WinCC在温轧实验机中的应用*
2016-08-10 03:43甄立东李建平牛文勇
计算机与数字工程 2016年7期
关键词:实时监控
甄立东 李建平 牛文勇 孙 涛
(轧制技术及连轧自动化国家重点实验室 沈阳 110819)
WinCC在温轧实验机中的应用*
甄立东李建平牛文勇孙涛
(轧制技术及连轧自动化国家重点实验室沈阳110819)
摘要温轧实验轧机是一种新型实验装备,可以对金属板带施加张力并进行在线加热的温轧工艺实验。WinCC是西门子的监控软件,WinCC通过与基础自动化PLC和过程机通讯,完成数据采集、数据记录和实验操作。
关键词温轧实验机; WinCC软件; 实时监控; HMI; PLC
Class NumberTG335.5
1引言
温轧实验轧机是一种新型实验装备,主要针对短轧件(单片)金属材料进行冷轧和温轧实验研究。单张直拉式冷(温)轧模拟实验机主要用于汽车板、电工钢、高强钢、精冲钢以及钛、镁及其合金等难变形材料的温加工和冷加工[9]。温轧实验机采用液压自动夹持锁紧装置,采用电阻加热的方法在线对单片带钢进行快速加热及恒温控制,同时温轧机具备全液压压下功能,保证单道次大压下和薄规格带材的轧制工艺的实验研究[3]。目前该实验机已在宝钢研究院、河北钢铁技术研究总院中试基地、武钢研究院及重庆科学技术研究院得到广泛应用[1],并取得了良好的应用效果。
温轧实验轧机可以对金属板带施加张力并进行在线加热的温轧工艺实验,如图1所示。以西门子监控软件WinCC为基础的人机界面系统在该温轧实验机中起着举足轻重的作用,在整个温轧实验机的控制系统中,它是用户与过程计算机、过程计算机与基础自动化等交流的平台,是整个控制系统的枢纽。本文以WinCC为平台,详细介绍了WinCC在整个温轧实验机人机界面系统中的应用,现场应用表明,该系统具有运行稳定,操作灵活方便,人机界面丰富友好,监视功能齐全,为温轧实验机的大幅应用和推广起到了巨大的推进作用[4]。
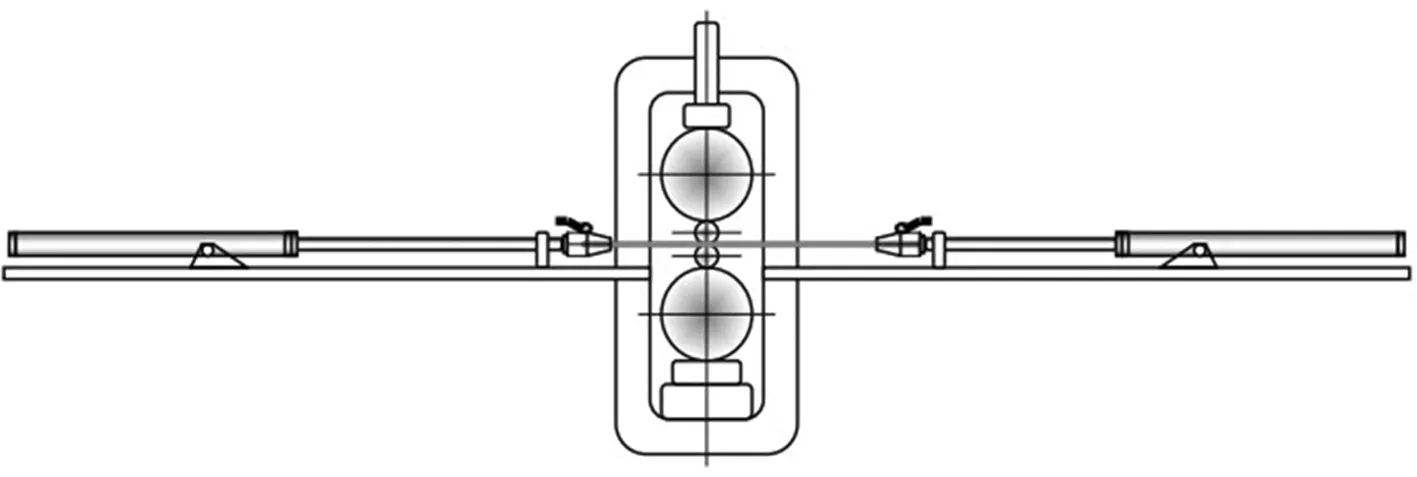
图1 直拉式冷/温轧实验机
2自动化控制系统配置
温轧实验机自动化控制系统由两级组成:过程计算机级和基础自动化级。基础自动化系统采用西门子产品,完成整个实验过程的状态监测、显示控制以及轧制自动控制。过程计算机为HP服务器,过程机采用东北大学轧制技术及连轧自动化国家重点实验室执行研制开发的软件包,主要实现轧制规程设定计算、模型优化和数据处理等功能[7]。
温轧实验机基础自动化系统采用德国SIEMENS公司S7-400 PLC+FM458的双CPU并行工作结构,S7-400的CPU与FM458通过机架背板总线(P总线)进行快速数据通讯。FM458主要完成AGC液压缸液压伺服、张力液压缸伺服控制系统以及相关参数的检测和标定计算,CPU414-3PN/DP完成轧线设备的顺序控制和辅助设备的运行控制。CPU414-3PN/DP通过工业以太网与过程计算机、HNI系统和轧制过程数据采集进行快速数据交换,PLC系统与传统系统通过PROFIBUS-DP现场总线网连接,PLC与远程I/O站之间通过PROFINET通信。AGC/ATC液压站的运行控制由一台S7-300 PLC系统控制,主要控制液压站泵的运行和阀门动作逻辑,S7-300 PLC与S7-400 PLC和其他计算机通过工业以太网交换数据。
HMI服务器采用西门子WinCC监控软件实现对温轧实验机工艺过程数据采集、数据监视和实施操作[5]。
该控制系统中,数据采集计算机的操作系统采用WINDOWS7,PLC系统软件采用德国SIEMENS公司的STEP7编程软件,人机界面采用德国SIEMENS公司的WinCC图形软件,过程控制系统采用VC 6.0编程。
3WinCC的主要监控功能
在对温轧实验机进行自动化设备调试的过程中,WinCC在其中起到了很重要的作用。下面就WinCC在设备调试过程中的应用进行详细的介绍。
3.1工艺过程
实验过程工艺流程根据冷轧生产过程的工艺特点确定。常规实验过程如下:
选定并排序待轧单片带钢试样(热轧或退火定尺实验料)→表面处理(酸洗或抛丸)→选择冷轧或温轧等工艺方式→设定或调用轧制规程→手动夹持试样→设定原始零位→加热(温轧时)[2]→手动/自动轧制→观察工艺数据(此时已自动记录)→试样手动标识→试样选取和数据整理。
3.2WinCC监控作用的实现
3.2.1试样数据采集与管理
在试样数据采集及管理方面,操作人员只需要在界面上输入试样的ID号,钢种,试样长度,试样宽度及试样的厚度,并点击一下界面上的PDI录入按钮,便可将该块试样的数据存入一个数据包,然后操作人员可以继续输入下一块的PDI数据,当需要对所输入的其中的一块试样进行当前的实验时,只需输入该试样的ID号,点击一下PDI调用按钮即可在界面上显示该块试样的全部PDI信息,便于操作人员对试样的原始数据信息进行集中化管理和操作。
3.2.2HMI系统主要功能
1) 显示和记录轧制过程中的各种工艺参数和系统、设备的状态信息;
2) 对于轧制过程中出现的故障和报警信息进行归档记录;
3) 接收操作人员输入的数据并将数据传送给PLC和过程计算机;
4) 接收操作人员发出的命令,远程控制轧线辅助设备的运行;
5) 数据采集与报表系统:实验坯料数据录入、修改、保存,记录实验过程中采集的实际数据、历史数据查询及数据报表打印等。
3.2.3WinCC画面操作
温轧机的轧制过程需要操作员在安装有WinCC软件的HMI画面中操作,温轧机的主画面如图2所示。
自动轧制方式:轧制过程由计算机自动控制完成,针对典型钢种,由操作员在HMI的主画面输入待轧试样PDI数据,计算机系统将根据操作员输入的PDI数据自动生成(参考轧制规程,操作员可对规程进行修正)或由操作员调用保存在计算机中的规程数据或在HMI上直接输入轧制规程。
轧件加热:如果进行温轧,需要开启轧件加热功能,并在HMI主画面设定每道次的加热温度,在轧件温度达到或接近温度设定值后,再进行轧制。
操作工穿带并操作前后液压夹钳将试样,夹持完毕后,启动轧制过程,轧机在自动控制方式下根据预设规程完成整个轧制过程[6]。WinCC在每一部分中都起到了至关重要的作用[10]。
3.3历史数据的获取
WinCC在该设备调试过程中的另一个作用是利用其自身集成的VBS脚本,在实验完成后,可以根据实验完成的时间,随时调用出这一期间WinCC存储在数据库中的每一个过程值,将数据导入到Excel中,并生成相应的曲线,可以进行数据的分析及比对。利用VBS脚本实现这一功能的前提是,必须利用WinCC软件将用户事先需要保存到数据库的过程值进行变量的长期或短期归档并保存[8]。图3是VBS脚本编程的程序流程图。
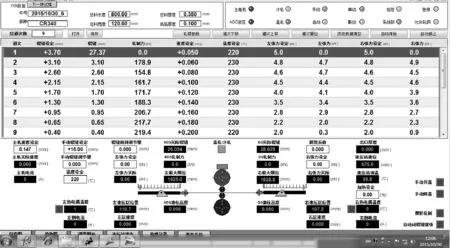
图2 温轧实验机主画面
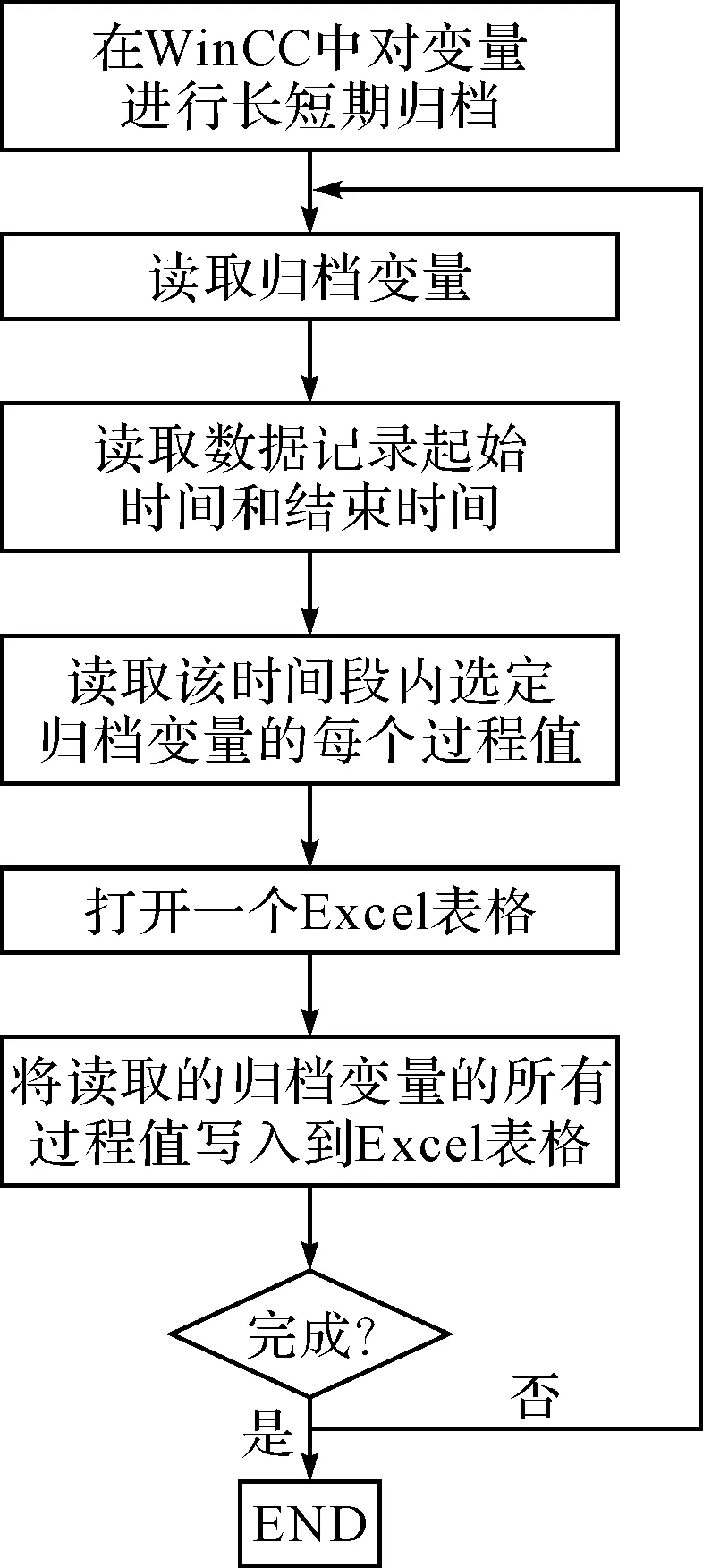
图3 VBS脚本的程序流程图
4结论
温轧实验机的人机界面系统以WinCC软件为平台,是整个控制系统的操作界面。WinCC监控软件以其特有的监控和数据采集、报警记录及变量记录等功能,存储历史数据并支持历史数据查询,为温轧实验的过程监控提供了有力的保障。
参 考 文 献
[1] 张浩,矫志杰,刘翠红,等.唐钢冷连轧机过程控制系统[J].东北大学学报(自然科学版),2007,28(10):1381-1384.
ZHANG Hao, JIAO Zhijie, LIU Cuihong, et al. Process Control System for Tandem Cold Mill in Tangsteel[J]. Joural of Northeastern University(Natural Science),2007,28(10):1381-1384.
[2] 杨军,答嘉曦,余调琴,等.基于PLC和WinCC的温度控制系统设计[J].计算机与数字工程,2006,34(6):135-137.
YANG Jun, DA Jiaxi, YU Tiaoqin, et al. Design of Temperature Control Systems Based on PLC and WinCC[J]. Engineer of Computer and Data,2006,34(6):135-137.
[3] 日本钢铁协会.板带轧制理论与实践[M].王国栋,吴国良,毕玉伟,等译.北京:中国铁道出版社,1990:195-196.
Institute of Iron and Steel in Japan. Theory and practice of steel rolling[M]. Translated by Wang GD, Wu GL, Bi YW, et al. Beijing: Chinese Railway Press,1990:195-196.
[4] 边军,刘相华,王国栋,等.WinCC在热浸镀模拟实验机中的应用[J].微计算机信息,2004,24(10):20-21.
BIAN Jun, LIU Xianghua, WANG Guodong, et al. Application of Software WinCC in Hot-dip Galvanizing Simulator[J]. Message of Micro-computer,2004,24(10):20-21.
[5] 王文乐,李建平,甄立东,等.WinCC在CAS-300光亮连续退火模拟实验机中的应用[J].控制工程,2009,16(1):100-102.
WANG Wenle, LI Jianping, ZHEN Lidong, et al. Application of WinCC in Experimental Machine of CAS-300 Simulated Continuous Annealing[J]. Control Engineering of China,2009,16(1):100-102.
[6] 孙涛,王贵桥,吴岩,等.直拉式可逆冷轧实验轧机张力控制技术[J].东北大学学报(自然科学版),2012,33(4):528-532.
SUN Tao, WANG Guiqiao, WU Yan, et al. Tension Control Technique for Hydraulic-Tension Reversible Experimental Cold Mill[J]. Journal of Northeastern University(Natural Science),2012,33(4):528-532.
[7] 矫志杰,李建平,张福波,等.新型冷轧实验轧机的工艺设计[J].轧钢,2007,42(9):53-55.
JIAO Zhijie, LI Jianping, ZHANG Fubo, et al. Technological Design of New Type Pilot Cold Rolling Mill[J]. Iron and Steel,2007,42(9):53-55.
[8] 甄立东,魏瑾,牛文勇,等.WinCC V6归档数据处理[J].微计算机信息,2005,21(10):54-56.
ZHEN Lidong, WEI Jin, NIU Wenyong, et al. Archiving data processing of WinCC V6[J]. Message of Micro-Computer,2005,21(10):54-56.
[9] 何建峰.冷轧板连续退火技术及其应用[J].上海金属,2004,26(4):50-53.
HE Jianfeng. Continuous annealing for cold rolling strip and the application[J]. Shanghai Metals,2004,26(4):50-53.
[10] 潘庭龙,纪志成.基于WinCC6.0的食品烘烤生产线监控系统设计[J].控制工程,2008,15(5):523-525.
PAN Tinglong, JI Zhicheng. Supervision control system of food backing industry based on WinCC6.0[J]. Control Engineering of China,2008,15(5):523-525.
收稿日期:2016年1月7日,修回日期:2016年2月16日
基金项目:中央高校基本科研业务费项目(编号:N120407005)资助。
作者简介:甄立东,女,硕士,高级工程师,研究方向:材料加工工程。
中图分类号TG335.5
DOI:10.3969/j.issn.1672-9722.2016.07.039
Application of WinCC in Experimental Warm Rolling Mill
ZHEN LidongLI JianpingNIU WenyongSUN Tao
(The State Key Laboratory of Rolling Technology and Automation, Shenyang110819)
AbstractThe experimental warm rolling mill was a new type of experimental equipment. The workpiece could be rolled with tensions exerted at its two ends, and be heated online. As siemens WinCC monitoring software, WinCC can complete data acquisition, data logging and experimental operation by automation PLC and process computer communication.
Key Wordsexperimental warm rolling mill, WinCC, real time monitoring function, HMI, PLC
猜你喜欢
中国新通信(2016年22期)2017-01-13
山东工业技术(2016年23期)2016-12-23
软件导刊(2016年11期)2016-12-22
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年23期)2016-11-04