刻度标尺在带式输送机头部伸缩装置上的应用
2016-04-08 02:21周虹伯
港口装卸 2016年1期
关键词:带式输送机
周虹伯 金 烨
(1 河北华电曹妃甸储运有限公司 2 华电重工股份有限公司)
刻度标尺在带式输送机头部伸缩装置上的应用
周虹伯1金烨2
(1河北华电曹妃甸储运有限公司2华电重工股份有限公司)
摘要:阐述了刻度标尺精确定位技术的工作原理及其系统构成,分析了其检测技术在带式输送机头部伸缩装置自动化控制系统中的应用。该技术可以精确完成带式输送机头部伸缩装置的位置监测及自动定位给料,实现降低现场操作人员的劳动强度,保障现场操作人员职业健康,减少误操作。
关键词:带式输送机; 头部伸缩装置; 刻度标尺; 位置检测
1引言
带式输送机头部伸缩装置布置于输送系统的物料转运点,实现对多路输送的交叉换位给料,主要用于卸料装置或地下转运站,以及料场转运站和料斗间转运站,作为甲、乙带式输送交叉换位之用。根据工艺流程的需要,其主要使用于卸料装置与系统的交叉作业、料场带式输送机与系统的交叉作业、系统与料斗间带式输送机的交叉作业[1]。
带式输送机头部伸缩装置上配备现场操作控制箱,常规操作方式为操作人员随带式输送机头部伸缩装置前后行走,当需要移动到另外一条带式输送机给料点时,需要手动操作带式输送机头部伸缩装置走到下一个带式输送机下料点,人随车走。
这种操作模式在使用过程中存在以下2个问题:
(1)由于控制箱固定在带式输送机头部伸缩装置上,操作人员在操作时必须与带式输送机头部伸缩装置一起行走,在现场环境较为恶劣的情况下,使工人劳动强度增加,职业健康受到危害,同时给安全生产埋下了隐患。
(2)多条带式输送机下料点在一个平台,操作人员需要通过目测观察输送机的下料点,并与中控人员通过对讲系统确认对应的下料皮带,过多的人为参与使误操作率增加,易引起堆料、串料事故发生。
2系统构成
刻度标尺带式输送机头部伸缩装置自动控制系统主要由位置检测部分、PLC控制部分、上位机部分等构成[2-3+]。
(1)位置检测部分:采用刻度标尺精确定位系统来检测带式输送机头部伸缩装置的实时位置,标定各输送皮带下料槽的位置。
(2)PLC控制部分:发出小车位置信号,接收中控上位机工作指令,并控制变频器工作。
(3)上位机部分:通过友好的人机界面,根据生产工艺流程制定生产流程,下达到PLC。
带式输送机头部伸缩装置自动控制系统构成见图1。
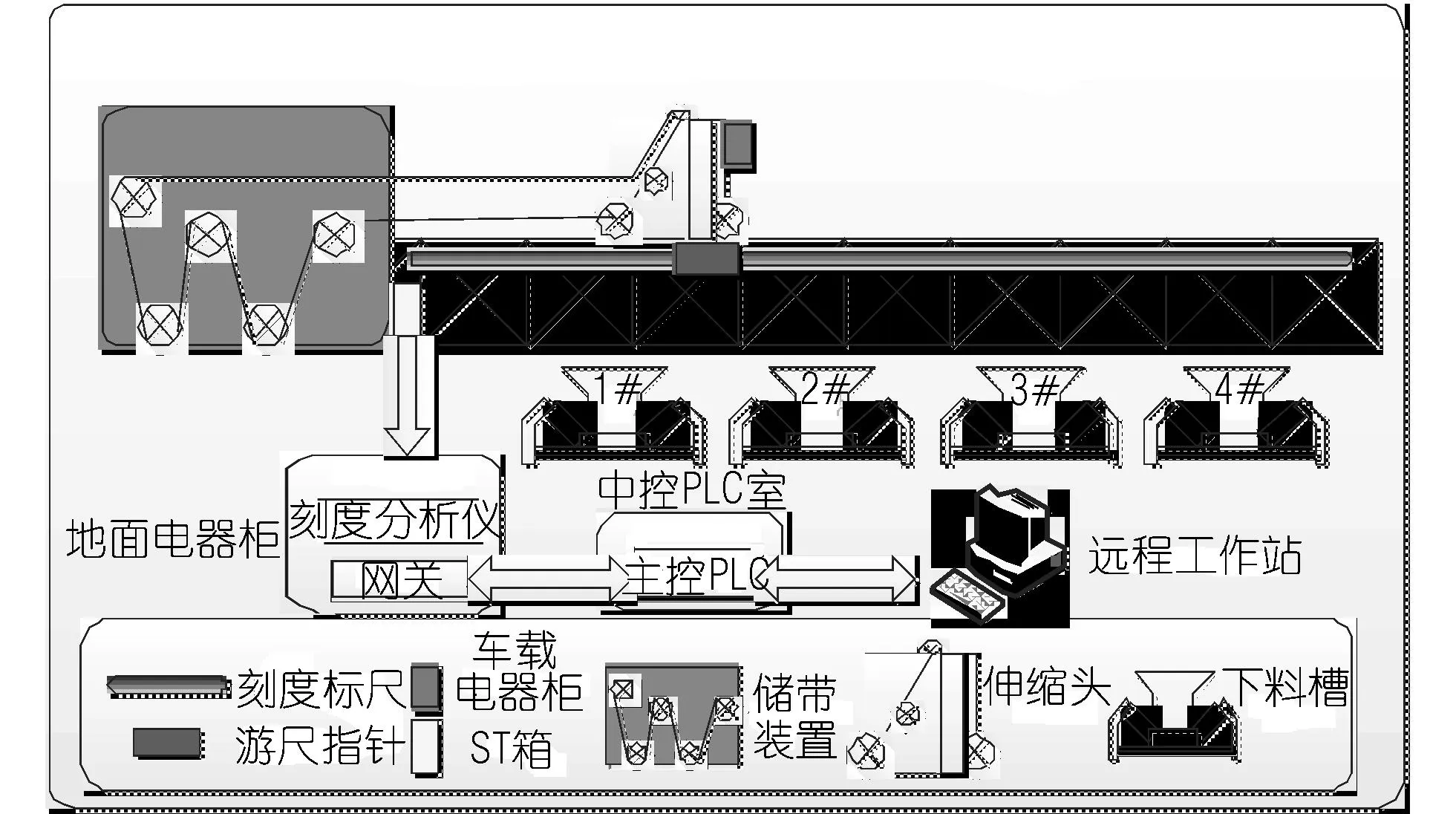
图1 带式输送机头部伸缩装置自动控制系统示意图
3刻度标尺定位及其工作原理
3.1刻度标尺定位
刻度标尺精确定位系统包括1台地面电气柜(含刻度分析仪)、1台车载电气柜(含刻度生成仪)、刻度标尺及游尺指针等。其中,刻度标尺是由扁平状的PVC合成材质外壳材料和内部按照二进制数字编码规律编制的芯线构成,类似一把有刻度的标尺,一般安装在沿移动搬运设备运行轨道单侧边,或者沿运行轨迹铺设在地面上,或安装在轨道旁的栅栏立柱上均可,需要检测多长的位移就铺设多长的刻度标尺。游尺指针安装在移动搬运设备上,用于识别本移动搬运设备所在的位置。游尺指针相对刻度标尺平行非接触移动,游尺指针指向的刻度即是当前位置值,可以在车上或地上得到位移量,无需初始参考点,定位精度可达到5 mm,分辨率可达2 mm,可以断续或连续检测,尤其适用于轨道不平整的大车或环形运动机械位移检测。
3.2刻度标尺工作原理
刻度标尺精确定位系统采用法拉第电磁感应定律(磁力线传导原理)来检测移动搬运设备的位移量,当游尺指针线圈中通入交变电流时,在游尺指针附近会产生交变磁场。刻度标尺近似处在一个交变的、均匀分布的磁场中,每对刻度标尺芯线会产生感应电动势。刻度生成仪信号通过电磁耦合方式传送到刻度标尺的感应环线上。刻度分析仪对接收到的信号进行相位比较。交叉线的信号相位与平行线的信号相位相同,地址为“0”;交叉线的信号相位与平行线的信号相位相反,地址为“1”。这样感应的地址信息是数字编码排列,由此确定游尺指针在刻度标尺长度方向上的位置,对应就是移动搬运设备行走位置。其电磁感应原理如图2所示。
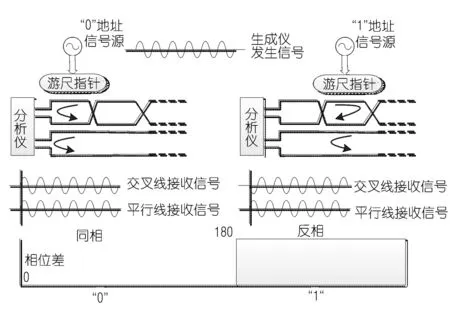
图2 电磁感应原理图
3.3刻度标尺构成
(1)车载子系统。由游尺指针、车载电气柜(内含刻度生成仪、开关电源等)组成。
(2)地面子系统。由地面电气柜组成(内含刻度分析仪、开关电源、网关、标尺引线转换器等)。
(3)刻度标尺子系统。由专用刻度标尺、ST箱、普通电缆以及各种用于刻度标尺安装、固定、防护机构组成。
刻度标尺系统结构如图3所示。
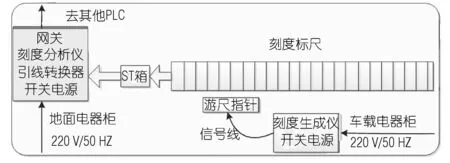
图3 刻度标尺系统结构图
4刻度标尺位置检测技术应用
4.1刻度标尺位置检测系统
游尺指针外形是扁平的工程塑料箱,安装在机头上一个延伸杆的顶端、紧靠着刻度标尺附近。机头前进时,游尺指针也将沿着刻度标尺平行移动。游尺指针是机头地址测量的形象指针,所以在系统运行和日常维护时,一定要保证安装牢固,让游尺指针外平面与刻度标尺始终保持在150 mm±50 m的距离。移动时不要发生与其他物件碰撞。刻度标尺子系统包括刻度标尺、安装支架、拉紧装置、接线箱以及各种电缆。刻度标尺平行安装在带式输送机头部伸缩装置轨道一侧。机头在行驶过程中,机头游尺指针按照一定距离沿着刻度标尺方向前进或后退。地面控制柜内刻度生成仪输出位置信号给PLC,再通过光纤和上位机联机。
4.2全自动操作控制系统
系统采用罗克韦尔Logix5000系列PLC控制,位移信号由安装于现场的刻度分析仪输出后,使用ControlNet现场总线协议接入PLC的通信模块上,最终将位移信号以整数形式写入PLC内的固定寄存器。带式输送机头部伸缩装置的行走控制由PLC编程,通过输出的开关量信号控制。上位机人机界面采用罗克韦尔基于Windows环境的工业监控软件RSView32制作,使用第三方通讯软件Kepware作为驱动,通过OPC方式完成上位机与PLC系统之间的通讯。
通过刻度标尺位置检测系统和上位机操作系统的协同工作,可以确保带式输送机头部伸缩装置行走平稳,停止位置准确可靠,在输料系统中将不同的料种卸到指定的输送皮带上,满足工艺需求。按操作方式可设置“手动”和“自动”切换功能,使系统在非常情况下仍能通过现场手动操作来完成配料卸料作业,不影响生产的正常进行。
4.3带式输送机头部伸缩装置自动定位系统运行模式
在自动模式下运行时,需要操作人员根据工艺需求情况在画面中选取相应的输送皮带,当PLC接到此指令后,就会比对目前带式输送机头部伸缩装置所在的实际位置和目的位置,使带式输送机头部伸缩装置自动前进或后退,直到到达指定输送皮带下料点后停车。
在控制带式输送机头部伸缩装置自动行走时,软件根据系统的延时和带式输送机头部伸缩装置的惯性,计算出刹车提前量,通过变频器控制抱闸的动作,实现带式输送机头部伸缩装置的准确停车。
5结语
系统经安装调试并长期运行后,实现了生产过程的计算机管理远程监控,降低了操作人员的劳动强度,提升了岗位职业健康水平及生产管理水平。友好的人机界面,可以在上位机操控带式输送机头部伸缩装置运行,通过控制带式输送机头部伸缩装置的行走,实现带式输送机头部伸缩装置行走定位精度在±10 mm之间,实时检测带式输送机头部伸缩装置当前位置,即所处输送皮带下料槽位置识别,实现了带式输送机头部伸缩装置的自动工位转换。采用非接触式刻度标尺位置检测技术采集实时位置,可断续或连续检测,分辨率可以达到2 mm,实现精确作业,优化流程,降低误操作率的要求。
参 考 文 献
[1]吴波,廉自生. 可伸缩带式输送机变频自动张紧装置设计[J]. 煤矿机械, 2015,36(08):201-203.
[2]李光布. 基于计算机仿真的带式输送机动态特性预测和控制[J].起重运输机械,2005(2):47-49.
[3]李永华,毛君,黄洪钟. 带式输送机动态设计的自动建模与仿真[J]. 重庆工学院学报,2003,17(2):1-5.
周虹伯: 063200, 河北省唐山市曹妃甸区新城大街220号
Application of the Graduated Scale on Telescopic Device at the Head of Belt Conveyor
Zhou Hongbo1Jin Ye2
(1Hebei Huadian Caofeidian Storage and Transportation Co., Ltd.,2Huadian Heavy Industries Co., Ltd., )
Abstract:This paper describes the working principle and system composition of the precise positioning technology with graduated scale, and analyzes the application of its detection technology in the automatic control system of belt conveyor head. The position monitoring and automatic positioning feeding of the telescopic device on belt conveyor's head can be accurately realized by using this technology. The goal of reducing the labor intensity and securing the occupational health of the operators in the field, keeping away from mistake operation can be achieved.
Key words:belt conveyor; head telescopic device; graduated scale; position detection
DOI:10.3963/j.issn.1000-8969.2016.01.020
收稿日期:2015-08-14
猜你喜欢
科技创新与应用(2017年3期)2017-02-18
科技创新与应用(2017年2期)2017-02-09
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年28期)2016-10-14
科技传播(2016年7期)2016-04-28
中国高新技术企业(2015年32期)2015-09-01