影响连铸板坯火焰切割机效率的因素及采取的措施
2016-05-16 05:38侯兴汶
四川冶金 2016年1期
侯兴汶,刘 江
(宝钢集团梅山钢铁公司制造管理部,南京210039)
影响连铸板坯火焰切割机效率的因素及采取的措施
侯兴汶,刘 江
(宝钢集团梅山钢铁公司制造管理部,南京210039)
摘 要:对于采用在线火焰切割机进行连铸板坯切割的炼钢厂来说,连铸板坯火焰切割机的切割效率不但和切割设备检修维护的功能精度密切相关,而且受能源介质气体和操作参数的选取直接影响,科学合理的板坯切割对连铸板坯的切割质量、能源消耗和工作环境等的影响十分关键。它直接影响着连铸的技术经济指标。在分析影响连铸板坯火焰切割机切割效率的因素基础上提出提高其切割效率的措施。
关键词:火焰切割机;火焰;板坯;气体;割嘴;割速;效率
1 引言
对于采用在线火焰切割机进行连铸板坯切割的炼钢厂来说,火焰切割机切割效率的高低不但直接影响着切割用能源介质气体(燃气和氧气)消耗量的多少,而且关乎板坯收得率的指标高低,还对切割现场环境的声光和粉尘污染多少有着必然的因果联系,最终影响到钢厂的效益。提高连铸板坯火焰切割机的效率是炼钢连铸板坯切割十分重要的工作。
板坯火焰切割的过程:利用可燃气体与低压氧气混合燃烧火焰的能量将板坯金属加热至燃点,然后打开氧气阀门,向达到燃点的切割区域喷射高纯度、高压力的氧气,使该区域的金属充分燃烧,并释放大量的热能。在燃烧的过程中形成的熔渣被高压氧气流吹除。燃烧过程中释放的热量同预热火焰在一起,继续将切割区下部及切割前进方向的金属元素加热至燃点,使燃烧连续,直至完成切割全过程[1]。
2 影响连铸板坯火焰切割效率的因素
2.1 切割设备
2.1.1 割嘴型号
割嘴型号与可切割板坯厚度存在一定的关系,割嘴号数越大,可能切割的板坯厚度越厚[2]。正确选取割嘴型号对板坯切割综合影响十分关键。割嘴选择型号过大,将会造成实际切割过程中燃气与氧气的消耗量增加,同时板坯切割过程形成的割缝变大,金属的切损增加。割嘴选择型号过小,容易造成切割面倾斜和切割面下缘粘渣,同时板坯的切速不能太快,否则容易造成板坯切不断的情况,增加二次切割的几率。
2.1.2 割嘴高度
割嘴高度指割嘴到待切板坯的距离。割嘴高度过低会使切口发生熔塌,切割面上缘熔化或呈珠链状,飞溅的熔渣易反冲,挂渣堵塞割嘴,有时可能发生回火;割嘴高度过高会使板坯预热面积增加,热损失增大,降低预热效果,减慢切割速度且割缝变宽,降低板坯收得率。
2.1.3 切割设备系统的功能精度
切割设备系统的功能精度是提高板坯火焰切割机切割效率的前提。板坯火焰切割机的安装满足机械、电器、仪表及切割程序自动化的精度要求和使用的工作环境条件至关重要,如果工作中切割设备的功能精度和工作环境条件发生变化不完全满足切割要求时,会直接降低切割机的切割效率,甚至影响板坯切割的正常进行。
2.2 切割用介质气体对切割的影响
2.2.1 燃气
切割用燃气及其参数的选取、合理的切割程序等直接影响预热火焰的功率。
燃气的种类及其相应的燃值会影响预热火焰的功率,对正常的板坯切割质量和切割过程的影响不大,但燃气中的灰分与水分杂质会产生一定影响。在预热火焰的燃气压力与流量一定的情况下,随着燃气中的灰分与水分杂质含量增加,预热火焰的温度相应降低,板坯的预热时间随之需要延长,严重时可能导致板坯切割过程无法有效进行。当然燃气的流量与压力不满足板坯切割条件时,板坯切割将很受影响。燃气压力过高将造成过热,在接近顶部的切割面会形成较大的凹槽;燃气压力过低就难以保证切割的顺利进行。
2.2.2 切割氧气
正常板坯切割用氧气纯度不低于99.5%,在板坯火焰切割过程中氧气纯度对切割氧气耗量、切割速度及切割质量的影响比较大。氧气纯度降低,金属在氧气中燃烧效果变差,可能导致切割速度降低,耗氧量增加,切割断面粗糙,挂渣和形成板坯较多毛刺。如果毛刺去除不干净,将会影响热轧钢卷的质量稳定。
在切割氧压力一定的条件下,随着高压氧流量的增加,切割速度可以适当提高,当氧流量达到最佳临界值时板坯切割效果也最好。
随着高压切割氧压力在一定范围内的提高,氧流量相应增加,能够切割的板厚度也可以增大。当其增加到一临界值,可切割的板坯厚度也达到临界最大值,超过此临界值时,可有效切割的板坯厚度会相应减少。
若切割氧压力太高,不仅造成资源浪费,而且易发生切割面粗糙和内凹,在切割板坯表面附近都会产生沟槽现象,给后续清渣带来困难;切割氧压力太低,容易造成切割面倾斜和下缘粘渣,切割面有较厚的鳞片熔入难以去除。
2.3 板坯因素
2.3.1 连铸板坯到达切割点的温度
连铸板坯到达火焰切割机切割点的温度与所浇注钢种的冷却强度和拉速密切相关。连铸浇铸拉速越高,板坯到达切割点的温度越高,板坯预热及切割所必须的煤气及氧气消耗量相应减少;在切割用预热火焰的功率、氧气流量与压力不变的条件下即切割火焰相同的情况下,切割的速度可相应适度地提高,切割所形成的割缝也相应减小;反之亦然。
2.3.2 铸坯变形与金属中杂质和缺陷的影响
板坯变形容易造成板坯切割过程中火焰摆动,与切割粒化水可能相遇,降低切割火焰的温度,进而影响板坯切割的效果。
金属中含有的其它杂质对火焰切割有很大影响,有的非金属杂质甚至不能与氧气发生氧化反应造成板坯熔融,致使火焰切割在此处不能有效进行。
2.4 操作因素
2.4.1 切割火焰
在切割设备一定的情况下,割炬前的切割氧压力值、切割氧与燃气比例的调节非常关键,必须将割枪火焰调整到最佳(预热火焰功率最适中),过大或过小都会影响板坯的切割效率。如果切割火焰最佳时,燃气用量相对节省,割缝也较小,切割效率高。如果切割火焰调节不好,既不能提高板坯切速,也不能保证切割质量,甚至自动切割可能不能够顺利进行,必须利用人工二次切割。
2.4.2 切割速度
在切割火焰一定的情况下,切割速度对切割效率的影响就非常明显。火焰切割速度要适中,不能过快也不能过慢。切割速度过快将容易导致切割面粗糙内凹和下缘粘渣,严重时将产生后拖和切不透,甚至可能使液态钢水及氧化渣向上沿割缝反冲(也称翻浆),板坯切不断;切割速度过慢,板坯上缘烧塌,下缘挂渣严重,割缝变宽,切割用气体消耗量增加,切割面质量也会很不理想。
在梅钢2#连铸生产厚度210mm的板坯火焰切割机上利用切割火焰(精制煤气的发热值、流量与压力和氧气的流量与压力)一定和生产的待切割板坯条件不变的情况下,通过调整切速进行对比试验如下。
采用尾坯输出模式下以2.2m/min出坯速度将板坯尾坯到达火焰切割机后,对距离板坯其尾部约800mm处使用同一割枪相同切割火焰,单枪以不同的切速依次连续进行割缝效果对比切割,待其空冷72小时到室温后采用游标卡尺配合手电光线进行板坯实际割缝的现场多次测量后取算术平均值,结果见表1。
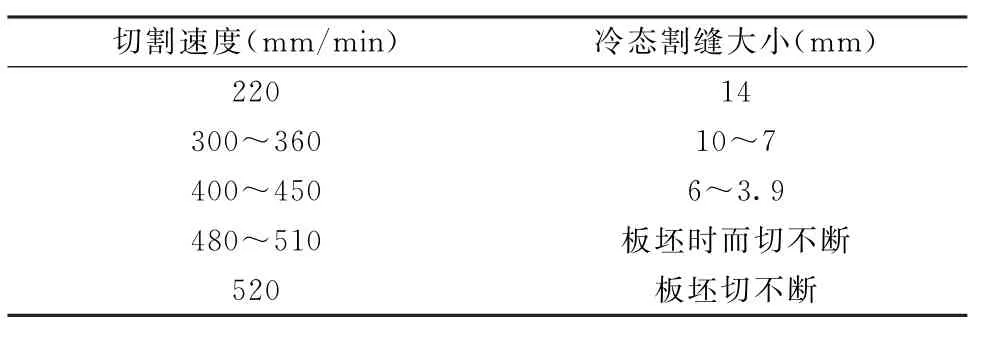
表1 板坯切割的情况
板坯切割不同切速产生的板坯割缝的实际效果对比图取其中一张附图见图1。
此图从上向下看(即从板坯头部到板坯尾部的方向)依次分别为切速220mm/min、 300mm/min~360mm/min、400mm/min~450mm/min、480mm/min~510mm/min、520mm/min的实际冷态割缝。
通过以上对比试验可以得出结论:同一板坯在相同的切割火焰不同的切速下割缝的大小存在着明显的关系。在一定的切速区间内,随着切速的增高割缝逐渐减小,超过某一切速最大临界值时板坯切不断。
3 提高火焰切割机切割效率的措施
3.1 确保切割设备功能的精度
正确选择割嘴型号,建立火焰切割机的设备功能操作及维护的精度标准。根据生产钢种板坯的种类、厚度规格、长度定尺及其与连铸机拉速工作范围,正确选取与切割机工作切速匹配的割嘴型号。割嘴的选型还须满足切割用气体所需的流量与压力条件,适度减少割嘴切割能力的冗余系数。
建立和完善火焰切割机检修的各项功能精度标准,优化切割程序,加强日常点检和操作维护制度,确保火焰切割机满足良好的工作作业状态。
加强切割介质气体的清灰、除水工作,提高切割介质气体的纯净度。
3.2 保证切割介质的纯度、压力与流量
根据连铸机的主要工作拉速对应需要保证切割的主要工作切速,按照板坯火焰切割的标准正确选取切割气体流量与压力,根据实际切割中风线最清晰且长度最长确定压力合适的参考值。
3.3 充分利用板坯的条件使用适合的切割操作参数
(1)切割预热火焰和切割气体的流量与压力一定的情况下,根据连铸浇铸板坯的种类、冷却强度、生产规格和拉速的不同,建立相应的切速设定参考标准,既保证板坯的切割质量,又尽可能地节约切割用燃气和氧气消耗量,减少切割板坯产生的声光持续时间,降低板坯切损。
(2)根据连铸浇铸的异常情况对板坯的杂质和变形情况以及板坯切割优化模型的要求优化板坯切割的长度定尺,提高连铸板坯切割的一次合同定尺符合率,减少下线二次切割板坯的比率。
3.4 精心操作,根据切割板坯的实际情况选用合理的工作参数
3.4.1 选择最佳预热火焰和切割火焰,消除切割异常情况
预热火焰是影响火焰切割质量的重要工艺参数,应根据板厚、割嘴种类和质量选用预热火焰功率,预热火焰的功率要根据板厚增加而增大[2]。在开始切割之前,通过对切割用燃气及氧气的流量、压力及切割板坯厚度及预热时间的综合控制,将割枪高度、切割火焰的长度和颜色调整到最佳。
避免切割火焰的“常明火”和漏气现象以及切割冷却水直接与切割火焰相遇等异常状况,减少噪音和切割气体无功率消耗量。
3.4.2 合理选择设定切割速度
在预热火焰和切割火焰一定的情况下,根据连铸板坯到达切割点的温度条件合理选择切割速度,板坯温度越高,切速的选择适度相应的增高;反之,适度降低切割速度。根据生产实际情况合理选择最佳切速标准化作业区间,减少板坯高温时低切速造成资源浪费或者板坯低温时高切速切不断影响板坯切割效率的情况。
4 结论
优化火焰切割机的功能精度及优化的切割程序是提高连铸板坯火焰切割机切割效率的基础;通过使用最佳切割预热火焰及优化的切割操作参数设置,充分利用板坯的实际温度条件精心操作,是降低切割所用的煤气、氧气总耗与板坯切损,减少板坯切割过程中的声光和粉尘污染,提高板坯火焰切割机切割效率的主要措施。
参考文献:
[1] 干勇,等.炼钢-连铸新技术800问[J].北京:冶金工业出版社,2003.
[2] 于海涛.浅谈数控火焰切割机切割质量的控制措施[J].设计技术,2011(1):40-42.
信息
Factors and Measures for Improving Cutting Efficiency of Continuous Slabs Torch Cutting Machine
HOU Xing-wen,LIU Jiang
(Manufacturing Management Department of Meishan Iron&Steel Corp.,Baosteel Group,Nanjing,210039,China)
Abstract:As far as those making steel plants adopted Torch Cutting Machine to cut continuous slabs online cocerned.Cutting efficiency of Torch Cutting Machine is closely related with not only functional presion of cutting equipment in repair and maintenance but also setting of energy medium gas and operating parameter.Scientific slab cutting is very critical to cutting quality,the consumption of energy and working environment,etc.It will directly affect technical-and-economic indexs of continuous casting.This paper analysed affection factors about Cutting efficiency of Torch Cutting Machine and suplied measures in order to improve its efficiency.
Key words:Torch Cutting Machine;torch;slab;gas;cutting tip;cutting speed;efficiency
作者简介:侯兴汶,工程师,主要从事炼钢计划编制工作。
文章编号:1001-5108(2016)01-0045-05
中图分类号:TD951.1
文献标识码:A
猜你喜欢
山东冶金(2022年2期)2022-08-08
音乐天地(音乐创作版)(2022年1期)2022-04-26
数学物理学报(2021年5期)2021-11-19
商品与质量(2021年17期)2021-04-23
学苑创造·A版(2021年2期)2021-03-11
数学物理学报(2020年4期)2020-09-07
重型机械(2020年3期)2020-08-24
动漫星空(兴趣百科)(2019年5期)2019-05-11
小哥白尼(趣味科学)(2018年11期)2018-12-18
学与玩(2017年6期)2017-02-16