
16V265H型柴油机凸轮轴制造工艺研究
2015-11-02 06:34王亮
组合机床与自动化加工技术 2015年2期
王 亮
(天津电力机车有限公司制造部,天津 300452)
16V265H型柴油机凸轮轴制造工艺研究
王 亮
(天津电力机车有限公司制造部,天津 300452)
凸轮轴是16V265型柴油机的重要部件,直接影响到燃烧室气门的开合时间及顺序和控制喷油泵的动作,高质量的完成凸轮轴加工和组装任务是保证柴油机正常运行的前提。论文主要讨论比较经济、实用的凸轮轴加工工艺流程,使之在保证产品质量的前提下,达到既节省加工时间又降低劳动强度;同时充分挖掘生产实践中的经验,确保关键工序加工的精度,设计了新模式组装工艺方案:保证了整根凸轮轴具有良好的机械性能和动力性能,为其它凸轮轴加工提供了良好的借鉴。
凸轮轴;加工工艺;组装工艺;光整技术
1 加工工艺流程
16V265H型柴油机凸轮轴技术要求较高(见图1),如何保证凸轮轴的技术要求以及加工精度是制约柴油机生产的关键。该凸轮轴是由4个单节组装而成,每个单节负责两个气缸的进气、排气和供油,因此结构紧凑,强度要求较高,凸轮轴的材料为20CrMnTi。现以其中一个单节的机加工工艺为例,介绍整个工艺流程。根据加工工艺过程卡片,16V265H型柴油机凸轮轴加工工艺过程涉及30多道工序,现只介绍重要工序。

图1 单节凸轮轴
1.1粗车
具体尺寸见图2。此道工序的重点内容就是进行粗车,确定加工余量,虽然尺寸要求公差不是特别严格,但为了保证以后凸轮轴的加工,此工序确实起到了关键作用,尤其是后续的热处理工艺过程较关键,因此在配气槽及供油槽基圆加工余量确定以及各个槽间距的尺寸确定都进行了综合考虑。

图2 粗车图
1.2铣凸轮
具体尺寸见图3。此道工序的重点内容就是粗铣凸轮,因为后续有淬火过程,因此在加工余量上留取2mm左右的加工余量,保证淬火层深度以及精磨后凸轮表面有足够的硬度。此工序是在加工精度较高的M40车铣加工中心上完成的,具体加工数控程序如下(部分节选)。






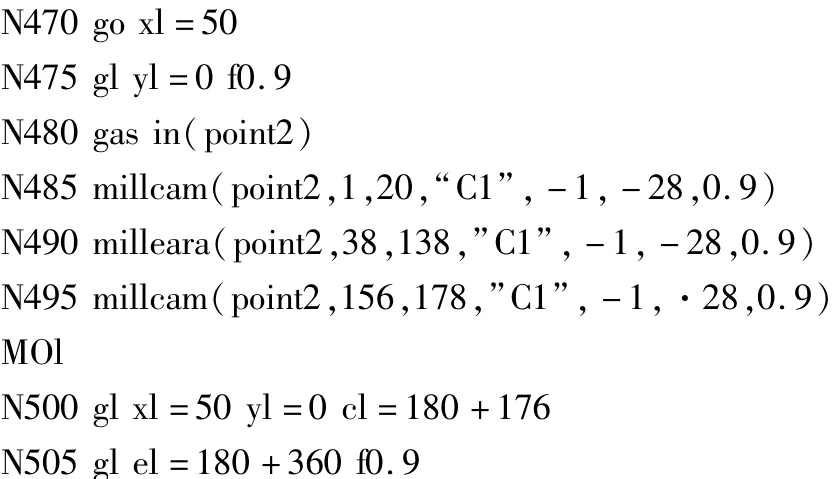



图3 铣凸轮
1.3精车
具体尺寸见图4。此道工序是整个凸轮轴加工过程中承上启下的工序,主要过程为加工总长及两端外圆和两段轴颈,单节凸轮轴的总长是要严格控制的,因为在柴油机总组装过程中,单节总长公差过大会导致整个配气机构(或称动力组单元)在总成时气门顶杆、导块、滚轮等部件发生干涉,因此在精车过程就应该严格控制总长尺寸。而两端外圆和两段轴颈尺寸的严格控制是为了保证后续加工过程有一个相对准确的精基准,尤其是轴颈尺寸。

图4 精车图
1.4精磨两端法兰及轴颈
这是整个凸轮轴加工工艺的重中之重,是整个工艺过程的核心,直接影响凸轮轴的加工和组装质量,可以归纳为加工两端法兰孔和精磨轴颈、端面及凸轮。由于加工两端法兰孔和精磨凸轮将会在关键工序中论述,在这里只对精磨轴颈、端面两道工序进行简单阐述。

图5 磨轴颈
由图5,可以看出精磨轴颈及端面的基本特点是,精度高,尺寸公差及形位公差要求严格,因此对之前的加工两端法兰孔和修中心孔工序要求比较严格。凸轮轴在磨削轴颈的时候需要对磨床及砂轮进行严格的控制。如果切削力过大,转速过快,将会造成磨削裂纹;而切削力过小,转速过慢,又会造成凸轮轴精度达不到要求等问题。
2 关键加工工序
2.1法兰孔的加工
单节凸轮轴应具备互换性,因此法兰孔的精度要求非常高(见图6),两端法兰各孔相对中心的位置度小于0.0127mm,两端法兰相对应孔位置度小于0.025mm。精度达不到要求将直接影响到凸轮轴组装,导致凸轮轴颈跳动、相位角误差增大。同时在柴油机运行过程中,位置度过大,将会使连接螺栓疲劳断裂,造成重大危害。通过上述分析,要保证位置度0.025mm的尺寸是非常困难的,需要采用卧式加工中心进行加工,同时对刀具、胎具的使用需有严格的技术要求。因此,设计一套具有严谨结构的高精度的固定胎具是保证加工顺利进行的必要条件。
图7为法兰孔加工胎具简图,胎具由一块基础板、两块V型铁、一个固定挡板(兼做钻模板)和一个可调挡板(兼做钻模板)、以及若干压板组成。凸轮轴不能采用径向压紧方式,因为压紧力过大,会产生径向变形,导致压紧力释放后,工件精度产生变化。所以只有采用轴向压紧方式,才能有效解决变形问题。

图6 法兰孔加工图
在加工过程中,由于钻头会随着加工深度的增加而产生摆动,因此利用固定挡板和可调挡板的位置,使之兼有钻模板的功能,凸轮轴在钻法兰孔过程中,利用钻模板对钻头具有导向功能,从而保证加工位置精度。
胎具的具体使用过程如下:①将胎具摆放到加工中心工作台上,通过百分表找正,使之相关平面与加工中心刀头保持垂直,并将胎具基础板压紧在加工中心工作台上②将凸轮轴摆放到胎具的V型铁上,凸轮轴大端靠近在固定挡板端面,可调挡板靠紧凸轮轴另一端③使用百分表对凸轮轴轴颈找平,同时转动凸轮轴,使其B位供油凸轮(见图1)在最高点,再进行对刀并回零,两侧压板预紧④两侧压板紧固,同时根据百分表测量凸轮轴轴颈跳动及B位供油凸轮最高点的变化量进行调整,上压板适当紧固即可⑤输入程序,机床加工。通过以上的胎具设计以及严格的操作规程,保证了凸轮轴法兰孔的加工位置精度,为凸轮轴后续工序的加工任务奠定了基础。

图7 胎具简图
2.2凸轮加工
凸轮加工主要分为四个步骤:①凸轮的粗铣在热处理之前进行,对工件质量的影响不大。②凸轮的精铣主要减小加工余量。③磨支撑轴颈及法兰端面。④磨凸轮型面。
粗铣凸轮主要是为了保证渗碳深度3mm。精铣凸轮主要是在M40车铣加工中心上完成,这样保证凸轮的同轴度及法兰孔的位置度。磨支撑轴颈及法兰端面以及磨凸轮型面都是依靠高精度的法兰孔作为基准进行加工(见图8)。

图8 凸轮加工图
经过车铣加工中心粗铣和精铣过的凸轮,其型线精度高,留磨量lmm,可以省去粗磨凸轮工序,直接在数控凸轮磨床上进行精磨,既节省了加工时间又保证了凸轮型线升程误差。
凸轮磨削是凸轮轴加工的最后一道工序。以往采用仿形加工,加工精度低,每个凸轮的升程超差点数都超过15个以上,超差值最大达到0.1mm以上,造成凸轮型线失真,使整个柴油机的配气定时功能以及喷油性能偏离设计要求。在引进SN320型数控凸轮磨床后,精磨的凸轮质量有了明显的提高,经检测,每个凸轮升程超差点少于3个,而且超差值在 0.02~0.03mm,工艺性远远好于仿形磨床磨削的凸轮。凸轮型线达到设计要求,保证机车柴油机的动力学性能。
通过对凸轮加工的严格控制,报告显示,各凸轮升程误差基本达到0.05mm以内,超差点由原来的15个左右(误差值在0.10~0.15mm)减少至1~2个,而且误差值在0.07mm左右,凸轮精度明显提升。同时月产量达到400件,各机床衔接顺畅,新工艺的加工节拍能满足生产需求。
3 组装工艺流程
16V265H型柴油机整根凸轮轴是由四个单节组成的,因此需要比较科学的凸轮轴总成组装工艺过程见图9。

图9 凸轮轴总成
3.1钳工整备
清点零件数量,目测各零件表面质量及合格印记;修整各凸轮倒角,要求C(0.5-1);清除凸轮轴表面锈蚀;清除各节凸轮轴边缘处毛刺;将各节凸轮轴吹扫干净,放到料架上。
3.2清洗防锈
清洗过程:将装有凸轮轴的料架吊入粗洗槽中清洗约15min,将料架吊离水面,用刷子在各节凸轮轴轴向油孔中刷洗;将粗洗后的凸轮轴同料架吊入清洗槽中清洗约15min,再将料架吊离水面,用刷子在各节凸轮轴轴向油孔中刷洗,确保刷洗干净;将清洗干净的凸轮轴脱水约5min后,连同料架吊入油槽涂油防锈,待控干后,由检察员目测凸轮轴清洁度。
3.3组装凸轮轴
组装前工作台V型块工作面必须擦拭干净并涂少量润滑油;凸轮轴的组装必须在常温下进行,组装前将待组装的各节凸轮轴按顺序放在组装工作台的V型块上,其支撑在各轴颈处;在单节凸轮轴一、二、三凸轮端装上定位销,将对应凸轮轴单节按销孔对应位置对准后,手动拧上螺栓,再用力矩扳手进行把紧。
3.4检查各缸凸轮夹角及轴颈跳动
将装配好的凸轮轴用起吊具吊至检验平台,支撑在轴颈1、3、6、8处,见图9;将八面体通过连接螺栓与凸轮轴单节四内螺纹连接预紧,在测量AC组凸轮时,利用百分表调整八面体的上顶面与凸轮轴单节四供油凸轮A的凸轮凹边两高点连线平行,利用力矩扳手转动凸轮轴,使凸轮轴单节四供油凸轮C凹边两高点连线与检验平台平行,用百分表测量八面体的δ值,换算出角度误差α值,依次测出其余凸轮轴单节AC组供油凸轮的δ值,通过换算得出所有AC组供油凸轮的相位角度偏差值并填入检查记录表中见图10。

图10 八面体使用示意图
使用百分表,对八面体的上顶面与凸轮轴单节四供油凸轮B的凸轮凹边两高点进行调整,使二者连线平行,依次测出所有供油凸轮BD的δ值,然后换算出其相位角度偏差值并填入检查记录表中。转动凸轮轴,利用百分表测量轴颈2、4、5、7的跳动,并填入检查记录表中。用外径千分尺测出轴颈外径,要求同一个轴颈分三个位置测量,同一个位置分四个方向测量,将测量结果计算出平均值填入检查记录表的轴颈实测栏中;同时将测量出的每个位置数据的最大值减去最小值,并取平均值,将其结果填入检查记录表轴颈圆柱度允差表中。
3.5检查及清理
检查凸轮轴装配外观,注意锐边毛刺、碰伤、划痕等缺陷。将八面体卸下,再装上单节四凸轮端两定位销;转动凸轮轴,在各凸轮表面及轴颈涂上防锈油;用起吊具将整备好的凸轮轴吊入集装箱内,注意轻起轻落。
新工艺开始使用以来,产品合格率能达到100%,经多批次凸轮轴装车试验,柴油机配气定时情况良好,喷油质量良好,此次凸轮轴制造工艺经实际验证可行有效。
4 本凸轮轴可提升工艺技术分析
凸轮轴作为柴油机回转运动部件,其表面质量也影响到柴油机出厂磨合试验的整体技术要求,时间越短,质量越好,经济效益越大。因此可采用自由滚磨光整加工技术将凸轮轴整体沉没于磨具之中,游离状态的磨具在材料箱的带动下做自由运动,凸轮轴被强制运动或随磨具自由运动,凸轮轴和磨具在复杂的相对运动作用下,磨具始终以一定的压力,对凸轮轴各表面进行碰撞、滚压、挤压、刻划和微量磨削,从而细化表面粗糙度、去除加工毛刺、钝化尖角棱边,改善表面缺陷,优化表面物理力学性能,达到提高零部件表面质量,综合性能和使用性能的目的见图11。

图11 凸轮轴350小时考核后拆机图片
5 结论
本文阐述16V265H型柴油机凸轮轴制造过程,借鉴了传统工艺的经验性,并在此基础上推陈出新,根据其工艺特性,制定了合理科学有效的凸轮轴加工和组装工艺流程;针对法兰孔加工和凸轮加工等关键工序,制定了有效的加工方案,简化了凸轮轴加工工序过程同时提升了产品质量;优化了凸轮轴总组装工艺,既保证了组装质量,又满足了大批量节拍生产的实际需要,为加工其它凸轮轴提供了良好的借鉴。
[1]黎苏,李明海.内燃机原理[M].北京:中国水利水电出版社,2010.
[2]李月英,刘勇兵,陈华.凸轮材料的表面强化及其摩擦学特性田[J].吉林大学学报,2004(3):10-12.
[3]赵如福.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1990.
[4]潘宝俊,唐文献.数控机床加工程序编制及设计制造一体化[M].北京:中国标准出版社,1998.
[5]高丽萍,李郝林.凸轮当量升程误差的测量方法[J].仪器仪表学报,2004(4):718-720.
[6]汪荣生,陈静,吕敏智.关于渗碳件磨削裂纹及解决措施的探讨[J].机车车辆通讯,2005(2):28-34.
[7]陈英俊.MasterCAM在复杂曲面数控铣削加工中的应用研究[J].组合机床与自动化加工技术,2013(4):96-98.
[8]王卫兵.圆柱分度凸轮的精确建模与数控编程[J].组合机床与自动化加工技术,2010(10):91-93.
[9]孙爱平.CBN砂轮在磨削发动机凸轮轴中的应用[J].柴油机,2006(2):54-54.
[10]相瑜才,孙维连.工程材料及机械制造基础I[J].北京:机械工业出版社,1997.
[11]王启平.机械制造工艺学[D].哈尔滨:哈尔滨工业大学出版社,1990.
[12]张核军.凸轮轴制造工艺综述[J].柴油机设计与制造,2006(3):11-15.
(编辑 赵蓉)
Study for Cam Shaft Manufacturing Process of 16V265 Diesel Engine
WANG Liang
(Department of Manufacturing,Tianjin Electric Locomotive Co.,Ltd.,Tianjin 300452,China)
Camshaft is an important component16V265 diesel engine,a direct impact on the time and sequence of opening and closing operation of the combustion chamber and the valve controlling fuel injection pump,high-quality finish camshaft machining and assembly tasks is to ensure the normal operation of the diesel engine premise.Thesis focuses more economical and practical camshaft machining process,so that in the premise of ensuring product quality,to achieve both save processing time and reduce labor intensity;and fully tap the production practice experience,the key to ensuring the accuracy of machining processes,design a new model of the assembly process plan:to ensure that the entire root camshaft has good mechanical properties and dynamic performance,provides a good reference for other camshaft machining.
camshaft;processing;assembly process;finishing technology
TH162;TG65
A
1001-2265(2015)02-0156-05 DOI:10.13462/j.cnki.mmtamt.2015.02.045
2014-11-24;
2014-12-18
王亮(1981—),男,山东荣成人,天津电力机车有限公司工程师,(E-mail)mark-1981@163.com。
猜你喜欢
中国伤残医学(2022年14期)2022-12-23
新能源进展(2022年3期)2022-07-02
装备维修技术(2022年7期)2022-07-01
科技创新与应用(2021年30期)2021-11-08
昆明医科大学学报(2021年2期)2021-03-29
武术研究(2020年3期)2020-04-21
中国机械工程(2019年18期)2019-10-11
汽车维修技师(2018年6期)2018-11-06
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年2期)2014-02-27
