
Nomex蜂窝夹芯结构超声直刃刀激光对刀研究*
2015-06-01 03:36于保华陶志勇陆志平胡小平
制造技术与机床 2015年4期
于保华 陶志勇 陆志平 胡小平
(①杭州电子科技大学机械工程学院,浙江杭州310018;②成都飞机工业(集团)有限责任公司,四川 成都 610091)
Nomex蜂窝夹芯结构由于重量轻、密度小、比强度高、自熄性好等优点,已经广泛应用于航空、航天、导弹等设计要求比较严格的夹芯结构零件中。超声数控切割新工艺具有加工效率高、加工质量好、环境污染少、能耗低等显著优点,已成为Nomex蜂窝夹芯等新兴航空复材零件加工的一个重要发展方向[1]。
对刀是数控加工前的重要工艺过程,Nomex蜂窝夹芯结构超声数控切割对刀不同于传统数控加工对刀,前者主要依靠匕首式直刃刀(简称直刃刀)角度控制,所以对刀时除了需要获取刀具长度信息外,还需要额外获取直刃刀的零位角度信息,为超声直刃刀的切割刃在工件坐标系中的准确定位提供基础。图1为奥地利GFM公司的超声直刃刀[2]。
目测角度对刀方法需要人工多次目测来调整获取零位角度信息,该方法耗时、费力,且精度稳定性差,严重影响主轴切割声学系统的稳定性和可靠性[3],进而影响Nomex蜂窝夹芯结构超声数控切割精度和效率。近年来兴起的激光非接触式对刀方法是一种借助激光线投射到被测刀具上,再通过遮挡后的光信息来获取刀具参数的方法,具有操作简单、省力且精度稳定性高等优点,是现代数控加工对刀的一种发展趋势[4-5]。
本文吸收借鉴国外先进激光非接触式对刀仪的理论和经验,结合Nomex蜂窝夹芯结构超声直刃刀结构特点和高灵敏度光电位置敏感探测器(position sensitive detector,PSD)优点[6-7],提出一种基于平行激光遮挡理论的超声直刃刀激光对刀方法。首先,推导并建立一维PSD获取超声直刃刀角度的测量计算模型,分析不同的刀具截面刃宽参数对角度检测灵敏度的影响规律,从而帮助后续激光对刀仪系统的设计。随后,设计了Nomex蜂窝夹芯结构超声直刃刀激光对刀仪的机械电气方案以及采集控制程序。最后构建了激光对刀仪实验系统,开展零位角度的性能测试和分析研究。结果表明,本文研制的直刃刀激光对刀仪具有较好的零位角度获取精度。
1 直刃刀角度测量模型分析
1.1 一维PSD测量模型推导
PSD是一种具有特殊结构的大光敏面的光电二极管,又称为P-N结光电传感器[5-8]。利用直刃刀的角度影响平行激光束投射截面积,进而影响接收端一维PSD传感器光通量,两端光通量总和最大反映直刃刀刚好位于零位角度的原理,通过实时检测PSD光电流来获取超声直刃刀的零位角度。在分析一维PSD结构与工作原理的基础上,绘制直刃刀角度测量原理如图2所示。
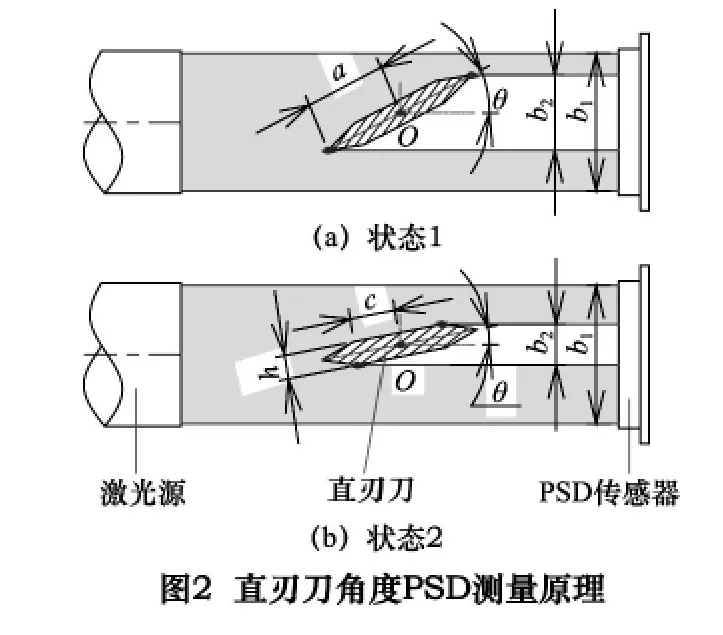
激光投影刀具截面的刃中心宽、刃边宽、刃厚分别为a、c、h,激光源与PSD传感器分别安装在直刃刀的两侧,刀轴矢量垂直于平行激光平面。激光源产生宽度为b1的平行一字线激光,经过直刃刀截面的遮挡宽b2后,投射至对面一维PSD传感器的感光面上。对确定的激光源和特定的刀具而言,参数a、c、h、b1都为固定值,只有直刃刀角度θ变化会导致b2变化。考虑到θ变化时,遮挡宽b2的投影计算模型有所不同,θ较大时对应的图2a状态1,其计算模型如下:

从式(1)可以看出,θ较大时,遮挡宽b2主要依赖于刀刃中心宽a和转角θ,与刀刃边宽和刃厚无关。随着转角θ逐渐变小,遮挡宽的计算从刃中心宽端点移到了刃边宽端点上,对应图2b状态2,其计算模型改成:
θ较小时,遮挡宽b2主要由刀刃边宽c、刀刃厚h和转角θ共同决定,与刀刃中心宽a无关。测量时激光源宽度b1是固定的,遮挡宽b2的变化会反映到投射至PSD光敏面上的光通量,进而光电流也随着变化[4-5]。当直刃刀到达零位角度时,光电流达到最大峰值,光电流可通过I/V信号调理,转换成电压信号,从而便于采集控制单元分析处理。
1.2 刃宽影响分析
直刃刀角度测量时,厚度h往往是固定的,但刀具测量截面刃中心宽a和刃边宽c可以通过直刃刀轴向位移来选择。为了便于更直观分析,分别绘制如表1所示的小、中、大3种刃宽截面尺寸条件下b2-θ间的变化规律。
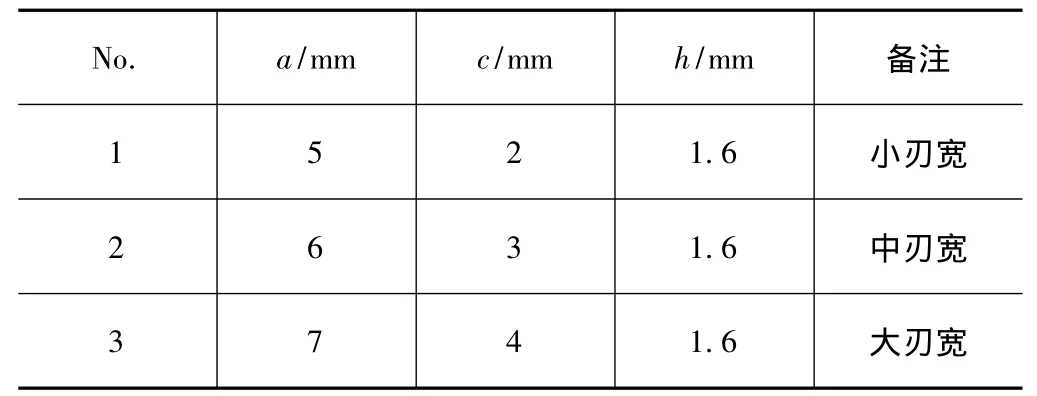
表1 3种刃宽截面尺寸表
考虑到直刃刀对称性,分析转角范围确定为θ∈[- 90°,90°]。根据式(1)、(2)计算遮挡宽 b2值,取两者绝对值大的绘制随转角θ的变化曲线如图3所示。
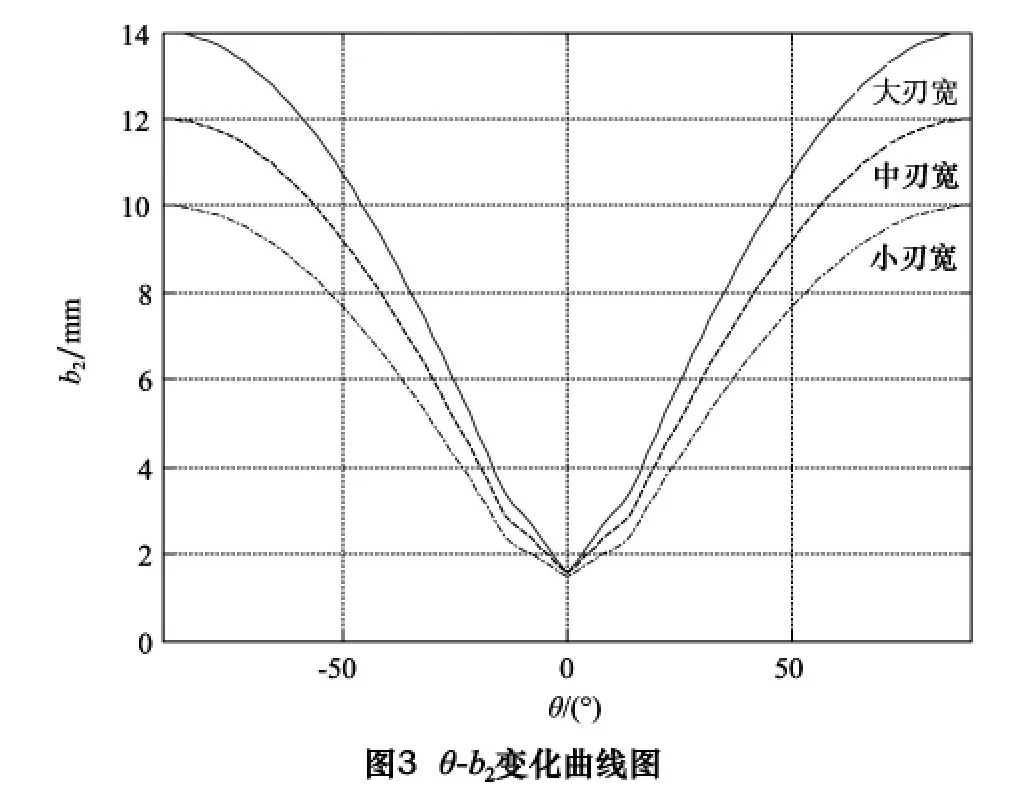
由图3可知,θ正负90°范围内遮挡宽b2呈现对称分布,并随θ绝对值减小而减少;零位角度时,遮挡宽b2达到最小。另外,投影截面刃宽不同,零位角度附近的斜率有所不同,小刃宽斜率小,大刃宽斜率大;斜率越大表明遮挡宽b2随转角θ变化越敏感,越有利于零位角度检测获取。由曲线变化规律可以看出,直刃刀零位角度检测时,应尽量选择刃宽大的截面进行角度检测。
2 直刃刀激光对刀仪设计
在平行激光遮挡理论分析的基础上,结合超声直刃刀结构特点及应用需求,利用一维PSD传感器和半导体激光源单元,开展超声直刃刀零位角度对刀仪系统机电方案设计以及采集控制软件设计。
2.1 系统方案设计
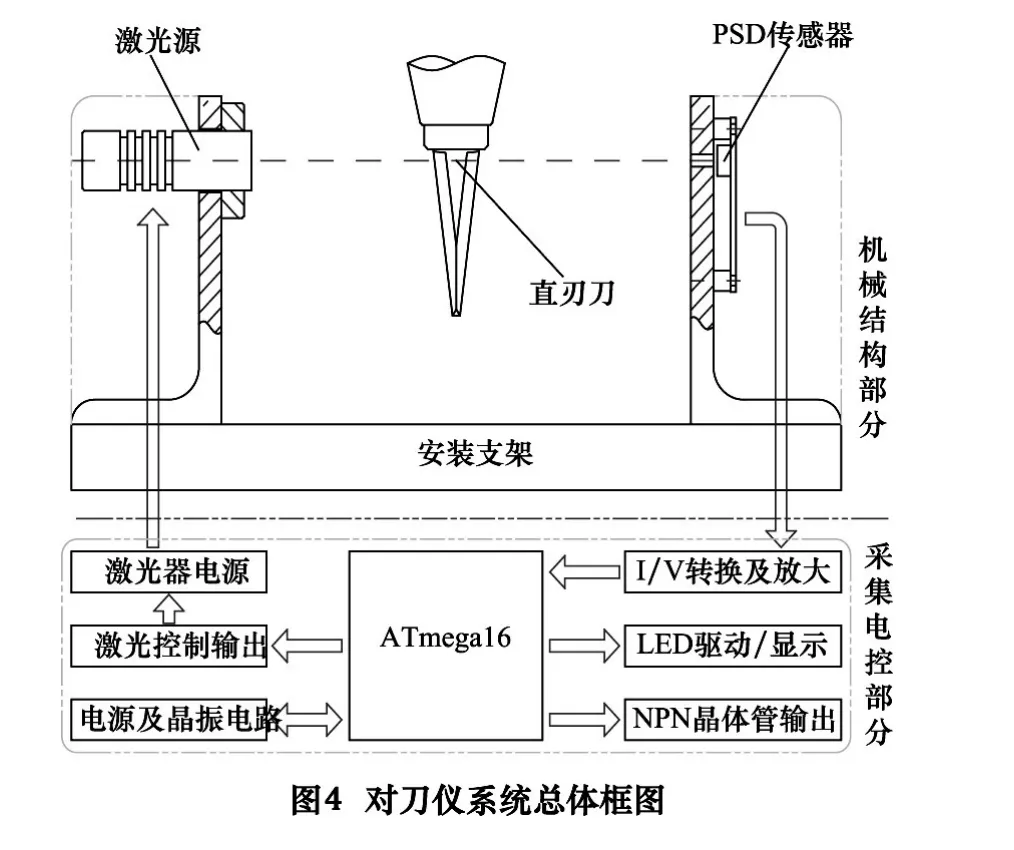
结合一维PSD传感器和半导体激光源结构与电气特点,设计对刀仪系统总体架构,如图4所示。系统主要包括机械结构部分和采集电控部分。
机械结构部分主要包含了激光源、PSD传感器和安装支架,激光源采用635nm波长的一字平行激光器,为检测提供稳定均匀的平行激光束;传感器采用2mm×20mm感光面积的一维PSD传感器,为投射光检测提供高灵敏度的感测单元;安装支架采用304不锈钢材质,为激光源和PSD传感器固定提供可靠保障。采集控制部分主要包含了激光器电源、激光控制输出、电源及晶振电路、I/V转换及放大、LED驱动/显示、NPN晶体管输出和主控芯片。PSD传感器输出是两路电流信号,经过I/V转换及放大模块变成标准的电压信号提供给AD模块采集;显示模块将处理后的数据实时显示给用户;当PSD传感器采集信号达到零位角度时,通过NPN晶体管输出模块给数控系统提供角度到位信号。激光控制输出模块根据程序设定控制激光器开启。主控芯片采用ATMEL公司的Atmega16芯片,具有高速、低功耗、超强功能、精简指令、内置10位AD模块等特点,总体协调PSD信号采集、显示及输出。
2.2 程序设计
对刀仪除了硬件设计外,还需要设计主控芯片的程序,从而为对刀仪提供超强的灵活性和可升级性。分析对刀仪工作流程的基础上,设计了直刃刀零位角度对刀的程序流程,如图5所示。
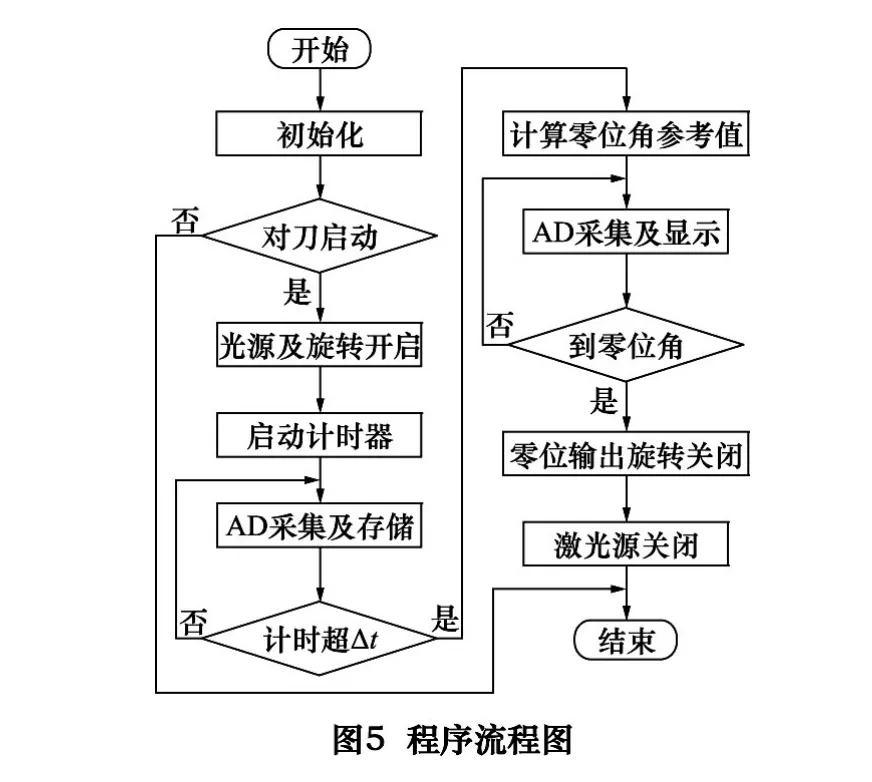
首先进行软硬件参数的初始化处理,对刀启动后第一步:打开激光源并通过PNP晶体管输出信号给数控系统控制刀具启动旋转;启动计时器,进入AD采集及存储循环,超出设定时间Δt后结束该循环,Δt约为直刃刀对刀旋转一周需要的时间;随后,对前面采集存储数据进行极值分析,计算获取“零位角参考值”;随后进入零位角度查询循环,根据需要对一维PSD输出信号进行高速采集,数据经滑动平均滤波等处理后,进入AD采集及显示循环,如果采集数据达到“零位角参考值”,则结束该循环,同时零位信号标识输出,并通过PNP晶体管输出信号给数控系统控制刀具关闭旋转;激光源关闭并结束该对刀程序。程序中采用一种“零位角参考值”的概念,采集循环共分2次:第1次采集循环,刀具旋转1周以上的 PSD数据,取其最大值作为此次对刀的“零位角参考值”;第2次采集循环,刀具继续旋转并将PSD持续采集的数据与此参考值对比,再次达到该值时则零位标识输出同时关闭激光源;这种动态“零位角参考值”可以较好地克服每次测量零位角度对应的检测信号可能存在的误差,比如刀具横截面偏差以及激光源光强等因素。
3 实验
为了验证激光对刀仪零位角度获取精度和稳定性,结合现有实验设备条件,设计构建实验系统框图如图6所示,采用欧姆龙角度编码器配合显示器来比对验证对刀仪的零位角度检测性能和精度。
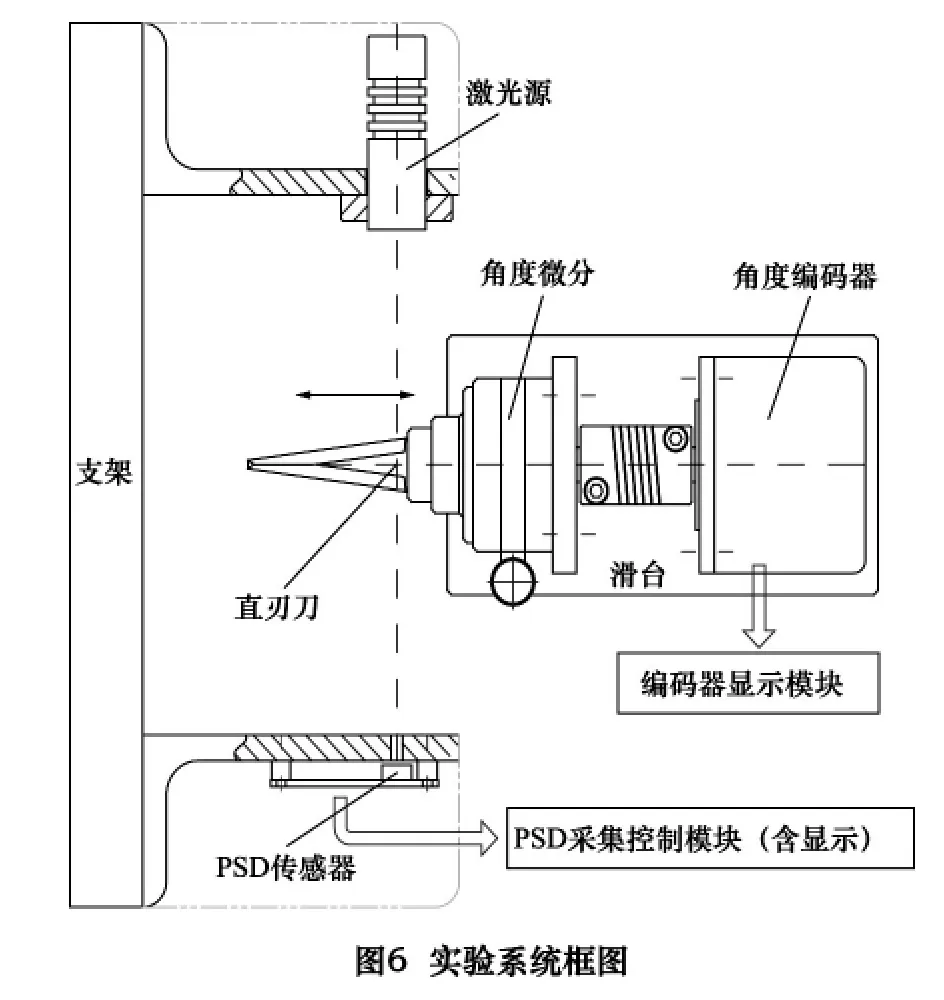
实验系统主要包括直刃刀激光对刀仪、角度微分(RSP40-L)、角度编码器(E6C3-AG5C)及配套的显示模块(H8PS-8BF)、一维微调滑台等模块组成。调整角度微分获取零位角度附近的7个不同投影截面的激光对刀仪的显示输出AL及角度编码器显示AC,如表2所示。
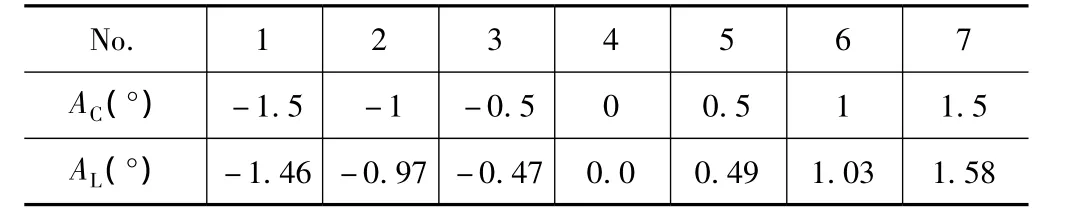
表2 对刀仪与编码器数据对比表
表2中数据是实测3次平均值,角度编码器与激光对刀仪的显示输出走势完全一致,激光对刀仪数据存在微小的偏差,可能是实验激光源稳定性不足或读数误差引起的,但这并不影响零位角度的获取精度,可通过动态“零位角参考值”来消除这些误差,从而提高直刃刀零位角度的获取精度。实验显示直刃刀激光对刀仪在角度编码器输出显示零时准确可靠地输出了“零位角标识”信号。从而表明本文提出的直刃刀激光对刀方法和系统是可行的。
4 结语
在分析Nomex蜂窝夹芯结构超声数控切割对刀需求特点的基础上,提出了一种基于平行激光截面遮挡原理的直刃刀激光对刀方法,推导并建立了激光投射直刃刀角度的计算模型,研究了刀具刃宽对零位角度获取的影响规律,从而帮助指导直刃刀激光对刀仪的系统设计。
在分析直刃刀激光对刀仪功能和性能的基础上,开展了系统机构、电气控制以及主控程序的设计。还提出了一种“零位角参考值”的概念,通过每次测量获取参考值来减小刀具截面偏差以及激光源光强偏差可能带来的影响。
构建了一套直刃刀激光对刀仪实验系统,借助角度编码器及显示模块来对比直刃刀激光对刀仪零位角度的获取精度。两实测数据非常吻合,表明本文给出的对刀方法和系统是可行的,可为PSD激光对刀方法在Nomex蜂窝夹芯结构超声数控切割应用提供对刀支撑。
需要指出的是,研究暂时完成了直刃刀激光对刀仪实验室条件下的验证,与超声数控切割机床的软硬件调试和应用研究还有待今后进一步探索研究。
[1]张永岩,张超,李薇.超声波铣床基于CATIA V5复合材料蜂窝件数控编程方法研究[J].航空制造技术,2013(9):79-82.
[2]高军,崔巍.超声切割技术在复合材料加工领域的应用[J].航空制造技术,2008(4):50-52.
[3]Lee E S,Lee C H,Kim S C.Machining accuracy improvement by automatic tool setting and on machine verification[J].Key Engineering Materials,2008,381:199-202.
[4]Radil T,Fischek J,Kucera J.Dimension measurement of objects with circular cross section using point light sources and an image sensor without lens[J].IEEE Transactions on Instrumentation and Measurement,2007,56(4):1403-1411.
[5]李昆.激光非接触位移传感器的研制及其应用[D]:哈尔滨:中国地震局工程力学研究所,2004.
[6]Doyle W,John St.Determination of the beam centroid of an obstructed focused Gaussian laser beam [J].Applied optics,2009,48(22):4501-4505.
[7]Zhu Y,Liu S,Kuang C,et al.Roll angle measurement based on common path compensation principle[J].Optics and Lasers in Engineering,2015,67:66-73.
[8]Lim H,Son S,Wong Y,et al.Development and evaluation of an onmachine optical measurement device[J].International Journal of Machine Tools and Manufacture,2007,47(10):1556-1562.
猜你喜欢
科技创新与应用(2022年36期)2023-01-06
科学与信息化(2021年12期)2021-12-27
炼油技术与工程(2021年4期)2021-05-03
现代装饰(2021年1期)2021-03-29
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
医学新知(2019年4期)2020-01-02
客车技术与研究(2019年5期)2019-10-24
知识就是力量(2018年3期)2018-03-08
中西医结合心血管病杂志(电子版)(2018年26期)2018-01-14
浙江中西医结合杂志(2017年5期)2017-06-08
