
多线切割机摆动方式研究
2016-10-18 03:16周庆亚付纯鹤陈学森谢耿勋
电子工业专用设备 2016年9期
周庆亚,付纯鹤,陈学森,谢耿勋
(中国电子科技集团公司第四十五研究所,北京100176)
多线切割机摆动方式研究
周庆亚,付纯鹤,陈学森,谢耿勋
(中国电子科技集团公司第四十五研究所,北京100176)
阐述了在多线切割机中较为常用的摆动切割的几种方式,通过对几种摆动切割方式线网切割轨迹的理论分析,对比了几种切割方式的优缺点,最终并确定了在实际使用中最佳的切割方式。
多线切割机;摆动;切割;
传统切割方式是用钢线带动砂浆对材料切割,此种方式存在切割效率低、环境污染大、硬脆材料切割难度大等缺点,为了改变这种现状,提高碳化硅、蓝宝石等硬脆材料的切割效率和减少环境污染,金刚线切割技术应运而生,其切割效率是传统方式的数倍。为了达到最佳的切割效率,一般多线切割机都会在切割过程中采用摆动切割的方式进行切割。摆动方式一方面提高了切割效率,另一方面也提高了切割面的质量。
目前摆动方法上,市场上存在两种方法,一是金刚线摆动切割方式,一种是被切割材料摆动的切割方式。线摆切割的设备厂商有日本的高鸟,其经典机型为MWS-612DD,料摆动切割的设备厂商有NTC SPI3000。本文就线网摆动和料摆动时,线网的切割轨迹加以研究分析,找出更加合适的切割方式。为了便于说明,本文中均默认被切割材料位于线的上方,且被切割材料不断向下进给。
1 线网摆动切割方式
线摆切割按照摆动中心的不同分为两种,一种是线摆动中心位于切割面的上方,一种为线摆中心位于切割面的下方。两种摆动切割的切割示意图如图1所示。其中小圆代表摆动中心,大圆代表被切割材料,最下方直线代表线网。

图1 线网摆动
上述两种摆动方式在切割过程中的线运行轨迹不同,摆动中心位于切割面上方时,由于是线网摆动,通过放大,我们可以看出,由于其摆动中心处于切割面上方,其线网在摆动过程中形成的连续轨迹为一圆弧形,也就是线网对材料的接触是平滑的。而当摆动中心位于切割面下方时,其形成的切割轨迹则为一折线。见图2所示。
2 料摆动切割
采用料摆动切割时,从相对运动方面来讲,料摆相当于线摆,但是,由于摆动机构和被切割料的进给是同步的,所以,当料摆动切割及进给时,摆动中心相对于线网的位置是不断变化的,即不断接近线网甚至穿越线网。从相对意义上来说,料摆动切割是一种摆动中心不断变化的线摆动切割方式。料摆动切割按照摆动中心的位置来分也存在多种方式,即摆动中心位于材料上方、摆动中心位于材料内部、摆动中心位于材料下方,由于其在切割轨迹变化方面是相似的,本文仅拿摆动中心位于材料内部的方式详细说明。

图2 线网摆动轨迹
3 摆动中心位于材料内部
开始切割时,由于摆动中心距离线网有一定距离,其线形成切割轨迹的圆弧半径较大,随着材料的进给,摆动中心距离线网越来越近,线网的轨迹圆弧半径则不断减少,当摆动中心穿越线网后,线网的轨迹则变成折线型。
当摆动中心位于材料上方时,由于摆动中心不会穿越线网,因此只会出现图3中(a)和(b)两种情况。当摆动中心位于材料下方时,摆动中心同样切割时也不会穿越线网,只会出现图3中(c)所示的情况。
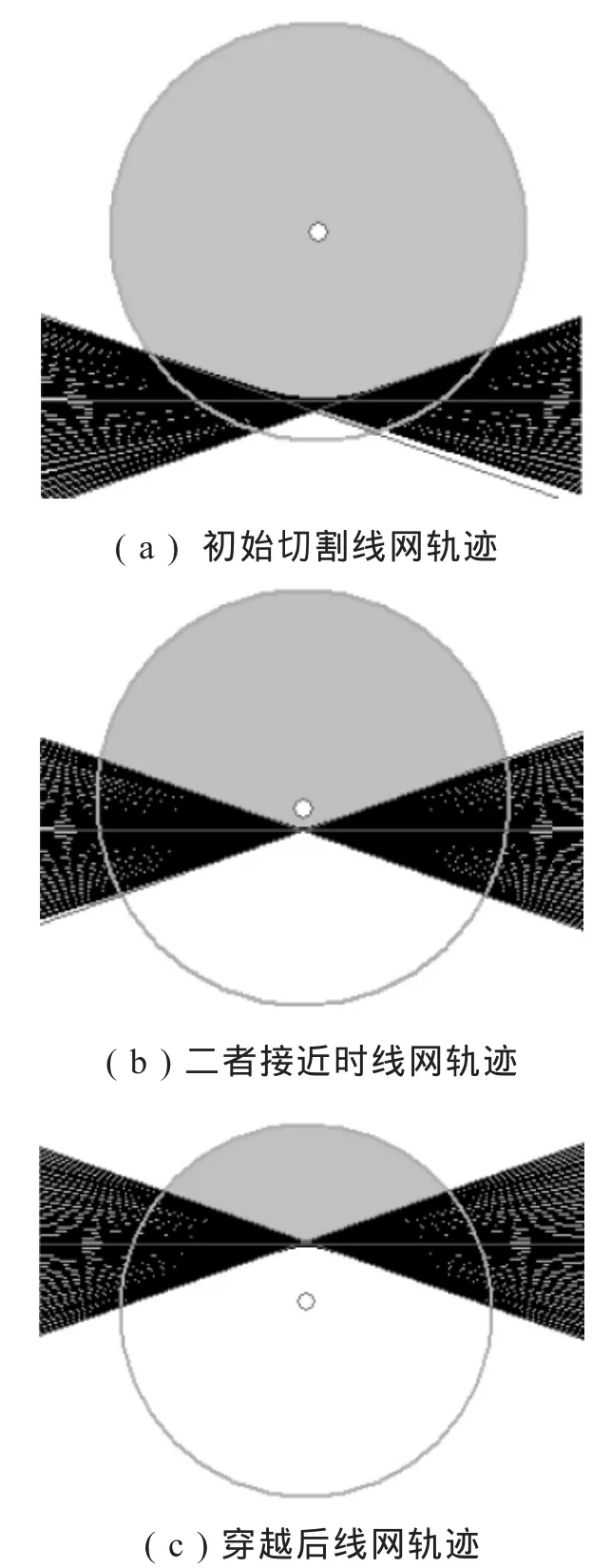
图3 料摆动切割轨迹
4 各种切割方式分析
从对材料的切割来讲,为了达到较好的切割质量,我们希望在整个切割过程中,线网和材料的接触长度、线网和材料的包角、接触压力及二者的相对速度最好是保持不变,这样才能产生一致的切割效果。
从上面的介绍中,我们可以看出,选择料摆动切割方式并且当摆动中心位于材料内部或者材料上部时,由于摆动中心和线网的距离不断变化,造成了线网轨迹圆弧的半径不断变化,从而使切割过程中线网与材料的包角发生变化,并引起接触长度和接触压力等因素发生变化,因此,如果参数设置不当,容易产生切割不均的问题。
当摆动中心位于材料下方时,由于线网的切割轨迹为一折线,因此在切割过程中,当线网位于两侧极限时,线网与材料的接触范围很长,当位于其他位置时,其理论上只和材料中心处有接触,因此线网与材料的接触长度和接触压力不断变化。在某些情况下,有可能会出现在摆动的某个范围内线网和材料的接触不是很充分,甚至二者没有接触上的现象,造成了线网与材料的接触压力发生变化,因此,此种方式也容易产生切割不均的问题。
而选择线网摆动方式中,当摆动中心位于线网下方时,其线网切割轨迹和料摆动切割并且摆动中心位于材料下方的线网轨迹相同,基于同样的原因,此种切割方式同样存在切割不平滑点,也容易产生不均。
当线网摆动且摆动中心位于线网上方时,线网的切割轨迹为圆弧形,线网与被切割材料能够实现平滑接触,因此切割过程中的接触长度和接触压力等较为均等,再配合上合理的参数,容易实现较高质量的切割方式。
5 结束语
从上面的对比分析中,我们可以看出,采用摆动中心位于线网上方的线网摆动切割方式是最佳的切割方式。虽然在实际切割过程中,由于存在线弓、线网和材料的接触多少会有一定的长度,不会出现绝对的点接触,但是,采用中心位于上方的线网摆动切割方式能够最大限度的让线弓的变化保持平滑、稳定,因此其切割方式也是最佳的。
Research on Swing Cut by Mult-Wire-Saw
ZHOU Qingya,Fu Chunhe,CHEN Xuesen,XIE Gengxun
(The 45thResearch Institute of CETC,Beijing 100176,China)
This document introduces some methods on MWS swing cut.by theoretically analysis,we can get the cutting trochoidfrom all methods.and compare their strongpoints and disadvantages. Finally,it makes sure the best cut method which can be used.
Multi-wire-saw;Swing;Cut;
TN305
B
1004-4507(2016)09-0022-03
周庆亚(1978-),男,高级工程师,学士学位,现从事人工晶体材料加工设备研究及设备运动控制研究。
2016-06-29
猜你喜欢
小学生学习指导(低年级)(2020年10期)2020-11-26
数学小灵通(1-2年级)(2020年9期)2020-10-27
读友·少年文学(清雅版)(2020年4期)2020-08-24
读友·少年文学(清雅版)(2020年3期)2020-07-24
铁道通信信号(2019年5期)2019-10-10
铁道通信信号(2019年12期)2019-05-21
铁道通信信号(2019年2期)2019-03-26
现代装饰(2018年5期)2018-05-26
作文大王·低年级(2017年11期)2017-12-05
小学生学习指导(低年级)(2017年12期)2017-11-22
