尚品打刀缸的工作原理及其应用
2016-02-15 05:27李玉兰孔晓林张丽刘文
中国教育技术装备 2016年2期
◆李玉兰 孔晓林 张丽 刘文
尚品打刀缸的工作原理及其应用
◆李玉兰 孔晓林 张丽 刘文
通过分析尚品打刀缸的工作原理,介绍其在加工中心主轴自动抓刀和松刀控制回路中的应用。
打刀缸;工作原理;控制回路
10.3969 /j.issn.1671-489X.2016.02.046
1 前言
加工中心主轴的内部有刀具自动夹紧机构,换刀时,具有松开和夹紧刀柄的功用,是由打刀缸控制实现的。为培养北京电子科技职业学院数控设备应用与维护专业学生具备分析、维护和保养加工中心主轴打刀系统的专业技能,熟悉加工中心主轴打刀系统的组成及工作原理,开发以学生为主体的实践教学项目,以企业实际应用为背景,以实训设备为依托,自始至终贯穿工学结合的理念,购置尚品打刀缸,增加气、液、电综合控制回路设计和搭接。
2 尚品打刀缸工作原理
元件介绍尚品打刀缸上半部分是气缸,下半部分是液压缸,液压缸与油杯相通,液压缸底部为压杆回程气缸,如图1所示。松开和夹紧刀柄的动作是打刀缸及其气液回路控制完成。
如表1所示尚品打刀缸型号及技术参数,不同规格的主轴选用不同的打刀缸:30#主轴选用2.0 T*13 mm打刀缸、3.0 T*13 mm打刀缸;40#主轴选用3.5 T*13 mm打刀缸、4.5 T*13 mm打刀缸;50#主轴选用4.5 T*15 mm打刀缸、6 T*15 mm打刀缸。
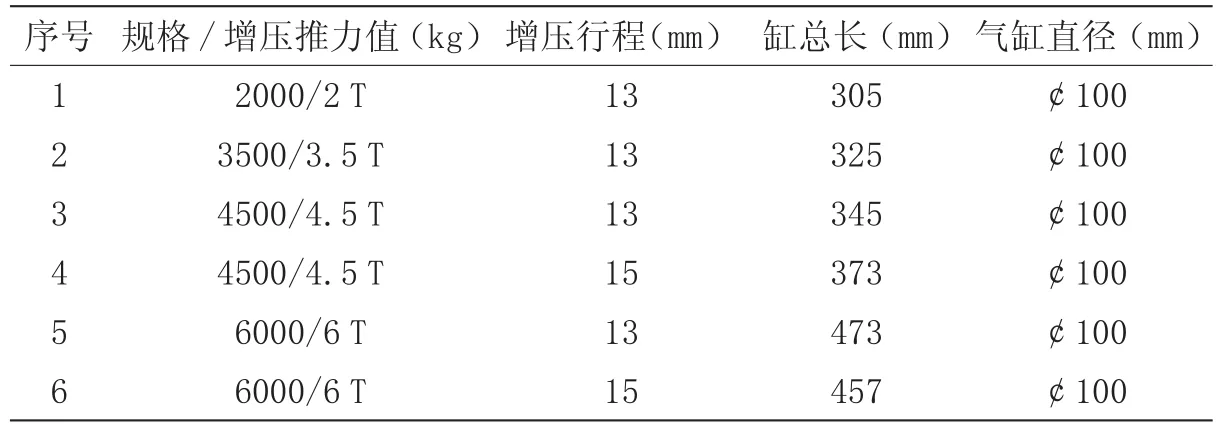
表1 尚品打刀缸型号及技术参数
工作原理尚品打刀缸是气液转换增力装置,打刀缸的气缸上腔进气,推动气缸活塞,并通过活塞杆推动液压缸中活塞向下运动,压缩密封在液压缸内的液压油,压力倍增,以推动压杆运动,作用于主轴。当液压杆向下运动至终点位置时,压杆上的一小孔与气路相通,压缩空气从压杆中心排出,实现主轴吹气功能。打刀缸的气缸下腔进气,气缸活塞返回,同时底部液压杆回程气缸接通,压杆返回到起始位置,主轴打刀动作完成。压杆上装有行程撞块,在其行程极限位置,分别撞其行程开关,其信号送入控制程序中,保证各部件间的协调,以免产生错误动作。

图1 尚品打刀缸实物图
尚品打刀缸主要用于加工中心刀具自动交换机构中的主轴打刀,实现机械装置的动作,还可作为夹具及其他机构的夹紧装置,能够做到空气、油液隔离,避免空气和液压油混合,造成出力不稳定或出力达不到要求,气压变成液压,充分发挥气动供气方便和液压速度容易控制的优点。
由图2可知:
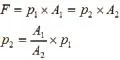
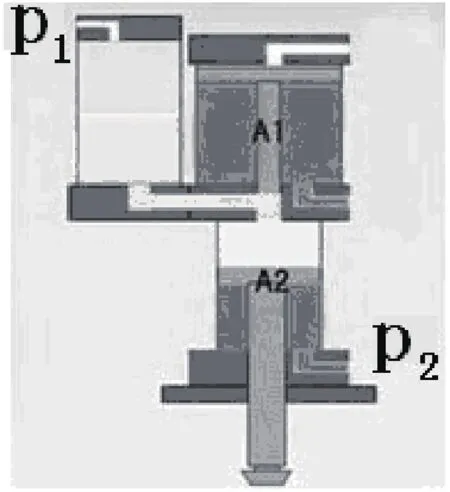
图2 工作原理图
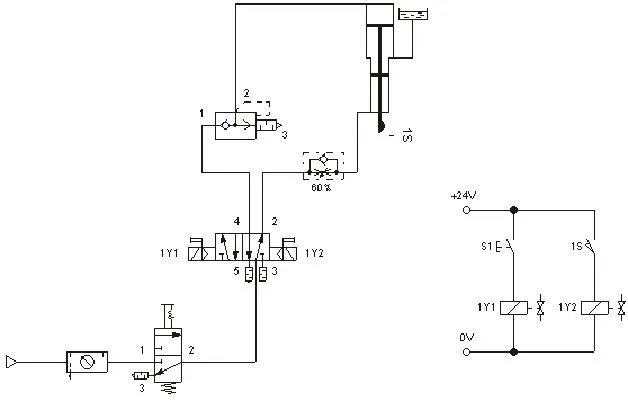
图3 加工中心主轴打刀系统的控制回路图
说明气液增压缸输出的液压力p2增高了的倍数。
特点尚品打刀缸具有如下特点:液压缸缸身,经硬膜处理,耐磨、散热快;低能源,低成本,安装容易;运用较低气压转为高液压油压力,达到与液压油压相对能量;密封元件选用进口密封圈,保证长期稳定的良好密封;控制元件选用知名品牌,保证控制准确、迅速。
3 加工中心主轴打刀系统的控制回路
加工中心主轴换刀时,具有自动松开和夹紧刀具动作,根据动作要求,设计控制回路。如图3所示,按下按钮S1时,电磁换向阀左位工作,打刀缸活塞杆向下运动、伸出,主轴内的四瓣爪打开,主轴完成松刀,松刀到位,行程开关1S发出电信号,电磁换向阀右位工作,打刀缸活塞杆向上运动、退回,主轴内的四瓣爪收拢、抓紧刀柄,主轴完成抓刀(图示是初始状态)。
打刀缸活塞杆的伸出速度是由单向节流阀实现调节,打刀缸活塞杆的快速退回是由快速排气阀实现。回路调试时,通气后可按下电磁换向阀手动复位按钮,检查打刀缸的动作。
为了换刀时主轴不受磨损、保证精度,电磁换向阀应该在力量足够时才推动打刀缸的活塞杆运动,否则控制打刀缸的活塞杆不运动。
4 打刀缸安装使用注意事项
1)打刀缸停机前,最后加工的刀具应在主轴未冷机前送回刀库,不可养成把刀具长期放在主轴上的不良习惯,因为刀柄长期热胀冷缩和切削液的腐蚀,会发生刀柄处生锈而打不下刀。
2)压缩空气气源应该为干燥、清净。要经常排放气源三联件中的积水,否则电磁换向阀的寿命会大幅度降低,致使打刀缸不能正常工作。压缩空气的压力应该稳定,应该保持在4.8~8.5 kgf/cm2范围内。压力过小,打刀缸出力不够;压力过大,会影响油封的寿命。在气路中增加压力开关检测,控制气路压力的最低值。
3)用于立式主轴的打刀缸必须垂直安装,固定打刀缸的支架固定面应该与主轴轴线垂直,允许误差不超过0.05/100 mm。
4)电磁换向阀线圈的电压应该符合DC24V要求。
5)油杯内应该加入R32-R68号液压油,初始加油时应该将打刀缸上下运动多次,排出液压缸中的空气。油杯中的液面应该保持在刻线范围内,一般安全油量最低为1/5,安全油量最高为4/5。养成定期检视油杯中的液压油量的习惯,及时补油或者更换液压油。一般首次加油应该使用六个月以上,以后如果补油,当间隔缩短到一个月内时,建议更换油封。
6)选用合适规格的打刀缸,避免打刀过大或者过小,一般应该为主轴打刀力的3~4.5倍。30#主轴一般选用2.5 T的打刀缸,40#主轴一般选用3.5 T的打刀缸,50#主轴一般选用4.5 T的打刀缸,50#大功率主轴一般选用6 T的打刀缸。
7)加工中心最好单独配置气源,如果与多台数控机床合用气源,其容量配置要加大,避免压力波动。
8)打刀缸的行程开关一定要安装牢固,不允许松动,避免发出错误信号。选用的刀柄和拉钉要合格,与标准尺寸相符,不能过长或者过短,造成打刀不灵活,损坏主轴、刀臂或者刀盘。
[1]苏新梅,周世琦,杨曾学.ZYG气液增压缸的原理及其应用[J].机械研究与应用,2008,21(2).
[2]打刀缸安装使用注意事项[EB/OL].http://www.yanweipm. com.
[3]打刀缸结构及工作原理[EB/OL].http://www.yanweipm. com.
G712
B
1671-489X(2016)02-0046-03
作者:李玉兰,北京电子科技职业学院机械工程学院副教授,研究方向为数控机床安装验收;孔晓林、张丽、刘文平,北京电子科技职业学院(100176)。
猜你喜欢
数学小灵通·3-4年级(2023年6期)2023-06-16
装备制造技术(2021年1期)2021-05-21
今日农业(2019年13期)2019-08-12
西南交通大学学报(2018年6期)2018-12-18
中国测试(2018年10期)2018-11-17
金属加工(冷加工)(2018年3期)2018-03-26
计算机测量与控制(2017年6期)2017-07-01
消费电子(2017年5期)2017-05-25
组合机床与自动化加工技术(2014年10期)2014-03-01
城市道桥与防洪(2013年5期)2013-03-11