
一种活动式表面淬火装置的结构与设计
2015-11-06 06:16韩长仪
冶金设备 2015年2期
韩长仪 陈 魁
(中冶京诚工程技术有限公司 北京100176)
1 前言
近年来,喷淋淬火装置作为一种快速冷却铸坯表面的工艺处理设备广泛应用于冶金行业连铸机生产线中。其布置于拉矫机后一次切割工序前,对铸坯表面进行喷水,温度快速下降,可以使铸坯表面粒晶化、组织致密化,并减少钢相变及再结晶过程中Al-N化物的析出,可以补偿铸坯坯壳热应力,从而提高铸坯的强度和韧性。

图1 固定式淬火装置
常规连铸生产线中的淬火装置也称淬火箱多为固定式,即固定安装于辊道上,如图1所示,该装置具有结构简单、造价成本低的优点,但无需淬火时仍长时间处于高温环境下,故易损坏故障,使用寿命降低,喷嘴等更换困难,维修工作量大。
针对常规淬火装置的问题,本文介绍了一种活动式在线表面淬火装置,不使用时可以移动至生产线外,具有结实耐用、更换简单和维修量小等优点。本文仅对该装置的具体机械结构进行详细介绍,可为同类设计和研究提供一定程度的思路和参考[1-3]。
2 主要设备参数
主要设备参数如下:
浇铸半径:16.5m
流数:3流
断面:370×300、500×400、φ600mm
行走速度:2~11m/min
最大行走行程:9m
齿轮模数:4,齿数:23
齿条齿数:715
行走减速电机功率:2.2kWVVVF
提升速度:0.5m/min
最大提升行程:650mm
提升减速电机功率:2.2kW
涡轮丝杆升降机最大提升力:100kN
液压缸:φ80×φ45/180mm
工作压力:16MPa
3 结构设计
淬火装置设置于拉矫机后的切割前辊道上,主要包括活动小车行走、喷淋装置升降、喷淋架摆动3套动作机构[4]。
3.1 结构组成
如图2所示,淬火装置主要包括以下部件:主框架、活动小车、喷淋装置和蒸汽收集罩。

图2 淬火装置正视图
3.2 主框架设计
主框架主要包括导轨、齿条、立柱、横梁和蒸汽收集罩支架。立柱固定于连铸机旁地坪和辊道梁上,横梁和收集罩支架用于固定收集罩和拖链等零部件,支撑整个淬火装置,见图3。2根导轨吊挂于各个横梁下,用于支撑导向活动小车移动。2个齿条分别固定于导轨下侧,采用齿条固定齿轮转动带动活动小车移动的驱动方式。

图3主框架三维图
3.3 活动小车设计
活动小车整体上设计分为前后两个部分,可实现行走和升降两个功能。如图4,前后车架由钢板和型钢拼焊而成,中间用销轴连接,8个采用复合滚轮轴承的导轮分别固定布置在车架两侧。后车架四角处以垂直成对的布置形式共设计有8块自润滑的滑板用于导向喷淋装置。
行走驱动机构如图5所示,倒挂安装于前车架下方,主要包括变频减速电机、联轴器、驱动轴、轴承座、齿轮和拖链等零部件。减速电机双输出旋转驱动左右两个齿轮在固定的齿条上移动,采用变频控制其行走速度,距离工作位远时高速行走,接近工作位时低速运行,缩短工作周期并保证活动小车停位的准确性。提升减速电机倒挂安装于前车架下方,通过连接轴将2台固定于车架上的涡轮丝杆升降机串联实现机械同步带动喷淋装置上下移动,其中喷淋装置通过活动螺母与升降机的丝杆相连。整个活动小车上的电缆、信号线、液压软管和水用金属软管等通过拖链实现活动连接。

图4 活动小车三维图

图5 行走驱动机构
3.4 喷淋装置设计
喷淋装置主要包括集水架、导板、液压缸、连杆机构、淬火箱、同步轴、轴承座和旋转接头等零部件。导板采用自润滑材料,与后车架上的滑板紧贴起到喷淋装置升降时导向的作用。同步轴与连杆机构相连接,连杆机构动作时通过同步轴带动三流淬火箱中的所有摆动喷淋架一起摆动。由于喷淋装置位于铸坯上方,环境温度较高,为防止旋转副卡死,同步轴设计为空心结构,通过旋转接头与集水架相连进行通水冷却。

图6 喷淋装置三维图
集水架如图7所示,由钢板和钢管等焊接而成,将主水路分流到各个冷却点和淬火箱。冷却水由进水口标号1进入,按数字顺序从标号18流出,闭环循环冷却。喷淋水由进水口进入分到各个淬火箱进行喷淋。
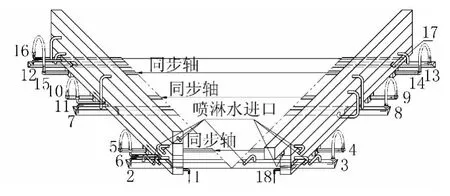
图7 集水架水路示意图
该工程项目为3流连铸机,每流沿铸流方向设置3个不同的淬火箱,每个淬火箱有独立的ON/OFF(开/关)控制回路,整体组成3×3布置,如图8所示。可通过控制流量及调整喷嘴类型规格来匹配对应不同断面不同钢种铸坯的淬火要求。
不同断面铸坯所设计的淬火箱结构不同,其中喷淋架相同,喷淋条和喷嘴不同。如图9为三种断面铸坯对应的淬火箱主视图。其中固定喷淋架固定不动,摆动喷淋架随连杆机构绕同步轴摆动。
为方便更换,喷淋条与喷淋架连接处采用快速连接结构,如图10所示,仅需插入喷淋条然后将卡箍穿上即可实现连接不泄露。

图8 3×3淬火箱布置

图9 三种铸坯对应淬火箱主视图

图10 喷淋条快装结构示意图

图11 液压系统原理图
连杆机构动力由液压系统提供,如图11原理图所示。该部分系统与其它设备共用连铸机液压站驱动液压缸伸缩动作,配有一个液控单向阀锁定液压缸位置。
见图12的示意图,液压缸驱动多连杆机构通过同步轴同时带动所有摆动喷淋架摆动,将铸坯下侧的喷淋条旋转至侧面,以便有空间将整个喷淋装置提升后移动。

图12 连杆机构示意图
3.4 蒸汽收集罩设计
蒸汽收集罩由钢板和型钢拼焊而成,靠重力安装落于辊道上方支架上,四周设计挡块限制其周向移动,无螺栓等固定连接,当需要维修下方辊道时,可以整体吊离。收集罩圆管一端固定于主框架横梁上,与通风系统相连,当喷淋装置运行时将大量的蒸汽烟尘抽出排放。

图13 蒸汽收集罩三维图
4 工作流程
初始状态淬火装置位于等待/维修位。待接到淬火处理指令时,首先液压缸活塞杆伸出带动连杆机构将喷淋装置中所有摆动喷淋架摆动至侧面,接着提升电机动作驱动升降机提起喷淋装置至高位,行走电机运转驱动活动小车行走至工作位,然后升降机反向动作放下喷淋装置到指定工作高度,液压缸缩回驱使摆动喷淋架摆至铸坯的正下方,接通水路开始进行设备冷却和喷淋淬火处理,通风系统启动抽出排放掉蒸汽烟尘。淬火结束后依上述步骤反方向操作至等待/维修位。通过限位开关和编码器等检测措施可实现全程自动控制。
5 结语
本活动式在线表面淬火装置布局合理、结构紧凑,可升降和移动,不但解决了传统固定式淬火箱长时间处于高温环境下易损坏难维护的问题,相对延长了喷淋装置的寿命,还可离线对设备进行检修维护、离线更换不同断面对应的喷淋条和喷嘴,作业环境和空间有所改善。即使连铸机发生故障辊道上停有铸坯时,淬火装置也可以移出离线,不影响手动切割铸坯和维修连铸机。
[1]徐向红,杨立坤,祖家乐.无缝钢管水淬火设备的设计及应用[J].冶金设备,2010(2):50-53.
[2]刘国勇,张少军,朱冬梅等.中厚板控冷及淬火冷却形式选用分析[J].钢铁研究学报,2008(11):59-62.
[3]蔡畅,戚文军,周楠等.铝型材的在线淬火设备[J].冶金设备,2010(3):213-216.
[4]中国重型机械工业协会主编.重型机械标准[S].昆明:云南科技出版社,2007.
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
物流技术与应用(2022年5期)2022-06-17
上海金属(2022年3期)2022-06-01
政工学刊(2021年12期)2021-12-22
安徽冶金科技职业学院学报(2020年2期)2020-08-04
重型机械(2019年4期)2019-09-05
中国自行车(2018年4期)2018-05-26
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
汽车零部件(2014年5期)2014-11-11
