半速核电百万汽轮发电机转子线圈通风孔倒角工艺技术研究
2015-07-28 06:01孙朋伟哈尔滨电机厂有限责任公司哈尔滨150040
山东工业技术 2015年11期
孙朋伟(哈尔滨电机厂有限责任公司,哈尔滨 150040)
半速核电百万汽轮发电机转子线圈通风孔倒角工艺技术研究
孙朋伟
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
摘 要:十一五来国家大力发展清洁能源,核能、风能、太阳能将成为主导,大容量核电机组也将成为电力市场的发展趋势。AP1000半速核电机组是我公司核电研发领域新的开辟,作为电机核心的转子线圈,其制造加工工艺的水平,对整体电机制造起着关键作用,对提高我公司的市场竞争能力起着积极的作用。AP1000核电机组是我公司引进日本“三菱公司”技术生产,直线铜排加工采用凹排冲孔结构加工,且通风孔为直孔型:孔长32mm、孔宽14mm。其冲孔面积远大于我公司常规产品,并且直线有10种线规,其中8种梯排2种矩排,其宽度、厚度、槽深、槽宽等各项参数均不一致。能够高质量完成通风孔制造成为该机组转子线圈的关键。
关键词:冲孔;倒角;冲模
1 引言
哈尔滨电机厂有限责任公司以往采用在通风孔冲制后,使用常规金加工倒角方式对冲制通风孔进行倒角,此种工艺倒角刀具很难达到四周倒角后的图纸尺寸。因此,ΑP1000半速核电机组考虑在冲模上加装倒角功能,通过冲模上自带的凸起,在冲孔时通过冲头和下模突起部位接触时的瞬间挤压力进行倒角。
2 通风孔倒角关键技术分析
哈尔滨电机厂有限责任公司常规冲孔产品最大孔尺寸为51×3.4 (mm),核电产品冲孔尺寸为32×14(mm)。冲孔宽度是目前冲孔产品里最大的,冲头与铜排接触面积增大,极易导致冲孔后铜排变形,因此铜排下模与冲头的配合间隙调整尤为重要。
下模凸起的形状直接影响冲孔后铜排倒角质量,由于倒角尺寸仅为0.5-0.75mm之间,其对精度、耐用性、可替换性均有较高的要求。
常规产品下模为光滑平面,铜排在其上运动。加装倒角凸起后铜排拉动时易划伤铜排表面,受模具结构要求只能加装垫高装置,在铜排运动时该装置托起铜排高于凸起,冲孔时铜排下落与凸起接触倒角。
3 重点研究内容
3.1 冲模各部件结构、精度的确定
在前期模具结构探讨过程中,受冲床和拖料机构等工装工具的客观条件影响,核电冲模按照常规冲孔类产品模具结构设计。冲孔工作过程为:(1)冲床运动带动上模通过导柱定位向下运动;(2)下模侧压块和上模的橡胶柱分别从铜排宽度和厚度方向对铜排进行固定;(3)冲头与铜排接触产生剪切力冲出通风孔。
确定冲模基本结构后,需根据倒角需要在下模上加装闭环型凸起。由于凸起部位受到的纵向剪切力较大,因此考虑凸起必须结实耐用,保证相当次数使用寿命的同时,要便于更换和修磨。经过反复试验,制作出一体式的下模(见图1、图2),下模通过焊接方式与下模把配装,当凸起磨损时方便更换。在初次制作时,使用数控铣床加工该凸起,其形状难以保证导致冲孔后倒角不均匀有明显棱边。经过与工装设计和工艺部门沟通,采用坐标磨床加工,凸起的圆R位置完全符合倒角要求。并且经过多次反复冲孔后,凸起并无变形且倒角均匀。

图1
为保证冲孔后断裂带长度和倒角压制后的尺寸,根据其他冲孔类产品模具设计制造经验,经过反复研究实验,同时提高模具加工精度,冲头公差控制在0.01mm总间隙控制在0.1-0.2mm之间。
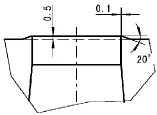
图2
3.2 铜排纵向运动时的防划伤措施
新制下模凸起与铜排相对移动时尖锐部位极易划伤铜排,通过多次试验,在凸起前后方加装弹性滚珠。在铜排运动时弹性滚珠托起铜排高于凸起,在冲孔时冲头与铜排接触瞬间弹性滚珠受压下降(工作原理见图3),完成冲孔运动(见图4)。
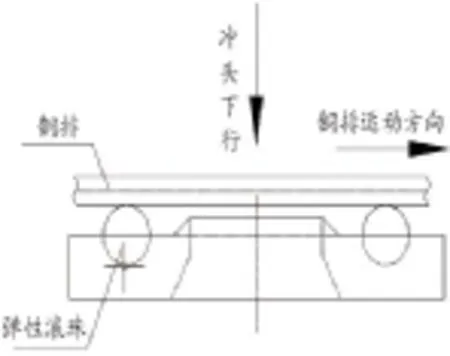
图3

图4
4 结语
ΑP1000核电百万转子线圈直线铜排冲孔倒角的攻关成功,在完全保证三菱公司要求的基础上,开发工装工具新功能和新用途,使得直线冲孔倒角完全在一台设备一道工序上完成,极大地提高生产效率和产品质量的同时。也使得我公司其他冲孔类产品转子线圈直线通风孔冲制水平上升到一个新的台阶,现在该种结构的冲模已经开始陆续推广到其他冲孔产品上,通过核电转子线圈的通风孔倒角攻关成功填补了我公司相关类型通风孔加工方式的一处空白。为将来同类产品改型奠定了坚实基础,提高了公司的市场竞争力。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
防爆电机(2022年2期)2022-04-26
智能制造(2021年1期)2021-03-26
品牌研究(2020年32期)2020-08-09
锻造与冲压(2020年7期)2020-04-17
汽车实用技术(2019年16期)2019-09-11
建材发展导向(2019年5期)2019-09-09
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
现代职业教育·中职中专(2017年2期)2017-08-13