总膨胀体积:

令V=ΔVζ,硅胶芯模预制调形孔孔径模型:

其中,d为预置调型孔的孔径,V为预制调形孔体积,L为硅橡胶芯模长度,V0为芯模初始体积,ΔV为芯模体积变化,α为热膨胀系数,E为弹性模量,υ为泊松比,T为温度,P为压力,ζ为修正系数。根据上面有限元仿真结果,回归出修正系数ζ= 0.658~0.778,芯模维型效果较好,该系数对预置调型孔大小的预测较为准确。
针对空间不可达问题,三角区体积填充通过影响加筋制件三角区的厚度、纤维的皱曲等来影响内部结构。为控制型性缺陷,建立如下三角区合理的填充体积数学模型。
三角区体积填充:

三角区实际体积:

温差:

树脂收缩:

其中,V为填充体积,ξ为可调工艺窗口修正系数,R为三角区倒角半径,n为铺贴层数,h为预浸料厚度,L为填充长度,T为固化温度,T0为初始固化温度,εm为树脂应变,αn为凝胶点对应固化度,Vsh为体收缩率。为了得出可调工艺窗口修正系数ξ,针对不同大小的三角区填充进行试验研究,回归出ξ=0.8~0.95范围内,此时具有较好内部结构。
结束语
(1)传统的真空袋囊法工艺成型复合材料帽型加筋结构已逐渐面临淘汰,采用设置预制调型孔的硅橡胶芯模法已逐渐成为帽型加筋构件的主要生产方法。(2)采用硅橡胶芯模与复材工艺盖板的内外膨胀定位法成型复合材料帽型加筋结构,可获得较为理想的型面质量。(3)从外部成型精度与内部成型微观结构方面考虑复合材料帽型加筋结构的成型质量,综合调控大型、复杂的复材结构型性协同制造,建立普适性的数学模型,使成型过程中出现压力不可达与空间不可达两大关键问题得以最大限度调和。
当然,采用附带预制调型孔的硅橡胶芯模成型法,在型性协同成型过程中,目前还存在一些问题,采用真空袋囊法与硅橡胶芯模法相结合的方法用以成型复合材料帽型加筋结构,严格控制外部成型精度与内部微观结构,将成为帽型加筋结构制造的研究方向。
猜你喜欢
橡塑技术与装备(2022年2期)2022-02-14
奥秘(创新大赛)(2021年3期)2021-11-27
建设监理(2020年7期)2020-02-15
中国测试(2018年10期)2018-11-17
中国交通信息化(2018年4期)2018-08-21
保健与生活(2018年11期)2018-07-11
橡胶科技(2016年2期)2016-02-25
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
真空与低温(2015年4期)2015-06-18