一种轴颈电子束焊的解决方案
2015-07-19 06:40褚志华沈阳黎明航空发动机集团有限责任公司技术部辽宁沈阳110043
中国新技术新产品 2015年24期
刘 杰 褚志华(沈阳黎明航空发动机(集团)有限责任公司 技术部,辽宁 沈阳 110043)
一种轴颈电子束焊的解决方案
刘杰褚志华
(沈阳黎明航空发动机(集团)有限责任公司 技术部,辽宁 沈阳 110043)
本文针对前轴颈电子束焊遇到的问题,通过设计制造专用夹具,定制专用锁底环,实现了前轴颈不可能条件下的电子束焊,为相似构件的电子束焊提供借鉴。
轴颈;夹具;电子束焊
1 引言
真空电子束焊应用广泛。电子束焊有穿透能力强、焊缝深宽比大、焊接效率高,热影响区小,焊件变形小,焊接可达性好等诸多优点,已广泛应用于航空、航天及其它工业领域。文中的前轴颈是一种工业用燃气轮机上的关键件之一,材料为0Cr11Ni2MoVNb马氏体不锈钢,由两个锻件通过电子束焊焊成一个毛坯,再经机械加工形成的空心长轴类构件,尺寸多精度高,焊接及加工难度大。
2 前轴颈组成
前轴颈由轴段、安装边组成(如图1所示)。轴段、安装边在锻件状态下经过粗加工,仅将焊接止口部位加工到待焊状态,其它部位均留有机械加工余量。焊成组件后,经过机械加工完成各配合表面、花键套齿等高精尺寸的加工。焊接部位止口结构形式如图1所示。
3 焊接存在问题及解决措施
3.1 焊接存在问题
由于更换了电子束焊设备,受焊枪可达性限制,必须改变焊接方向,即由轴段→安装边的焊接方向(图1),改为由安装边→轴段的焊接方向(图2)。焊接遇到的困难:当时待焊轴段和安装边已加工到待焊状态,即安装边上带锁底的止口已加工到位(如图1所示),改变焊接方向后,轴段上已没有可加工出焊接锁底的加工余量(如图2所示)。这种条件下焊接必须解决两个问题:(1)解决轴颈焊接时大端在上小端在下情况下的焊接稳定性及定位压紧问题,需要设计制造专用夹具;(2)设计、加工焊缝背部锁底环,可靠实现与两待焊件的紧密装配,锁底环要具备焊缝背部锁底功能。
3.2 解决措施
3.2.1 设计制造专用夹具
焊接夹具是防止或减小组件变形的有效手段,通过夹具可靠实现装配定位,同时控制焊接变形。轴颈待焊部位厚度大(约90mm),焊后横向、纵向收缩量大,焊缝金属上、下收缩不均匀还可引起焊件角变形,夹具必须具有足够强度、刚性,确保焊接过程稳定可靠。夹具定位的可靠性直接影响轴颈电子束焊接成败,一旦失效将出现焊穿等导致轴颈报废的严重后果。对夹具结构经反复论证,确定了最终夹具结构,详见如图3所示。

图1 前轴颈焊接示意图
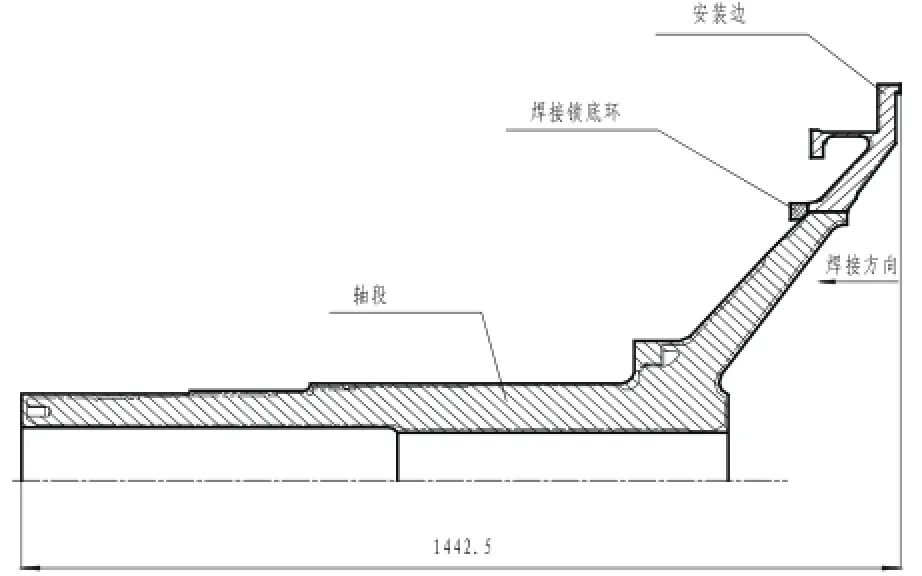
图2 前轴颈焊接示意图
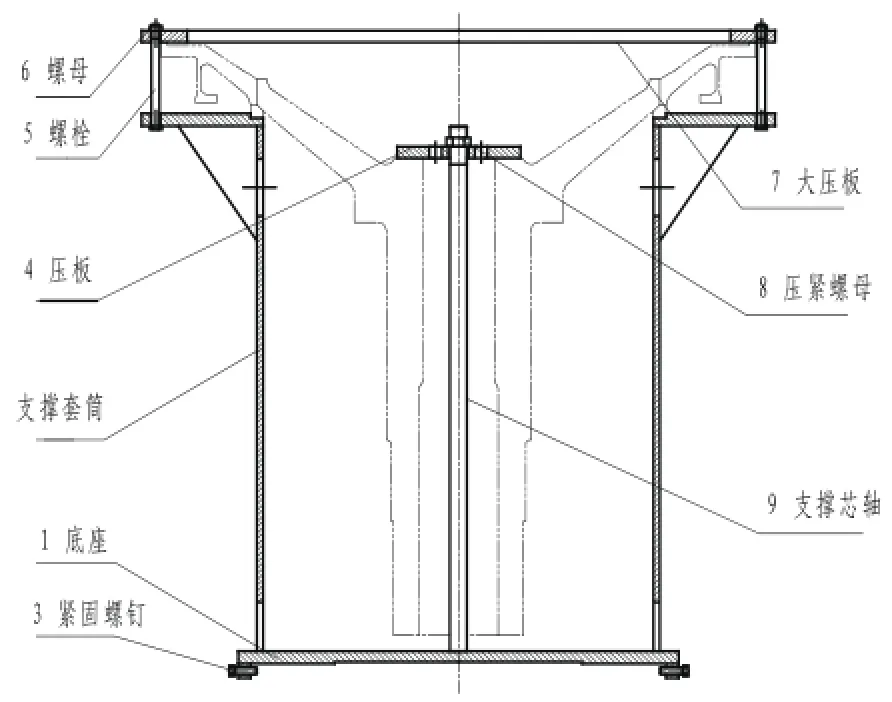
图3 夹具结构简图
3.2.2 定制焊接锁底环
采用与基体同种材料的0Cr11Ni2MoVNb锻件加工焊接锁底环。加工时必须保证锁底与轴段、安装边接触面同时紧密贴合。采用照配办法,结合着色手段,实现锁底环与轴段、安装边配合面的紧密贴合。
3.2.3 夹具与零件装配过程
(1)将夹具的底座1与支撑套筒2焊接形成不可拆卸连接,提高结构刚性;通过紧固螺钉3将底座1与焊接转台固定,实现与转台的同步旋转;(2)采用照配办法,在支撑套筒2上车加工出配合止口,实现支撑套筒2与焊接锁底环接触面的紧密贴合,提高焊接过程稳定性;(3)装配时首先将焊接锁底环装到支撑套筒2上,装配安装边,将轴段插入支撑芯轴9,装配螺栓5、压板4、大压板7,压紧螺母8、螺母6后,进一步检查支撑套筒2与焊接锁底环块贴合情况,确保贴合,否则调整直至贴合。
3.3 电子束焊
轴颈组件电子束焊时,对零件进行焊前清理后,定位焊,优化确定了焊接工艺参数,在夹具上完成了焊接,焊后进行缺陷检查及补焊等工作。已成功完成前轴颈交付。
结语
采用专用夹具,通过定制专用锁底环实现了前轴颈不可能条件下的电子束焊。
[1]杨薇,康文军.某燃气轮机高压压气机后轴颈电子束焊接[J].航空制造技术,2012(08).
TG456
A
猜你喜欢
机电信息(2023年17期)2023-09-08
东北大学学报(自然科学版)(2022年10期)2022-11-08
机床与液压(2022年24期)2022-02-02
中国重型装备(2021年1期)2021-01-25
中国舰船研究(2019年6期)2020-01-10
柴油机设计与制造(2018年3期)2018-10-13
电镀与环保(2017年1期)2017-02-27
柴油机设计与制造(2015年3期)2015-12-05
锻压装备与制造技术(2015年2期)2015-06-26
钢管(2015年2期)2015-03-21