
薄壁件射流镜像加工变形补偿研究
2016-02-24 01:18徐忠兰
组合机床与自动化加工技术 2016年1期
徐忠兰
(苏州工业职业技术学院 精密制造工程系,江苏 苏州 215104)
薄壁件射流镜像加工变形补偿研究
徐忠兰
(苏州工业职业技术学院 精密制造工程系,江苏 苏州215104)
摘要:低刚度薄壁件在切削加工过程中因切削力而容易产生切削变形和切削振动等尺寸误差,文章对薄壁件在加工过程中受到的力进行分析,并针对薄壁件在切削过程中因受切削力作用而产生尺寸误差的现象,提出一种应用水射流镜像加工薄壁件的方法,以此减小薄壁件的尺寸误差。最后,通过实验验证了水射流镜像加工技术可有效的提高薄壁件的加工精度。
关键词:薄壁件;变形;水射流;镜像加工
0引言
随着新世纪的来临,航空航天领域的国际化竞争越来越激烈,我国空军所面临的局势也更加复杂与尖锐。因此,需要设计和制造出更加优异的现代化飞机,由于目前对于大型复杂的航空零部件的铣削量特别大,如F-22的583框,毛坯重2227kg,经机械加工后,零件重122kg,去除率达到95%,并由于加工中各因素综合作用使航空零部件加工后的质量很难达到设计者的要求,这使得飞机等航空机械的寿命和可靠性大大降低。针对低刚度薄壁件加工中产生尺寸误差的现象,国内外专家和学者在这方面做了大量的研究。Tang[1]等人基于弹性力学小变形理论建立了薄壁件铣削加工过程中弹性让刀变形的理论模型。Ratchev[2]建立低刚度零件的切削力与变形的模型,实现了薄壁件加工变形的精确预测。Wan[3]等基于基础切削力建模方法及拓扑优化设计的变密度思想,建立了薄壁件加工表面静态误差预测模型。Beizhi Li[4]等对切削加工过程中工件因材料的去除而引起残余应力的重新分配进行研究,得出残余应力对工件尺寸误差的影响以及通过优化加工工艺可减小工件的尺寸误差。Jitender K. Rai[5]等通过将有限元法(FEM)和实验法相结合的方法,对薄壁件的变形进行预测以及应用实验的方法对数值模拟的结果进行验证。J. Loehe[6]等基于数值模拟薄壁件加工过程,得出可精准预测薄壁件因切削力、切削稳定而产生变形,可对实际过程中的实验进行指导。Weifang Chen[7]等认为工件切削加工当前层和待加工层之间具有一定耦合关系,即当前层材料的去除会引起工件的变形,从而使得实际切削深度和名义切削深度不相同,然后通过建立数学模型需对多层加工的薄壁件变形进行预测。
本文在深入研究造成薄壁件尺寸误差的力学模型基础上,提出一种射流镜像加工主动补偿方法。该方法应用镜像加工原理并利用水射流的冲击力来抵消加工中的切削力,因此来提高薄壁件的刚度,减小加工中的尺寸误差。
1薄壁件加工受力模型
切削力是薄壁件产生变形和振动等尺寸误差的主要因素,因此建立薄壁件切削加工中的受力模型非常重要,本文根据已有的相关文献[8]分析建立薄壁件切削加工的受力模型,如图1所示。

图1 薄壁件三维切削加工模型
由图1易知,引起薄壁件切削振动和变形的是Y方向的切削力Fy,Y方向的瞬时切削力和X、Z方向的瞬时切削力之间的关系为:
Fy(φ)=Ftsinφ-Frcosφ
(1)
其中,
(2)
kβ=2tanβ/D
(3)
式中,φ为刀具的齿位角;Φp为刀具的齿间角;j为刀具沿工件轴向切深积分。
在上图中任意单元微小截面中在加工过程中受到的切向和径向切削力为:
(4)

式中,Ktc、Krc、Kte、Kre分别为切向和径向切削力相关系数;Z为刀具竖直方向的间距。
联立上式等式,可得到沿刀具Y方向的切削力为:
2射流冲击特性及结构分布
本文将水射流应用在薄壁件加工中,因此按射流分类其属于非淹没非自由的射流。水由泵等压力源获得初始能量,使其在射流系统中以一定速度流动,最后由喷嘴流出作用于工件,示意原理图如图2所示。

图2 射流系统主要组成部分
2.1射流冲击模型
射流以一定速度从喷嘴出口处流出撞击于工件壁面,如图3所示。水经过压力源获得初始能量,使其在喷嘴入口处具有压力p1和速度ν1,利用伯努利方程,并假设喷嘴入口和出口处轴线在同一水平线上,则可得到它们之间的关系式[9-11]:
(5)
式中, ρ1/ρ2分别为喷嘴前/后流体的密度,kg/m3;ν1/ν2分别为喷嘴入/出口流体的平均流速,m/s;p1/p2分别为喷嘴入出口流体的静压力,Mpa。
由流体动力学可知,喷嘴入口与出口间的液体流动连续性方程,单位时间通过喷嘴内某截面的流量是相等的,则有:
ρ1·ν1·A1=ρ2·ν2·A2
(6)
式中,A1/A2为喷嘴入、出口截面面积,m2。
由于喷嘴为圆形结构,则喷嘴入口和出口的圆形截面面积分别为:
(7)
式中,d1/d2分别为喷嘴入口/出口处的直径,m。
联立等式(5)~(7),并假设射流流经喷嘴内外时的密度相同,ρ1=ρ2,可得流体的速度为:
(8)
(9)
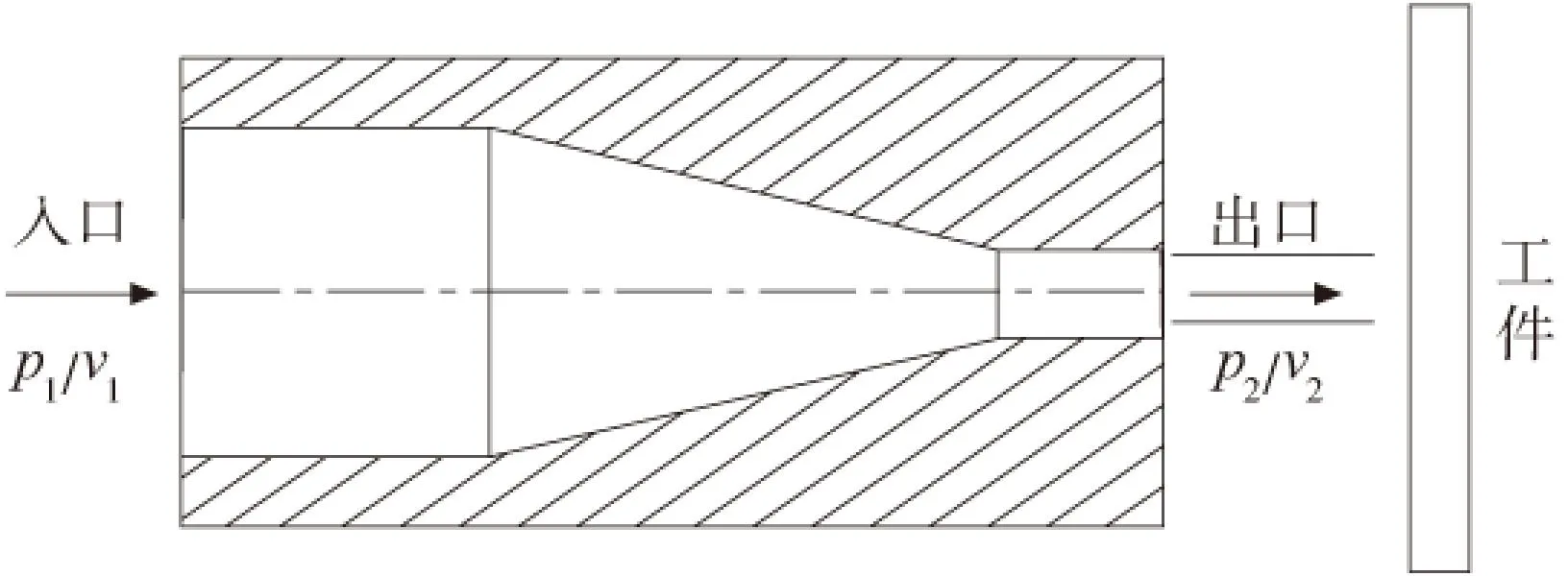
图3 射流冲击原理示意图
2.2射流结构
射流通过喷嘴射出后呈现如图4所示的结构分布。

图4 射流结构示意图
射流离开喷嘴后,按离喷嘴距离的远近可分为发展段、主流段以及初始段。初始段射流具有在该区域中截面任何位置处的液体的速度和离开喷嘴时具有的速度相同,即该区域的射流具有保持原有速度和压力的特性,初始段之后的射流在运动过程中由于受到空气阻力的作用,而使其速度逐渐减小。本文应用射流在初始段所具有的流体不变性来柔性辅助支撑低刚度薄壁件削加工,根据相关专家的研究,总结出射流初始段lf的经验表达式为:
(10)
将相关系数代入上式中,得水射流初始段lf大约等于100d,即喷距在这范围内调整不改变射流具有的速度。
由DeHaller的相关研究知,非淹没液固撞击时,射流对壁面产生的冲击力F为:
(11)
3射流镜像加工设计
在十九世纪随着科技的快速发展,人类赋予水射流强大的能量,水射流技术被正式应用在工业生产以及人们的生活中。本文利用射流的冲击特性在薄壁件另一侧镜像产生一个和切削力或主切削力峰量相位差180度的射流冲击力,如图5所示。薄壁件射流镜像加工中刀具和喷头分别位于工件的两侧,如图6所示。喷嘴射出的水仅起到辅助支撑作用,不破坏工件的材料。根据上述水射流的结构特性可知,喷嘴出口处的初始段中的核心区域中的射流具有速度和压力恒定不变的特性,本文利用该特性可以控制喷嘴与工件之间的距离,即可实现射流冲击力的精准控制和有效的减小加工中喷嘴因移动而产生的干涉,从而抵消加工中的切削力,提高薄壁件的加工精度。

图5 切削力和脉冲射流冲击力波形示意图

图6 薄壁件射流镜像加工实验原理图
4实验
本文应用7075铝合金材料的薄壁件分别进行有无射流支撑镜像加工,首先将尺寸为70mm×3mm×30mm的薄壁件用夹具装夹在UCp710加工中心的工作台上,然后应用铣刀直径为6mm的圆柱平头立铣刀对薄壁件进行有无射流柔性支撑镜像加工实验,实验参数如下:刀具转速16000r/min,每齿切削量为0.05mm,切深为0.8mm;喷嘴直径为2mm,喷距为80mm,压力源提供的初始压力为6Mpa。对有无射流支撑镜像加工后的薄壁件采用三坐标测量机测量薄壁件加工部位的尺寸误差,并分别沿着薄壁件的顶端直线的长度方向中心线每隔5mm测量一个点,测量过程如图7所示。
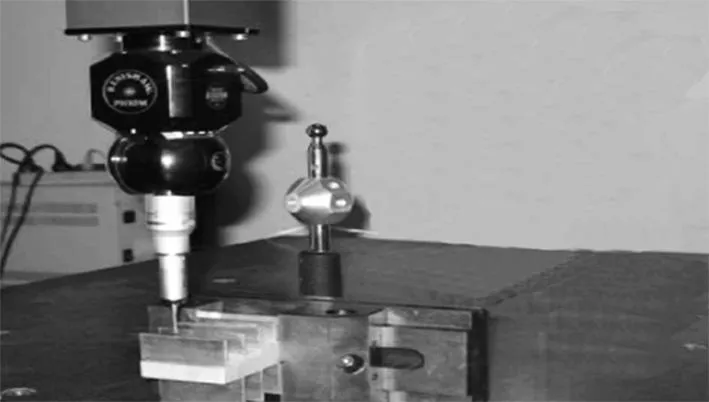
图7 薄壁件测量现场
对上述获得的测量数据进行整理分析,获得薄壁件在有无射流柔性支撑镜像加工时的尺寸误差,误差结果如图8所示。
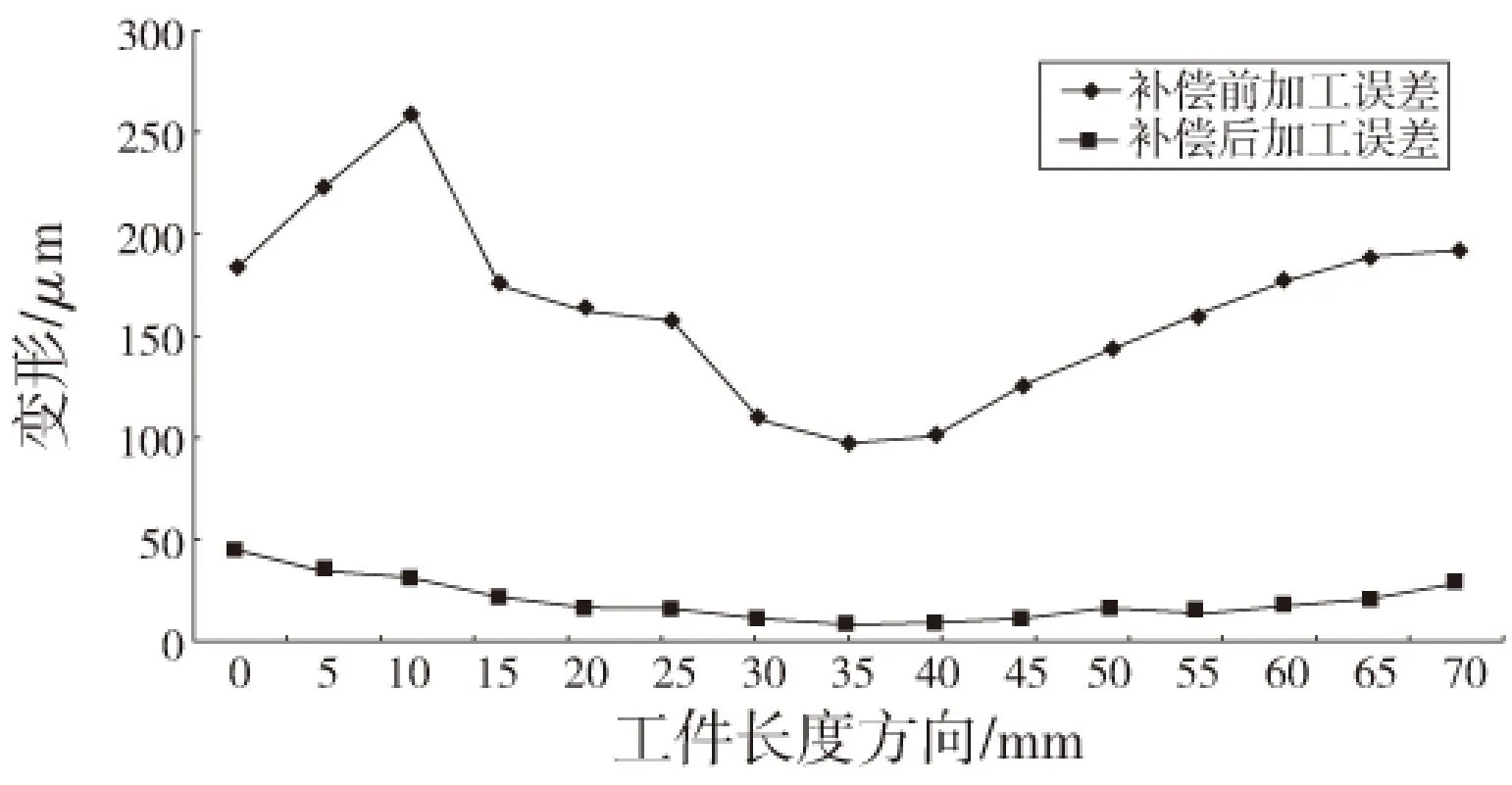
图8 有无射流支撑薄壁件镜像加工误差对比图
由图8可明显看出,无射流支撑薄壁件镜像加工后的尺寸误差较大,有射流支撑加工尺寸误差显著减小。从图8得出无射流支撑薄壁件镜像加工时的薄壁件顶端处尺寸误差呈现出中间小两端大的趋势,最大处的尺寸误差为0.255mm;有射流支撑时上述两处的尺寸误差范围在0.010mm~0.048mm,并基本呈现一水平直线关系,很好的抑制了薄壁件加工过程中的尺寸误差。
5结论
针对薄壁件的低刚度特性,在加工过程中易产生尺寸误差。本文通过建立低刚度薄壁件切削加工力学模型,并分析易知导致薄壁件尺寸误差的主要的切削力是背向力。因此,本文提出水射流镜像加工薄壁件的工艺方法来减小薄壁件的加工误差。最后,通过实验方法证明了水射流支撑镜像加工薄壁件可显著提高其加工精度和自身刚度。
[参考文献]
[1] Tang Aijun, Liu Zhanqiang. Deformations of thin-walled plate due to static end milling force[J]. Journal of Materials processing Technology, 2008,206(9):345-351.
[2] Ratchev S, Liu S, Becker A A. Error compensation strategy in milling flexible thin-wall parts[J]. Journal of Materials processing Technology,2005, 162(5): 673-681.
[3] Wan M, Zhang W H, Tan C,et al. Systematic simulation procedure of peripheral milling process of thin-walled workpiece[J]. Journal of Materials processing Technology, 2008, 197(3):122-131.
[4] Beizhi Li, Xiaohui Jiang, Jianguo Yang, et al. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part[J]. Journal of Materials processing Technology. 2015, 216(2): 223-233.
[5] Jitender K Rai , paul Xirouchakis. Finite element method based machining simulation environment for analyzing part errors induced during milling of thin-walled components [J]. International Journal of Machine Tools and Manufacture, 2008,48(6): 629-643.
[6] J Loehe, M F Zaeh, O Roesch. In-process Deformation Measurement of thin-walled Workpieces[J]. procedia CIRp, 2012,1:546-551.
[7] Weifang Chen, Jianbin Xue, Dunbing Tang,et al. Deformation prediction and error compensation in multilayer milling processes for thin walled parts [J]. International Journal of Machine Tools and Manufacture, 2009,49(11): 859-864.
[8] 陈蔚芳,楼佩煌, 陈华. 薄壁件加工变形主动补偿方法[J]. 航空学报,2009,30(3):570-576.
[9] 刘军壮.高压水射流在再制造清洗中的应用[D].山东:山东大学,2012.
[10] 林府进,夏永军,周卫东. 高压水射流冲击压力分布规律的研究[J]. 矿业安全与环保,2008,35(1):8-10.
[11] 张师帅.计算流体动力学及其应用-CFD软件的原理与应用[M]. 武汉: 华中科技大学出版社,2011.
(编辑李秀敏)
Research on Deformating Compensation in Thin-walled parts Jet Image Machining
XU Zhong-lan
(precision Manufacturing Engineering Department,Suzhou Institute of Industrial Technology, Suzhou Jiangsu 215104, China)
Abstract:Due to cutting force in machining process, it can easies to produce the size error such as cutting deformation and cutting vibration of low rigidity thin-walled parts. This article carries on the analysis of thin-walled parts in the machining process by force. Thin-walled parts in machining process due to the cutting force generated size error phenomenon, and new machining method is proposed which is using water jet image machining thin-walled parts, in order to reduce the size error of thin-walled parts. The experimental results validate the water jet image machining technology can effectively improve the machining precision of thin-wall parts.
Key words:thin-walled parts; deformation; water jet; image machining
中图分类号:TH161.6 ;TG54
文献标识码:A
作者简介:徐忠兰(1970—),女,江苏兴化人,苏州工业职业技术学院副教授,硕士,研究方向为CAD/CAE/CAM,(E-mail )xuzhonglan1970@yeah.net。
收稿日期:2015-03-02;修回日期:2015-04-01
文章编号:1001-2265(2016)01-0137-03
DOI:10.13462/j.cnki.mmtamt.2016.01.038
猜你喜欢
智慧少年·故事叮当(2020年10期)2020-11-06
中华诗词(2020年1期)2020-09-21
制造技术与机床(2019年4期)2019-04-04
作文周刊·小学二年级版(2018年29期)2018-11-26
中国测试(2018年10期)2018-11-17
小学生作文(中高年级适用)(2018年5期)2018-06-11
制造技术与机床(2017年7期)2018-01-19
数学大王·中高年级(2016年12期)2016-12-26
爆炸与冲击(2015年3期)2015-06-07
科学中国人(2015年13期)2015-02-28
