
PLC与变频器在电镀生产线控制系统改造中的应用
2015-12-31 12:11刘远娟
机械工程与自动化 2015年3期
刘远娟
(广东省河源技师学院,广东 河源 517000)
0 引言
河源某电镀厂为承接大量ABS塑料电镀(挂镀方式)加工,决定新建ABS塑料电镀自动生产线。为充分利用工厂现有资源,尽量减少工厂的投入成本,决定将现有仓库改造为ABS塑料电镀自动生产车间,改造项目中包括仓库现有一台单梁悬挂起重机(0.5t)。根据单梁悬挂起重机的工作特点和ABS塑料电镀生产工艺流程,经笔者反复思考,在保留点动功能的前提下,决定应用三菱PLC和变频器将单梁悬挂起重机改造成为ABS塑料电镀专用行车。
1 单梁悬挂起重机改造前电气线路分析
1.1 主电路分析
该起重机共由4台异步电动机拖动,吊钩升降由一台电动机M1拖动,为防止电动机突然断电导致重物自行坠落或下放重物时下降过快而造成事故,电动葫芦具有电磁离合器制动装置和再生发电制动控制功能。电动小车移动机构由一台电动机M2拖动,大车移动由两台电动机M3、M4拖动。M3、M4两台电动机规格相同,两台电动机定子绕组接在同一电源上,但三相电源的相序相反,使两台电动机的转向相反,以保证大车的两侧滚轮驱动运动方向一致。
1.2 控制电路分析
控制电路的电源由控制变压器TC输出36V电压供电,吊钩的上下升降由SB1、SB2控制,电动小车运行由SB3、SB4控制,大车运行由SB5、SB6控制,电动小车两侧限位开关为SQ12、SQ13,大车两端限位开关为SQ15、SQ16及换相联锁线路。
2 ABS塑料电镀工艺流程
根据ABS塑料电镀生产工艺流程,该电镀生产线有除油槽、亲水槽、粗化槽等18个槽位(槽位代号按顺序分别为1号~18号),全线总长约40m,而仓库车间长约25m,因此需将电镀槽按工艺顺序分两边均匀分布,即分2条电镀生产线,但必须首尾相连按工艺进行电镀。ABS塑料电镀生产工艺流程及电镀槽分布情况如图1所示。
在电镀生产线的左侧上挂点(原位装货点),由工人将待电镀零件装入挂篮,挂到起重机吊钩上,并发出启动信号,起重机吊钩上升并按工艺流程要求在需要停留的槽位停止、下降、停留、上升。如此完成电镀工艺规定的每一道工序,直至第2条电镀生产线的末端下挂点(卸货点)卸下电镀好的零件,根据需要自动返回原位,重新装货发出启动信号进入下一轮电镀加工循环。
3 起重机改造总体思路及硬件改造措施
为实现ABS塑料电镀生产工艺,并保留地面点动(上、下、左、右、前、后)操作功能,作如下改进:
(1)选用可编程控制器(PLC)实现对起重机的自动运行控制。
(2)为实现快速搬运和准确制动停车,减小起重机停车的冲击和挂篮的摇晃,采用变频器对电动葫芦电机、小车电机、大车电机进行调速控制。
(3)为控制起重机对上、下挂点和18个槽位进行准确定位,在大车导轨上的对应位置加装定位开关SQ0、SQ1、SQ2、SQ3、SQ4、SQ5、SQ6、SQ7、SQ8、SQ9;在小车导轨上两侧对应位置加装定位开关SQ10、SQ11。考虑起重机主要工作在自动循环状态,其定位开关的工作频率高、可靠性及精度要求也较高,因此以上定位开关均选用LXJ0型接近开关(直流24 V),由PLC内部电源24V提供。
(4)为实现地面点动和电镀自动循环的切换、急停、停止、启动等功能,在原有悬挂式按钮盒按钮的基础上加装一块控制板,其中,SB9为点动或自动循环切换按钮(复合自锁按钮),SB10为紧急停车按钮,SB11为起重机启动按钮,SB12为停止按钮。原悬挂式按钮盒按钮均随大、小车移动,加装控制板固定安装在上挂点附近,以方便工人操作。
(5)电动葫芦下方需要加装2个重锤限位器。SQ14控制上升高度,SQ17控制下降高度,下降高度应根据电镀槽液位高度来确定。
(6)为清楚起重机工作状态,增加了电源、越位报警、手动、自动状态指示灯。它们分别是HL1、HL2、HL3、HL4。
(7)由于起重机改造后处于长时间工作状态,在主线路中加装热继电器。
(8)原控制电气线路主电路中有6个接触器,现只保留3个接触器。
(9)考虑变频器和电机之间的连线比较长,可能导致变频器过电流跳闸,漏电流增加,电流显示精度变差等,因此布线时应尽可能让两者间不超过50m,确实超出的,则选用输出电路滤波器(OFL滤波器);同时,因PLC输出端接有感性负载(接触器线圈),将会影响PLC正常工作,为提高PLC控制系统的抗干扰能力,在负载两端并联RC吸收电路(交流负载)。
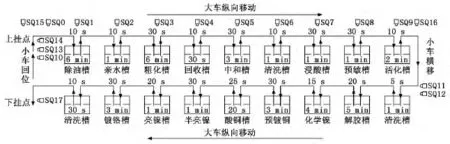
图1 ABS塑料电镀工艺流程示意图
4 PLC与变频器控制系统设计
4.1 可编程控制器型号选择
根据电镀工艺和硬件改造方案,确定了输入、输出端口的数量,并考虑经济性,满足使用要求,决定选用FX0N-60MR型号的日本三菱可编程控制器,其有36个输入点和24个输出点,满足了控制电气线路改造的需求。
4.2 变频器型号选择
电动葫芦、小车、大车的运行由一个变频器实现控制,由于电动葫芦起重电机功率最大(0.8kW),因此所选变频器只要能满足电动葫芦电机,则大车、小车均能满足。已知起重电机型号为ZD21-4,额定功率0.8 kW,额定电流2.2A。
4.2.1 选用变频器的功率
变频器的容量PCN由下式确定:

其中:k为电流波形的修正系数,一般取1.05;PM为负载所要求的电机轴输出功率,PM为0.8;cosφ为电机的功率因数,约为0.75;η为电机的效率,约为0.85。
将相关参数代入上式,计算得PCN≥1.31kW.
再由公式ICN≥kIM(ICN为变频器的额定电流,IM为电机工频电源时的电流,IM为2.2)可知ICN≥2.31A。
4.2.2 变频器类型的选择和型号确定
该起重机是恒转矩负载,为了实现恒转矩,适当加大容量。由于该变频器安装在配电箱内,因此选用防护式,不带选用件。综合以上情况,确定选用高性能矢量三菱变频器,型号为:FR-A740-1.5K-CHT。
4.3 变频器主要参数设定
Pr.79设为3(外部组合操作模式);Pr.10设为18 Hz(制动动作频率);Pr.4设为90Hz(高速);Pr.5设为40Hz(中速);Pr.6设为20Hz(低速)。
4.4 软件编写
本程序主要采用步进指令、基本指令、特殊软元件进行编程,将自动循环和地面手动操纵分为两条通道,由SB9(X30)为选择条件,如不作选择,则程序默认为自动循环状态,否则进入地面手动操纵状态。现将起重机进入自动循环工作状态程序进行说明。
(1)自动循环:按下启动按钮SB11(X32),此时不论电动小车和大车处于任何位置(空载状态),大车先将以90Hz(快速)返回至上挂点(原位),而后小车也以90Hz(快速)定位到上挂点(原位),此时接近开关SQ0、SQ10发出信号,大车、小车电机通过变频器被先后制动停移,吊钩开始快速下降,下降至设定高度时,下降定位开关SQ17发出信号,吊钩停止下降等待挂篮上挂。如上挂完成,工人按启动按钮SB11,则吊钩以90Hz(快速)提起挂篮上升运行。上升至设定高度时,上升开关SQ14发出信号,吊钩停止上升并制动,防止挂篮自行坠落。定时器延时3s后,PLC向大车2个电机发出信号,大车以90Hz(快速)向除油槽(1号槽)方向移动,运行6s后以40Hz(中速)运行3s,再以20Hz(低速)运行2s,待除油槽接近开关SQ1发出信号,大车停止右移,准确定位后,吊钩快速下降至SQ17,开始6min的除油,除油完毕后吊钩快速上升至开关SQ14,吊钩在除油槽上方停10s,让镀件表面镀液流回到电镀槽中,定时时间一到,大车又快速向亲水槽(2号槽)方向移动,然后再经2次减速后定位到亲水槽,以此类推,直到完成活化槽(9号槽)工序后大车不再向右移动,此时第1条生产线9个槽电镀工序完成。接着由小车以90Hz快速向清洗槽(10号槽)横向移动,运行15s后以中速运行3s,再以低速运行2s至SQ11制动定位至清洗槽,完成清洗槽工序后,大车往反方向运行,直至大车运行到第2条生产线的第18个清洗槽时,ABS塑料电镀工序全部完成,大车继续快速返回至下挂点,待SQ0发出信号,大车被制动停移,吊钩快速下降至设定点,等待工人取下挂篮。取下挂篮后,如果是单次循环或电镀任务完成,则按停止SB12,此时吊钩快速上升至SQ14后,小车快速横向移动至SQ10,起重机停靠在上挂点并停止工作,原位待命。如果是多次循环,则按启动SB11,此时吊钩不再上升,小车直接快速横向移动至SQ10回到上挂点(原位)等待第2批零件挂篮上挂。
(2)停止:在自动循环状态时,在电镀过程中,如出现一般性质异常情况可按停止按钮SB12,起重机将停止运行,待问题处理完毕后,按启动按钮SB11将继续运行。
(3)急停:在自动循环状态时,遇紧急情况时,按SB10能禁止所有输出(应用M8034)。
(4)六档点动控制功能:按点动或自动切换按钮SB9时,电动葫芦、大车、小车处于行走范围内任何位置均可以实现点动控制功能,此时手动指示灯亮。
(5)来电或恢复供电指示功能:通电指示由Y04驱动,Y04通过特殊继电器M8000的常开触点联接,在PLC开机后,使Y04线圈被驱动,指示灯亮。
(6)越位报警功能:起重机运行时,当吊钩上升过程因重锤限位器失效,断火限位器SQ20将发挥作用,切断电动葫芦电机电源,或者当大车、小车移动时,只要碰到限位开关SQ12、SQ13、SQ15、SQ16,起重机则停止工作,报警灯亮。
PLC与变频器电气控制设计线路如图2所示。
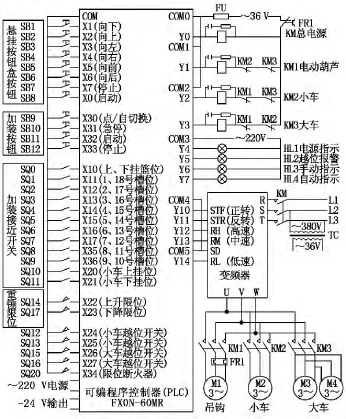
图2 PLC与变频器控制接线图
5 结束语
该起重机经多次调试和运行,各项功能均满足生产需求,系统性能稳定可靠,操作灵活方便,抗干扰能力强。特别是在运行中避免了急刹车所造成的振动和吊钩的晃动,实现了高效运行准确停车等功能。应用PLC、变频技术对单梁悬挂起重机改造成ABS塑料电镀自动生产线专用行车,不仅解决了企业实际生产中的困难,为企业提高生产效率和经济效益,还能为同类技术升级改造提供借鉴和参考。
[1]李敬梅.电力拖动控制线路与技能训练[M].北京:中国劳动社会保障出版社,2001.
[2]姚锡禄.变频器技术应用[M].北京:电子工业出版社,2009.
[3]宋峰青,陈立香.变频技术[M].北京:中国劳动社会保障出版社,2004.
猜你喜欢
湖南电力(2021年4期)2021-11-05
电子乐园·上旬刊(2021年8期)2021-05-16
中国特种设备安全(2021年9期)2021-03-02
快乐语文(2020年36期)2021-01-14
山西冶金(2020年3期)2020-07-15
中国特种设备安全(2018年10期)2018-12-18
山西冶金(2017年6期)2018-01-17
启蒙(3-7岁)(2017年9期)2017-02-26
石油化工建设(2015年2期)2015-12-01
铸造设备与工艺(2015年3期)2015-07-11
