ISO 2553:2013焊接符号标注标准在轨道车辆行业中的应用理解
2016-03-21 02:37程石来张永杰
轨道交通装备与技术 2016年1期
林 燕 程石来 张永杰 张 健
(青岛四方庞巴迪铁路运输设备有限公司 山东 青岛 266111)
ISO 2553:2013焊接符号标注标准在轨道车辆行业中的应用理解
林 燕 程石来 张永杰 张 健
(青岛四方庞巴迪铁路运输设备有限公司 山东 青岛 266111)

焊接符号;标注标准;轨道车辆

1 A和B两套标注体系并行
2013版同时规定了A和B两套标注体系,但在同一套图纸中,只能采用其中1套标注体系,且要求在图纸中明确说明具体采用哪套标注体系。
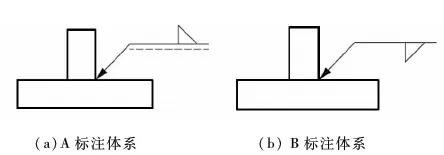
(a)A标注体系(b) B标注体系图1 A、B两种焊接标注体系
基于A、B两套标注方式的差异及国内行业标准体系的沿续性,轨道车辆制造行业应优先采用A标注体系。在A标注体系中,参考线有实线和虚线2种,焊接符号可以标在实线侧(上侧),也可以标在虚线侧(下侧),而在B标注体系中,参考线只是由1条实线构成。
同时焊缝在箭头所指侧的表达方式有区别:在A标注体系中,焊缝在箭头所指侧时,焊接符号需标识在实线侧,符号可以在实线的上侧或下侧;而在B标注体系中,当焊缝在箭头所指侧时,焊接符号只能标识在参考线的下侧。
2 定义了背部焊透、背部焊、封底焊的区别
与1994版相比较,在2013版的标注中,明确规定了“背部焊透”、“背部焊”、“封底焊”,指出三者都只能用于对接焊缝,同时明确了三者在标识上的区别:
“背部焊透”的焊接符号(见图2)代表焊接时要求单面焊时需双面成型,强调的重点是背部必须成型。同时在标注上,还可以定义背部成型后余高的具体背透值的要求,如图2(a)所示。
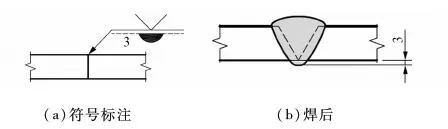
(a)符号标注 (b)焊后图2 背部焊透符号标注
“背部焊”与“封底焊”在焊接符号标注上基本相同(见图3),2013版的新标准是通过操作时的顺序来区别两者。“背部焊”代表先焊正面的焊缝然后翻过来焊背面的焊缝,而“封底焊”代表先焊背面的封底焊缝,再翻过来清根,焊正面的V型焊缝。当两者在符号表达上可能会有歧义时,需通过操作顺序来明确(见图4),其中最靠近工件的为第1步操作。
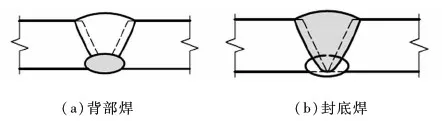
(a)背部焊 (b)封底焊图3 背部焊与封底焊区别
3 角焊缝表达
2013版的新标准中,对角焊缝的表达新增加了一些规定,如:不对称焊脚2个尺寸分别为4 mm和8 mm,则可以用符号直接标注为Z14Z28。有了新规定之后,原1994版角焊缝表达上存在的标注争议,都明确了界定。
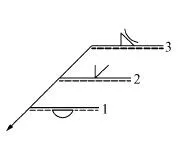
图4 标注与焊序
“对于一个两面都是角焊的接头而言,即使其两侧的焊缝是对称的,其两侧的焊脚尺寸也必须标注”。这项规定,对于铁路行业常用的加强筋焊接标注要求十分清楚:如图5标注的筋板角焊,图(a)和(b)表达都是错误的,图(c)才是正确的。
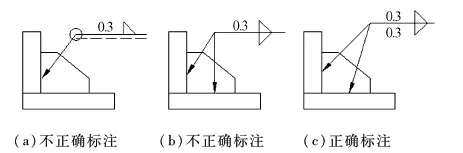
(a)不正确标注(b)不正确标注(c)正确标注图5 对称角焊的标注
另外,在2013版的新标准中,引入了角焊缝的“熔深”概念,这对于一些特殊强度要求的角焊起到了很好的质量判定作用,明确了角焊时母材上熔深的要求。“熔深s和焊喉厚度a与数字一起,作为焊接符号标注的一部分”,如图6所示。
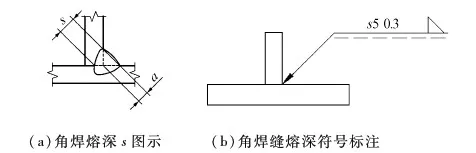
(a)角焊熔深s图示 (b)角焊缝熔深符号标注图6 角焊缝熔深符号标注
4 部分焊接符号变化
4.1 新增螺柱焊、喇叭口型焊、销钉焊焊接符号
在2013版新标准中新增加了3种焊接符号:螺柱焊、喇叭口型焊和销钉焊(见图7)。其中前2种焊接符号是铁路车辆行业中应用最为广泛的焊接型式。在此之前,螺柱焊采用面接触符号“=”代替;喇叭口型焊,一般采用对应的“V”或“Y”代替;这些标注,在实际生产中都会对一线操作焊工形成一定程度的误导。
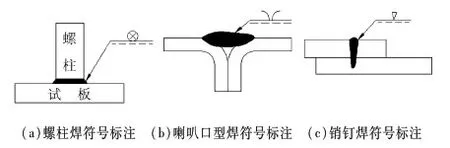
(a)螺柱焊符号标注 (b)喇叭口型焊符号标注 (c)销钉焊符号标注图7 新增符号标注
4.2 统一了V与Y型焊缝、熔深与坡口深度的认识
2013版的新标准中,阐明了熔深s与坡口深度h间的关系:熔深s可以大于、等于或小于坡口深度h。同时,通过熔深与坡口深度的关系,新标准中将V与Y型对接焊缝都统一起来,归结为V型对接焊缝,即:V型焊缝可以不全熔透,Y型焊缝可以全熔透、也可以不全熔透,如图8所示。无论是V型焊缝还是Y型焊缝,如果不全熔透时,都需在焊接符号的前面增加具体的熔深值。在具体标注时,s和h都需用具体的数值取代,同时坡口深度h一般可以不标注出来。图9给出了轨道行业常见、且在标注时易造成混乱的接头的熔深s与坡口深度h关系。
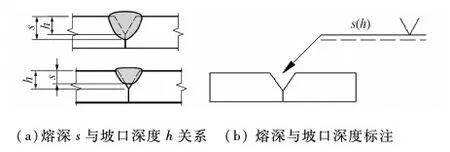
(a)熔深s与坡口深度h关系 (b) 熔深与坡口深度标注图8 熔深s与坡口深度h
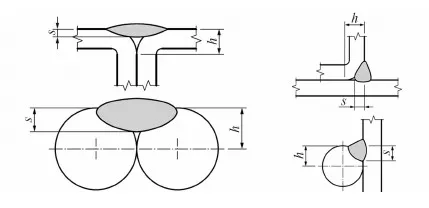
图9 常见接头的熔深s与坡口深度h关系
4.3 细化了点焊、缝焊工艺及符号标注区分
点焊和缝焊根据其工作原理的不同,可以分为电阻点焊、熔化点焊和电阻缝焊、熔化缝焊。电阻点焊和电阻缝焊的焊接熔合是发生在2个工件的接触面上,属于电阻焊的一种。而熔化点焊、熔化缝焊焊接熔合时,上层工件的焊接区是完全熔化的,下层工件仅上表面部分熔合,属于熔化焊的一种。在旧标注标准中,这2种焊接工艺是无法通过焊接符号标注加以区分的,而在2013版的新标注标准中,其通过焊接符号标注得以区分,如图10所示。
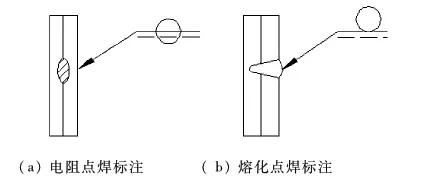
(a) 电阻点焊标注( b) 熔化点焊标注图10 点焊标注
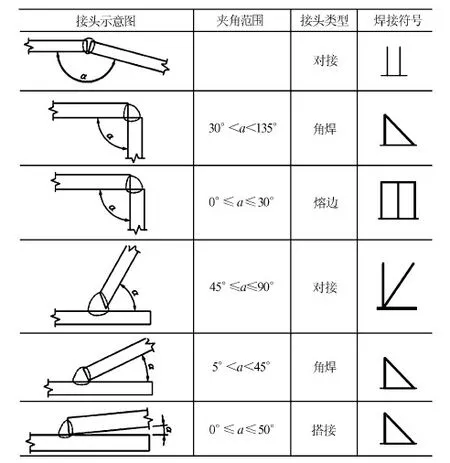
5 新增了接头型式转换点的定义
因2个工件间接头夹角原因,通常会导致接头类型归属认识上的歧义或误判,如:两板带有一定角度搭接,到底是属于搭接还是角焊?在新版的标准中,对这种情况进行了明确定义,如表1所示。
6 结论
新版的焊接符号的标注标准对于焊接术语表达有了较为清楚的界定,同时也在一定程度上为焊接行业的发展,提供了相应的理论支持。□
表1 接头型式对照表
(编辑:缪 媚)
2095-5251(2016)01-0050-02
2015-03-13
林 燕(1975-),女,硕士研究生学历,工程师,从事铁道车辆相关工艺工作。
G307
B
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
中国金属通报(2022年1期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
焊接(2020年9期)2020-12-28
中国新技术新产品(2020年6期)2020-06-19
航天制造技术(2020年1期)2020-03-28
电子制作(2019年10期)2019-06-17
汽车文摘(2016年6期)2016-12-07
现代制造技术与装备(2015年4期)2015-12-23
应用科技(2015年5期)2015-12-09