
基于埋弧焊的EQ 51海工钢接头组织调控研究
2017-04-28 07:15杨建炜
电焊机 2017年3期
张 楠,张 熹,许 静,杨建炜
(1.首钢技术研究院,北京100043;2.北京市能源用钢工程技术研究中心,北京100043)
基于埋弧焊的EQ 51海工钢接头组织调控研究
张 楠1,2,张 熹1,许 静1,杨建炜1
(1.首钢技术研究院,北京100043;2.北京市能源用钢工程技术研究中心,北京100043)
通过常规力学检测获得高效焊接条件下EQ51海工钢的焊接力学性能。利用扫描电镜(SEM)、电子背散射衍射(EBSD)等方法分析焊缝(HF)、再热粗晶区(CGHAZ)、临界再热粗晶区(ICGHAZ)和不完全重结晶区(SCGHAZ)四个位置的组织形貌及亚结构。结果表明:母材C-Mn含量偏高及焊接熔合比是造成焊缝位置韧性偏低的原因;通过降C-Mn、降Ni、提Mo的递进式母材成分设计进行组织调控,有效抑制了热影响区组织中M/A的析出,将熔合线平均冲击功从14 J提高到62 J,满足大于33 J的焊接要求。
焊接;再热粗晶区;临界再热粗晶区;不完全重结晶区;大角度晶界
0 前言
自升式海上钻井平台作为大型焊接钢结构,具有建造及运营成本低、机动灵活等特点,广泛应用于近海油气资源的勘探和开发[1-2]。鉴于我国当前对能源战略储备的迫切需要,海洋平台用钢板除具备高强度、抗疲劳及耐海水腐蚀等性能外,还要兼备厚规格、高韧性及可焊性的特征,如:JFE成功开发了F级、厚度140 mm、屈服强度700 MPa的高镍平台用钢,在-60℃时冲击吸收功超过300 J[3];潘鑫等人[4-5]对EQ47及EQ56海工钢的多层多道焊进行焊接性评价,从焊接工艺控制角度提出保障接头韧性的方法。
近年来,在自升式平台轻量化设计进程中,为降低平台自重,兼顾有效承载能力,薄规格高强度海工钢被广泛应用在平台甲板的建造中。考虑到薄板高效焊接冷却条件有别于中厚板,为适应现场焊接工艺相对固化的高效焊接条件,避免焊接接头发生低应力脆断,提高海洋平台的服役安全性,本研究以12 mm厚EQ51海工钢为对象,通过板材合金成分调控,整体提高了焊接接头韧性储备,为海工钢产品的个性化需求提供保障。
1 试验材料及方法
1.1 试验材料
试验钢板为调质态EQ51,组织为多边形铁素体(PF)+贝氏体(B),屈服强度大于550 MPa,抗拉强度大于610 MPa。焊接材料采用瑞典ESAB生产的直径φ4.0 mm、牌号为OK Autrod 12.34埋弧焊丝和OK Flux 10.62焊剂,母材、焊缝及焊丝熔敷金属化学成分及冲击韧性见表1。焊接试验采用I型坡口对接,焊前无预热,焊剂在350℃下烘干2 h,焊接热输入约20 kJ/cm,具体焊接参数为:电压33 V,电流650 A,焊速650 mm/min。接头形貌见图1。

图1 接头形貌示意Fig.1 Schematic of welding joint
1.2 试验方法
在ZBC2752型万能试验机上完成拉伸和冲击试验,缺口方向垂直于焊接方向,分别在焊缝中心(WM)、熔合线(FL)和FL+2 mm位置;试样经磨制、抛光、5%(体积分数)硝酸酒精溶液腐蚀后,利用JSM7001F型扫描电镜(SEM)完成显微组织观察;采用Struers半自动电解抛光设备对预抛光试样进行电解抛光,利用EBSD对倾斜70°的试样进行面扫描,并使用HKL分析软件评价bcc基体取向、大角度晶界分布以及残留fcc相;选用DIL402C型热膨胀仪对焊缝金属进行热膨胀分析。

表1化学成分及冲击吸收功Table 1 Chemical compositions and impact energy
2 试验结果及讨论
2.1 焊接力学性能
熔敷金属及匹配不同板材焊后的力学性能如表2所示。结合图1冲击位置可知,EQ51母材采用现场工艺施焊后,焊缝中心及熔合线冲击吸收功出现低于33 J的标准要求。通过三轮对比钢成分调整,焊后FL位置的冲击韧性得到梯次化改善。

表2 焊接力学性能Table 2 Mechanical property of welding
由于FL冲击位置相对特殊,重点考察焊缝(位置1,HF)、再热粗晶区(位置2-1)、临界再热粗晶区(位置2-2)和不完全重结晶区(位置3)四个位置。
2.2 焊缝组织表征
焊缝组织形貌如图2所示,焊丝熔敷金属可得到全针状铁素体(AF)组织;而匹配EQ51板材得到的焊缝中心组织却为韧性较差的羽毛状上贝氏体;通过成分调整,对比钢1得到的焊缝组织再次呈现AF。

图2 位置1形貌Fig.2 Microstructure of position 1
在近年的钢铁材料强韧化研究中,不断有学者采用断裂理论中的“晶体学包”(crystallographic packet)概念恰当地表征了与韧性密切相关的有效晶界[6-7],研究认为:有效晶界在取向差趋于15°时达到最大值并保持不变,大角度晶界(≥15°)可有效改变裂纹扩展的方向,抑制裂纹扩展。图3和图4分别为工业EQ51试板和对比钢1在相同焊接条件下焊缝位置的EBSD表征,图中黑色标记点为fcc相,Kikuch衬度图中的大角度晶界用黑色线勾勒。

图3 EQ51焊缝位置EBSD照片Fig.3 Weld joint EBSD pictures of EQ51

图4 对比钢1的焊缝位置EBSD照片Fig.4 Weld joint EBSD pictures of tested steel 1
由图3可知,工业EQ51焊缝组织未得到AF组织,大角晶界多集中在原奥氏体晶界处,且晶粒取向多样性较弱,可见明显条状fcc相;相比之下,对比钢1的焊缝组织为全AF组织,细小的AF间呈现明显的取向差异,并形成大角度晶界,fcc相以点/块状为主。文献[8]表明,形貌各异的M/A岛对组织起到了强化效果,但同时破坏了基体的连续性,相比点状和块状M/A岛而言,长条状M/A岛周围多会产生更严重的晶格畸变,进而引起应力集中,影响材料的断裂韧性。此外,焊接熔合比对焊缝组织的稀释不可忽略。由表2可知,工业EQ51母材成分中C、Mn、Ni的含量明显高于全熔敷金属,说明EQ51焊缝金属受到母材的稀释作用,在焊接自然冷却条件下组织转变温度降低(见图5),难以得到针状铁素体组织。

图5 降温过程热膨胀曲线Fig.5 Curve of heat expansion during cooling process
2.3 再热粗晶区组织表征
工业EQ51与对比钢1的再热粗晶区形貌见图6。原粗晶区组织被二次热循环加热到1 100℃~1 300℃,形成更为粗大的奥氏体晶粒,并在随后的冷却条件下转变为方向性极强的板条状贝氏体,片条间的M/A组织呈长条状。由于M/A与基体存在非共格关系,其周围易产生应力集中,多成为裂纹的起裂源。相比长条状M/A,对比钢1由于C-Mn含量降低,M/A组织含量明显减少,且短棒状及点状M/A周边的应力集中系数相对较低,可改善韧性。
2.4 临界再热粗晶区组织表征
临界再热粗晶区形貌如图7所示,工业EQ51该位置出现了方向性较强且更为粗化的条状M/A。这通常是由二次热循环以及随后的热循环产生较慢的冷却速度导致的自然结果。经分析:在这个很小的原始粗晶热影响区M/A岛区域中,碳的浓度甚至高达1%[8],在二次热循环作用下首先被重新奥氏体化,此后在长度方向长大并从周围组织中获得更多的碳。当整个区域再次冷却后,在其区域内呈现碳的梯度分布,这意味着可以找到更为明显的以马氏体为核心的M/A组织。
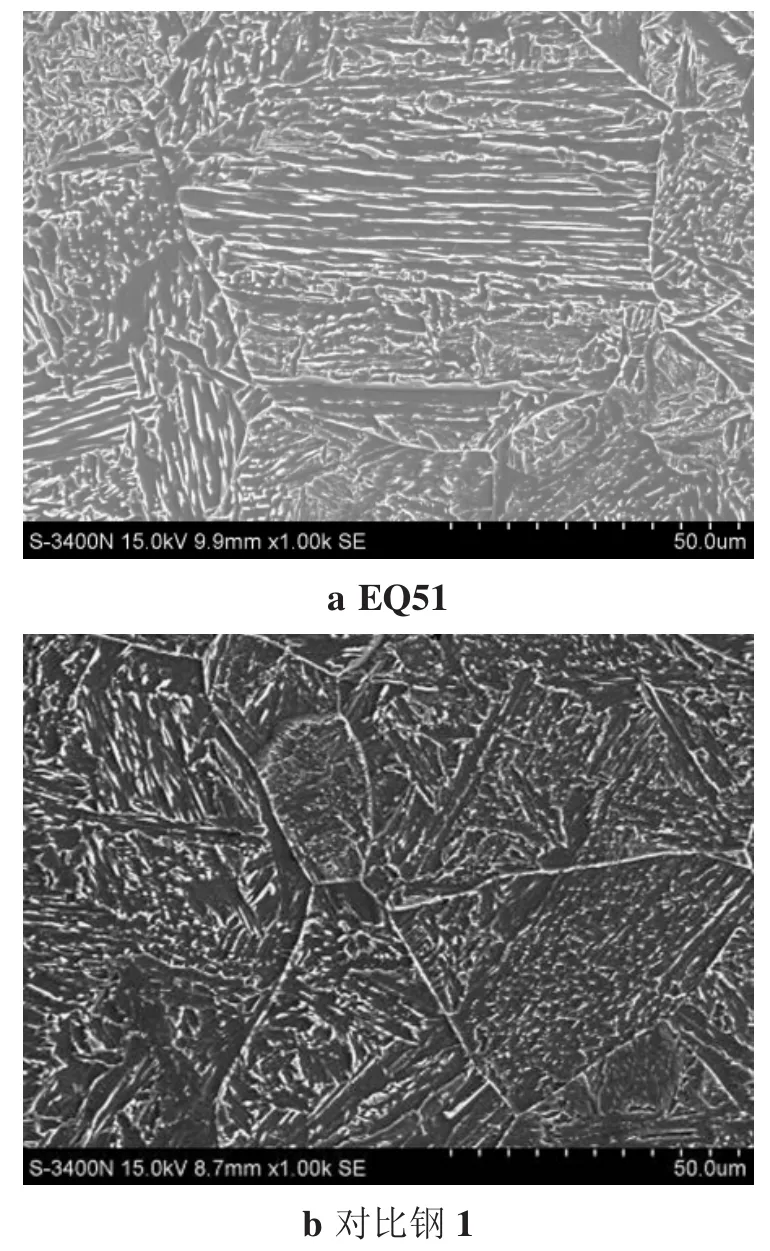
图6 位置2-1形貌Fig.6 Microstructure of position 2-1
2.5 不完全重结晶区组织表征
参照EQ51主要合金成分,分别通过降C-Mn、降Ni、提Mo的递进式思路设计3种成分对比钢(见表1),焊后不完全重结晶区组织调控对比如图8所示。工业EQ51粗晶热影响区受到后续焊接热循环的回火作用(温度500℃~700℃),粗晶回火区呈现最为严重的链状M/A组织;相比之下,对比钢3在相对位置的链状M/A组织不明显,对比钢1和对比钢2的链状M/A析出介于其间。
经分析,除降低C-Mn含量可有效抑制粗晶区组织中M/A亚稳相的二次析出外,进一步降低Ni含量同样起到改善作用,原因在于Ni作为奥氏体稳定性元素,可将奥氏体向贝氏体转变温度推向低点,有效抑制亚稳相M/A的析出,这对于单次热循环来讲,有利于改善粗晶区韧性,但在多次热循环条件下,亚稳相M/A有足够的时间和动力来充分析出,这对于韧性的保障却是有害的。试验钢3是在试验钢2的基础上适当添加Mo,除补充强度损失外,还利用提高回火稳定性的特点,进一步改善熔合线的冲击韧性。结果表明:熔合线冲击吸收功从工业EQ51焊态的均值14 J提高到62 J,使薄规格12 mm厚EQ51焊后-40℃稳定大于33 J,满足海工钢高效焊接的要求。

图7 位置2-2形貌Fig.7 Microstructure of position 2-2

图8 位置2-2形貌Fig.8 Microstructure of position 2-2
3 结论
(1)母材C-Mn含量偏高和焊接熔合比的作用使焊缝无法获得有利于韧性的针状铁素体组织,工业EQ51在所述焊接条件下焊缝及熔合线冲击均值低于33 J。
(2)通过降低母材中C-Mn含量,除焊缝获得针状铁素体组织外,还改善和降低了再热粗晶区、临界再热粗晶区和不完全重结晶区的M/A形貌和含量。
(3)降C-Mn、降Ni、提Mo的递进式成分优化,通过组织调控有效抑制了不完全重结晶区链状M/A的析出,将熔合线平均冲击功从14 J提高到62 J,满足大于33 J的焊接要求。
Page 31
Research on microstructure controlling of welded joint with offshore steel EQ51 based on SAW
ZHANG Nan1,2,ZHANG Xi1,XU Jing1,YANG Jianwei1
(1.Shougang Research Institute of Technology,Beijing 100043,China;2.Beijing Engineering Research Center of Energy Steel,Beijing 100043,China)
The welding mechanical properties of high-efficiency welding on offshore steel EQ51 with thickness of 12 mm were investigated for improving the welding structure security in this paper.The microstructure and sub structure in four areas marked HF,CGHAZ,ICGHAZ and SCGHAZ were analyzed by SEM and EBSD.The results show that the higher component of C-Mn in base metal and penetration ratio are the primary causes which make the toughness decreased.Though graded composition design from decreasing C-Mn,decreasing Ni,to increasing Mo,the ideal microstructure is obtained,which makes the M/A precipitates depressed in HAZ.The average impact energy in fusion-line can be raised from 14 J to 62 J,which is sufficient the deadline of 33 J.
welding;CGHAZ;ICGHAZ;SCGHAZ;high angle boundary
TG455
A
1001-2303(2017)03-0017-06
10.7512/j.issn.1001-2303.2017.03.03
献
张楠,张熹,许静,等.基于埋弧焊的EQ51海工钢接头组织调控研究[J].电焊机,2017,47(03):17-21,31.
2016-11-14
张 楠(1983—),男,河北香河人,国际焊接工程师,硕士,主要从事金属材料焊接及界面行为研究。
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
物理学报(2022年7期)2022-04-15
有色金属(矿山部分)(2021年4期)2021-08-30
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
中国塑料(2016年10期)2016-06-27
焊接(2016年5期)2016-02-27
