
应用TRIZ理论解决外镗机加工面不能满足大型工件的问题
2016-06-24 13:46胡艳军
天津科技 2016年10期
胡艳军
(天津重钢机械装备股份有限公司 天津300459)
应用TRIZ理论解决外镗机加工面不能满足大型工件的问题
胡艳军
(天津重钢机械装备股份有限公司 天津300459)
钢结构工件在进行加工制作过程中要对镗孔位置和焊接位置进行磨平处理,但是当待加工工件特别巨大,吊车根据加工要求移动待加工工件费时费力,并且需要较多人工进行辅助。外镗机由电机和圆形刀具组成,圆形刀片的加工范围不能满足大型钢结构的加工面。如果一直加大刀片的半径尺寸,会使刀具边缘与轴中心距离变大,离心率也会随之变大,导致刀具被毁坏,且加工质量也会变粗糙。如果将整个外镗机位置进行移动,则不能保证移动前后加工精度的一致性。应用TRIZ理论,解决了外镗机加工面不能满足大型工件的问题。
外镗机 离心率 加工精度
1 问题的背景
钢结构工件在进行加工制作过程中要对镗孔位置和焊接位置进行磨平处理。当工件外形尺寸较大时可以选择铣床、车床等进行加工。但是当待加工工件特别巨大,长度达到数十米甚至上百米,有时长度要大于加工车间长度,吊车不能根据加工要求移动待加工工件,即使可以移动也会费时费力,并且需要较多人工进行辅助,且对加工车间环境要求较高,需空间较大,稍有不慎可能会对车间其他机床设备等造成破坏,损失较大。此外,加工厂不具备足够强的加工条件也会无法满足大工件的磨面机加工处理。此时,我们需选择外形尺寸较小且能被灵活移动的外镗机。这样能保证巨大待加工工件保持不动,将外镗机放置到需加工位置。使用这种方法不需要将巨大工件搬移至车间内部,在厂区即可进行加工处理,省去了大量的时间和资源。
如图1所示,外镗机由电机和圆形刀具组成,在加工大型钢结构工件的过程中,圆形刀片的加工范围不能满足大型钢结构的加工面。如果一直加大刀片的半径尺寸,会使刀具边缘与轴中心距离变大,离心率也会随之变大,导致刀具被毁坏,且加工质量也会变粗糙。如果将整个外镗机位置进行移动,则不能保证移动前后加工精度的一致性。
2 问题的描述
2.1 定义技术系统实现的功能
对钢结构镗孔位置或焊接位置进行磨平处理。
2.2 现有技术系统的工作原理
外镗机的电机带动刀片,让刀片与待加工面接触将待加工面进行磨平处理。
2.3 当前技术系统存在的问题(见图2)
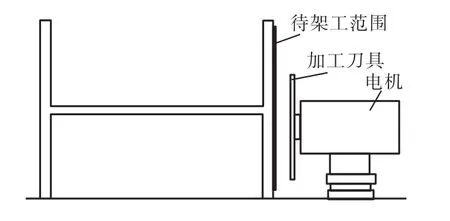
图2 技术系统存在的问题Fig.2 Existing problems of technical system
当待加工工件较大时外镗机刀具的面积不能满足需加工的面积,如果加大刀具尺寸会使加工面不能满足要求或者破坏刀具,且外镗机电机功率可能无法带动尺寸变大后的刀片。如果加大点击功率必定会使电机体积变大,不能实现外镗机任意移动至需加工位置,且刀具直径达到一定长度后离心率会过大,从而毁坏刀具。
2.4 问题出现的条件和时间
当加工工件特别巨大甚至超过加工车间长度,无法使用铣床或车床进行加工时,需让大型工件固定,移动外镗机进行工作。
2.5 问题或类似问题的现有解决方案及其缺点
将外镗机底部不断加垫片或垫板使外镗机在上下方向进行移动,当左右方向需要移动时则需要人工或吊车直接搬移,此时产生的后果是移动前后磨面会有较大误差,不能满足精度要求。
2.6 新系统的要求
能让外镗机加工面满足大尺寸待加工面的要求,且能保证加工精度。
3 问题分析
3.1 功能分析(见图3)

图3 功能分析Fig.3 Functional analysis
3.2 因果分析(见图4)

图4 因果分析Fig.4 Analysis of cause and effect
3.3 冲突区域确定
问题关键点1:加工刀具直径不能无限加大,如图5所示:

图5 加工刀具直径不能无限加大Fig.5Diameter of processing tool cannot be enlarged without a limit

图6 外镗机不能在一个加工面的加工范围内任意移动Fig.6Boring machine cannot move freely within the processing range of a machining face
问题关键点2:外镗机不能在一个加工面的加工范围内任意移动,如图6所示。
4 问题解决
4.1 技术冲突解决过程(冲突1)
4.1.1 冲突描述
为了加大外镗机的加工面积,保证加工精度的要求,使外镗机和被加工工件都保持不动,以增大刀具直径来增加机床的加工面积,当刀具直径超过一定的数额后离心率会迅速变大,毁坏刀具,加工精度达不到要求。
4.1.2 转换成TRIZ标准冲突
改善的参数为静止物体的面积;恶化的参数为制造精度。
4.1.3 查找冲突矩阵
得到如下发明原理:分离、振动、气动与液压结构、状态变化。
4.2 技术冲突解决过程(冲突2)
4.2.1 冲突描述
为了加大外镗机的加工面积,在刀具直径大小无法改变的情况下需要将外镗机进行左右和上下位置的移动,在移动过程中外镗机刀具磨面的精度就会发生变化,不能达到加工要求。
4.2.2 转换成TRIZ标准冲突
改善的参数为可操作性;恶化的参数为制造精度。
4.2.3 查找冲突矩阵
得到如下发明原理:分割、改变颜色、参数变化、反馈。
4.2.4 依据选定的发明原理,得到问题的解
方案1:依据No.2发明原理,得到解如下,根据分离原理将外镗机的一个大刀具变成两个或以上的小刀具,此种方法需要对外镗机床本身进行较大幅度的变化,由于条件和费用限制实行较为困难。
方案2:依据No.18发明原理,得到解如下,根据振动原理将外镗机整体进行幅度非常小的移动,使其精度误差在非常小的范围内变化。此时需要一个外力平台或电机带动外镗机进行非常小尺寸范围内的移动。
5 创新解的评估与成果
根据振动原理将外镗机置于一个平台上,让平台能做上下左右移动,且能保证一定的精度,可以将平台使用较重材质,与外镗机连接固定后能保证外镗机在工作时不会发生震动移动,方案汇总如表1所示:

表1 方案汇总Tab.1 Summary of schemes

图7 平台整体图Fig.7 Overall structure of platform
平台整体如图7所示,大致分为3部分:端面立柱、横向座和端面底座。将外镗机置于系统上后,外镗机能在端面立柱上进行上下方向的移动。端面立柱方向与横向臂方向进行连接,使外镗机在横向臂的方向也能进行移动,端面底座与端面立柱的连接处也有移动轨道,当左右方向位移仍然不足时,可移动端面立柱,使整个系统的上半部分移动。此平台系统的主要原理是:在端面立柱位置设置轨道,使横向臂系统能在电机的作用下在端面立柱方向进行移动;外镗机放置在横向臂系统上,横向臂上设置轨道,使外镗机在电机的作用下能在横向臂方向进行移动;在端面底座上设置轨道,使端面立柱系统能在电机的作用下进行端面底座方向的移动。在整个系统的联合作用下将外镗机调节至准确位置使其正常工作。■
[1] 檀润华. TRIZ及应用:技术创新过程与方法[M]. 北京:高等教育出版社,2011.
[2] 檀润华,孙建广. 发明问题解决原理[M]. 北京:科学出版社,2004.
[3] 刘鸿文. 材料力学[M]. 北京:高等教育出版社,2004.
Using TRIZ to Tackle Machining Face of Boring Machine to Meet the Demand of Large-sized Workpieces
HU Yanjun
(Tianjin Heavy Steel Mechanical Equipment Co.,Ltd.,Tianjin 300459,China)
During the machining of steel structure work pieces, the boring position and welding position need to be rubbed down. However, for extraordinarily large work pieces, crane will be used to move the pieces, which is not only timeconsuming, laborious, but also requires more manpower. Boring machine is composed of motor and circular knives and its circular blade machining range cannot meet the needs of large steel structure. If keep increasing the radius size of blade, the distance between tool edge and shaft center will be expanded, then the eccentricity will follow, leading to tool damage and rough machining quality. If the location of the whole boring machine is moved, the precision before and after the processing will not be consistent. By using TRIZ, this problem has been solved.
boring machine;centrifugal rate;machining accuracy
G304
:A
:1006-8945(2016)10-0070-03
2016-09-02
猜你喜欢
科学与财富(2022年3期)2022-06-01
保鲜与加工(2022年3期)2022-03-21
中老年保健(2021年8期)2021-08-24
哈尔滨轴承(2021年1期)2021-07-21
重型机械(2020年3期)2020-08-24
记者观察(2019年1期)2019-04-04
制造技术与机床(2018年10期)2018-10-13
装备制造技术(2016年5期)2016-09-10
东方考古(2016年0期)2016-07-31
汽车文摘(2015年5期)2015-12-16
