
钎焊单层金刚石磨具的研究进展
2017-04-28 07:15轩庆庆龙伟民张航海郑东兴张青科
电焊机 2017年3期
轩庆庆,龙伟民,张航海,郑东兴,张青科
(1.郑州机械研究所新型钎焊材料与技术国家重点实验室,河南郑州450001;2.北京国瑞升科技股份有限公司,北京100085;3.河南郑州新郑国际机场有限公司,河南 郑州450001)
钎焊单层金刚石磨具的研究进展
轩庆庆1,龙伟民1,张航海2,郑东兴3,张青科1
(1.郑州机械研究所新型钎焊材料与技术国家重点实验室,河南郑州450001;2.北京国瑞升科技股份有限公司,北京100085;3.河南郑州新郑国际机场有限公司,河南 郑州450001)
钎焊单层金刚石磨具的研究和应用在国内外越来越受重视,与电镀单层金刚石磨具相比,钎焊单层金刚石磨具具有金刚石出刃高、容屑空间大、金刚石与基体之间的结合强度高等无可比拟的优点。从钎焊机理、钎料选择和钎焊工艺流程三方面介绍国内外钎焊单层金刚石磨具的研究现状,并分析大批量制造单层金刚石磨具存在的问题,指出下一步的研究有四项关键技术值得关注:钎料厚度的实用化控制、优质钎料的开发、钢基体受热变形、金刚石磨粒有序排布技术,为钎焊单层金刚石磨具的产业化提供借鉴。
钎焊;单层金刚石;磨具
0 前言
单层金刚石磨具是指利用粘接剂把单层大颗粒金刚石磨料直接固定在金属基体上而制成的以磨削、抛光、研磨为主要用途的金刚石工具。金刚石磨具的种类很多,主要包括砂轮、磨辊、磨轮、磨头、滚筒、磨块、珩磨条及各种柔性磨具。
随着高速、超高速磨削的发展,单层金刚石磨具得到了广泛应用。传统的单层金刚石磨具的制造主要采用电镀方法把金刚石颗粒固结在基体上,镀层金属与基体和金刚石的结合面上没有牢固的冶金结合,把持力不大,金刚石只是被包埋镶嵌在镀层金属中。在负荷较重的高效磨削作业中,磨轮容易因金刚石磨粒脱落或镀层成片剥落而导致整体失效。为了保证镀层金属对金刚石有强的镶嵌力,就必须增加镀层厚度。电镀法制备的单层金刚石磨具在使用过程中,随着金刚石磨粒的磨损和脱落,磨削刃逐渐变钝,使用寿命和加工效率都不理想。此外,电镀磨具容屑空间较小,磨削过程中容易堵塞。
近年来,钎焊单层金刚石磨具的研究和应用越来越受重视[1-4]。与电镀单层金刚石磨具相比,钎焊单层金刚石磨具具备金刚石出刃高、容屑空间大、金刚石与基体之间的结合强度高的特点,其原因是金刚石与基体间形成强力的冶金结合,工作时可使金刚石颗粒的出露高度达到其直径的2/3而不脱落,而且金刚石在基体中的分布可以进行优化设计。钎焊单层金刚石磨具克服了电镀单层金刚石磨具把持力不强、出露高度低、电镀生产造成水和环境污染的弊端,制成的金刚石磨具锋利度高、容屑空间大,不易堵塞,能够更加充分地发挥单层金刚石工具的优势[5]。研究和实际应用表明[6]:在相同条件下,与电镀磨轮相比,钎焊磨轮磨削力、功率消耗、磨削温度更低。因此,近年来钎焊法制造的单层金刚石磨具应用范围迅速扩大,在一些应用领域正在取代传统电镀法制造的金刚石磨具[7]。
1 金刚石的钎焊性
由于金刚石与一般金属(或合金)之间具有较高的界面能,导致大多数的单质金属或合金都难以有效地润湿与粘接金刚石颗粒。虽然Al、Fe、Co和Ni在液态时能润湿金刚石,但在润湿温度下对金刚石的侵蚀都很严重。金刚石使用含铁的钎料钎焊后的微观形貌如图1a所示,可以看出金刚石表面侵蚀较为严重。Ti、Cr、Zr等强碳化物形成元素能较好地浸润金刚石,但其中熔点最低的Ti元素的熔化温度也超过了1 600℃,而金刚石在氧气中于660℃开始氧化,在真空中1 500℃会发生石墨化转变。金刚石发生石墨化的微观形貌如图1b所示。因此,先使用活性元素在金刚石表面金属化,以改善金刚石的焊接性,再采用适当熔点的钎料进行钎焊,或者直接采用含有活性元素的钎料,钎焊过程中活性元素先与金刚石反应生成碳化物,然后通过碳化物层的过渡作用使钎料和金刚石形成冶金结合[8]。
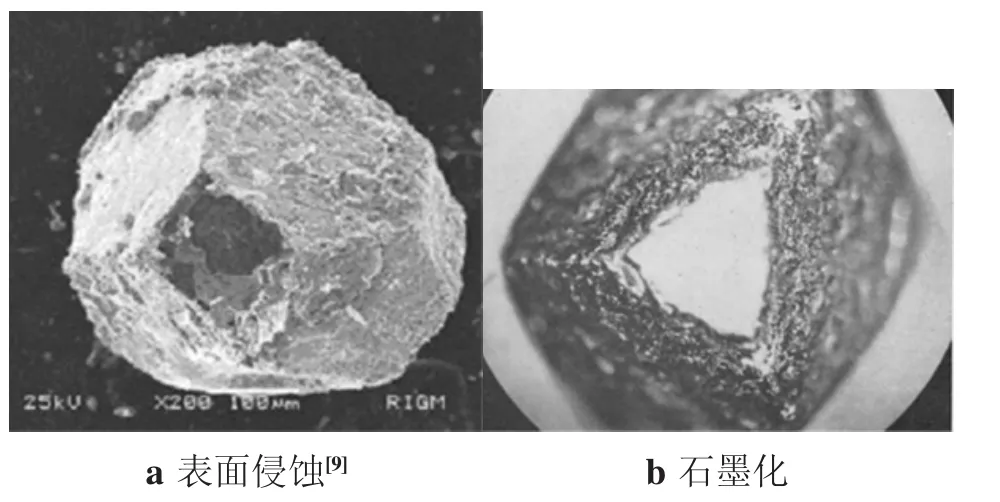
图1 金刚石的微观形貌[10]Fig.1 Microstructure of diamond[10]
钎焊金刚石的另一个难点是金刚石的线胀系数低于大多数金属材料,为防止在钎焊热应力作用下产生裂纹或断裂,应尽量选择与金刚石膨胀系数差异较小的钎料。
2 金刚石钎焊机理和活性钎料
从严格意义上讲,单层金刚石工具的钎焊并不是纯粹的钎焊,其原因是钎料对单晶金刚石的润湿和扩散等界面反应非常微弱,单晶金刚石的钎焊实际上是钎焊连接与机械镶包的双重作用[11],如图2所示,焊后钎料在很大程度上实现了对金刚石单晶的包镶。
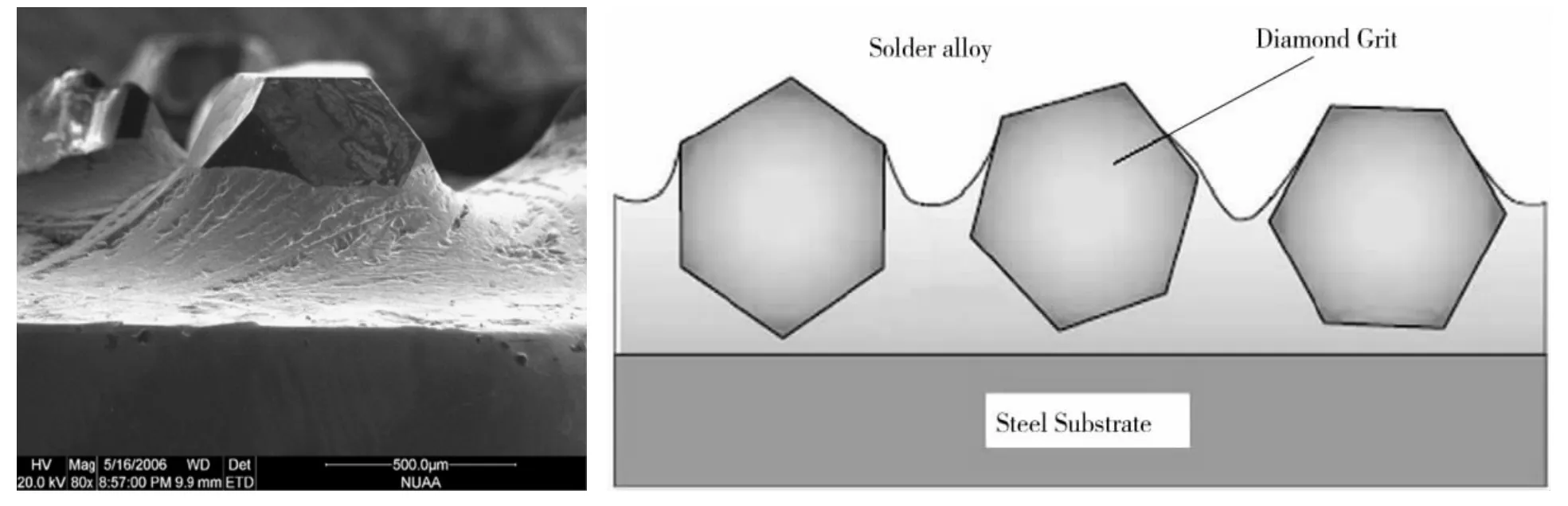
图2 钎焊后的金刚石磨粒微观形貌及金刚石钎焊原理[9]Fig.2 Microtopography of diamond abrasive after brazing and schematic diagram of diamond brazing[9]
单层钎焊金刚石工具的制造主要是用钎料将金刚石焊接在金属基体上的工艺过程。钎焊质量很大程度上取决于钎料,钎料应具有合适的熔点并对金刚石有良好的润湿性。实现单晶金刚石钎焊的关键是钎料中需含有一定比例的Ti、Cr、Zr等强碳化物形成元素,钎焊过程中这些元素与金刚石表面的碳原子形成碳化物,使钎料可以润湿金刚石表面。由于强碳化物形成元素都是活性大的金属元素,比如Cr、Zr极易氧化,而Ti对氢和氮有强烈作用,所以对单晶金刚石的钎焊一般应在高真空(10-4~10-3Pa)或惰性气体的保护下进行。
目前用于钎焊金刚石颗粒的活性钎料主要有低熔点合金钎料和高熔点合金钎料两种类型。低熔点合金钎料有铜基和银基两种系列,包括Ag-Cu-Ti、Ag-Cu-Cr和Cu-Sn-Ti等。高熔点合金钎料主要有Ni-Cr、Ni-Cr-Si-B、Ni-Cr-P、Ni-B-Cr和Ti-Zr-Cu-Ni等。低熔点合金钎料的主要优势是对金刚石的热损伤小。金刚石在空气中的石墨化温度约为800℃,在真空中约为1 500℃,而Ag-Cu-Ti钎料的熔化温度只有780℃~880℃,这样既能使钎料很好地浸润金刚石,又能有效控制金刚石的石墨化程度[12]。但是铜基和银基合金钎料的耐磨削、耐高温性能差,且钎料本身的强度较低,钎焊后的磨具难以实现重负荷磨削。Ni-B-Cr合金钎料用来钎焊金刚石颗粒已有20多年的历史,Ni-B-Cr合金钎料的耐磨削、耐高温性能好,本身强度高,缺点是熔点高(1 030℃),易造成金刚石的热损伤[13-14],所以钎焊一般在真空环境或者惰性保护气体中进行。但在对金刚石颗粒预先进行表面金属化后,可在空气中使用感应焊机对其进行焊接[15]。常用的活性钎料系列如表1所示。
近年来在单层金刚石工具的钎焊方面已有较多的研究。卢金斌[16-17]等人在真空炉中采用Ag-Cu-Ti钎料对金刚石磨粒进行了真空钎焊试验,观察金刚石与钎料界面、金刚石表面碳化物形貌,分析金刚石与钎料界面的成分。结果表明,Ag-Cu-Ti钎料中的Ti元素在金刚石表面生成了尺寸小于1 μm的块状TiC,在界面上形成了金刚石/TiC/钎料/钢基体的梯度结合层。此外,卢金斌[18-19]等人还深入研究了Ni-Cr合金真空钎焊金刚石的界面反应的热力学与动力学、碳化物生长及位向关系等,在钎焊过程中金刚石表面碳化物生长机制方面取得了一定进展。Lee CH[20]等人使用Ni-Cr基钎料在不同温度下对金刚石颗粒进行钎焊,发现金刚石/Ni钎料钎焊界面形成了多种Cr-C化合物,认为Cr-C化合物对于保持金刚石和钎料间的高连接强度非常重要。而Chen Y[9]等人通过对比Ag-Cu-Ti和Ni-Cr钎料钎焊金刚石的效果,发现使用较高熔点的Ni-Cr钎料会对金刚石造成表面石墨化、侵蚀、开裂等损伤,而使用较低熔点的Ag-Cu-Ti钎料基本不会对金刚石造成损伤。采用Ni-Cr-Me合金粉末做钎料,在1 050℃以上的钎焊温度和10-3~10-2Pa的真空条件下烧结钎焊,也是目前单层金刚石磨具研究的热点之一[21],采用Ag-Cu-Ti-Me合金粉末做钎料,在900℃以下的钎焊温度和10-4~10-3Pa真空条件下的浸渍钎焊是另一个研究方向[22-23]。

表1 单层金刚石工具钎焊用活性钎料
3 钎焊工艺流程
3.1 直接活性钎焊
高端的单层金刚石工具一般采用真空钎焊,真空度10-4~10-3Pa。具体方法是:先对基体进行除锈和抛光处理,再用酒精清洗,确保基体表面清洁;将金刚石颗粒酸洗后,再用去离子水漂洗后烘干。将焊片放在基体表面,再把金刚石撒在焊片上面,或者将钎料制成粉状,直接与金刚石磨粒混合后撒在基体表面。一般需要采用专用的工装固定工件,而后放入真空炉抽真空,待真空度达到一定程度后加热。钎料熔化后活性元素与金刚石表面反应形成碳化物层,钎料润湿并包覆金刚石颗粒。由于采用真空钎焊时升温慢、金刚石磨粒在高温下的停留时间长,易发生石墨化造成热损伤,因此精确控制钎焊温度也是保证钎焊质量的重要因素。直接活性钎焊法如图3所示。常用钎焊材料为Cu-Sn-Ti、Ni-Cr-B-Si、Ag-Cu-Ti粉状钎料。
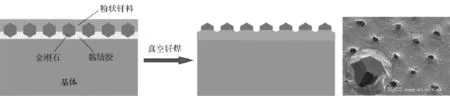
图3 真空钎焊法示意[10]Fig.3 Schematic diagram of vacuum brazing[10]
3.2 表面金属化钎焊
经表面金属化的金刚石颗粒可在非惰性气体中直接焊接,具体流程如下:先对基体表面和金刚石磨粒进行清洁处理;将膏状钎剂分别涂在基体表面和焊片上,把焊片放在基体表面上,再把金刚石撒在焊片上面,感应加热,至钎料熔化后保温一定时间,冷却后清除残留钎剂和氧化物层。采用该方法排除了购买专用设备所需的大量启动成本,而采用其他结合剂的金刚石工具通常都需购买专用设备。金刚石表面金属化钎焊如图4所示。
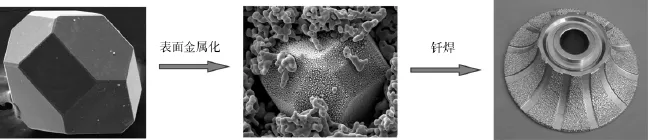
图4 金刚石表面金属化钎焊[9]Fig.4 Brazing of diamond surface metallization[9]
4 总结与展望
钎焊单层金刚石工具技术发展至今,已经解决了一些关键性的理论和技术问题,形成了部分适用的钎料体系和钎焊工艺规范,产品逐步得到推广应用,下一步的研究工作将更多集中在研制优质钎焊材料和改进钎焊工艺上,以期获得更高的钎焊质量,应关注以下四项关键技术:
(1)钎料层厚度的实用化控制技术。目前用来钎焊金刚石颗粒的钎料主要有片状和粉状两种形态。使用片状钎料较易控制钎料层厚度的均匀性,但是钎料熔化后有一定的流动性,在重力作用下,熔化的钎料向基体较低的位置堆积并形成积瘤,给不规则基体形状金刚石磨具的制造带来困难;粉末状钎料的均匀性控制难度更大,不仅要考虑钎料熔化后的流动性,还要考虑焊前如何将粉末状钎料均匀一致地安置在基体上。另外,无论使用哪种钎料,都必须考虑加热时间对钎料层的影响及钎料熔化后的流动。
(2)优质钎料的开发。目前使用的钎料虽能实现界面间的冶金结合,但是使用高熔点钎料钎焊时,金刚石会受到不同程度的热损伤,而目前常用的低熔点钎料强度较低,易造成金刚石脱落,使用条件受到限制。因此,性能优良钎料的研制还将是研究者努力的方向。
(3)钢基体受热变形。钎焊过程中,钢基体因受到热的作用会产生热变形,影响工具的尺寸精度。因此,选择合适的感应线圈或钎焊温度,避免钢基体的受热变形。
(4)金刚石磨粒有序排布技术。单层金刚石磨具工作面上磨粒的合理有序排布已经成为国内外的研究热点。金刚石磨粒经有序排布后,可显著提高其使用寿命和对工件的加工质量,有序排布的单层金刚石磨粒如图5所示[10]。目前研究中的有序排布方案有电磁排布、静电排布、机械筛网自动排布、吸气筛网自动排布等[24],但在工业生产中应用仍较少。因此,研制一种能自动实现金刚石磨粒有序排布的简便而实用的机构和装置,是单层金刚石磨具钎焊中一个迫切需要解决的难题。
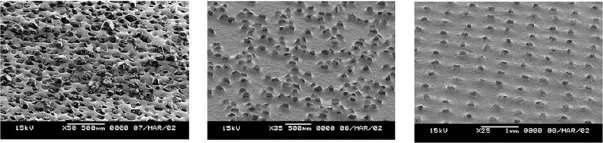
图5 无序、半有序和有序排列的金刚石磨粒[10]Fig.5 Diamond abrasive of disorder,semi order and ord-erly arrangement
[1]韩鹏,肖冰,段端志.磨粒预钎焊烧结金刚石雕刻磨头的性能研究[J].金刚石与磨料磨具工程,2015(1):6-10.
[2]谢涛,叶宏煜.真空钎焊金刚石工具的自动化生产[C].郑州:2009中国超硬材料行业技术发展论坛,2009.
[3]段端志,肖冰,汪炜,等.Ni-Cr合金真空预钎焊金刚石磨粒复合节块界面微结构[J].焊接学报,2015(11):93-96.
[4]姜荣超,雷雨,李超群,等.国外超硬材料工具的最新应用与进展[C].桂林:中国超硬材料发展论坛暨第二届中国金刚石相关材料及应用学术研讨会,2008.
[5]周玉梅,张凤林.钎焊单层金刚石工具研究现状[J].焊接技术,2010,39(6):1-5.
[6] 冯胜强,杨立军,刘照伟,等.金刚石的钎焊工艺[J].焊接技术,2005,34(03):26-28.
[7]武志斌,徐鸿钧.钎焊单层金刚石砂轮的现存问题及其对策[J].焊接学报,2001,22(03):36-38.
[8]吕智,郑智,莫时雄.超硬材料工具设计与制造[M].北京:冶金工业出版社,2010.
[9]Chen Y,Fu Y,Su H,et al.The effects of solder alloys on the morphologies and mechanical properties of brazed diamond grits[J].International Journal of Refractory Metals& Hard Materials,2014,42(1):23-29.
[10]Michael S,Sung J C.The brazing of diamond[J].金刚石与磨料磨具工程,2008,27(S1):382-393.
[11]林增栋,印红羽,彭晓芙.钎焊单层金刚石工具的工艺机理[J].工业金刚石,2004(4):1-6.
[12]Ali M,Knowles K M,Mallinson P M,et al.Interfacial reactions between sapphire and Ag-Cu-Ti-based active braze alloys[J].Acta Materialia,2016(103):859-869.
[13]杨志波,刘爱菊,杨瑞云,等.Ni-Cr合金钎料激光钎焊金刚石磨粒界面显微结构及形成机理[J].稀有金属材料与工程,2016(5):1152-1156.
[14]姚正军,徐鸿钧,肖冰,等.Ni-Cr合金Ar气保护炉中钎焊金刚石砂轮的研究[J].中国机械工程,2001,12(08):956-958.
[15]张国青,戴秋莲,黄辉,等.钎焊单层金刚石工具的研究现状评述[J].珠宝科技,2004,16(3):1-4.
[16]卢金斌,徐九华.Ag-Cu-Ti钎料钎焊金刚石的界面微观组织分析[J].焊接学报,2007,28(08):29-32.
[17]卢金斌,徐九华.真空钎焊金刚石界面碳化物的形貌[J].中国有色金属学报,2007,17(07):1143-1148.
[18]卢金斌,徐九华,徐鸿钧,等.Ni-Cr合金真空钎焊金刚石界面反应的热力学与动力学分析[J].焊接学报,2004,25(01):21-24.
[19]卢金斌,席艳君,王志新.Ni-Cr合金真空钎焊金刚石的碳化物生长及位向关系[J].中国有色金属学报,2010,20(1):137-142.
[20]Lee C H,Ham J O,Song M S.The Interfacial Reaction between Diamond Grit and Ni-Based Brazing Filler Metal[J]. Materials Transactions,2007,48(4):889-891.
[21]卢金斌,贺亚勋,张旺玺,等.Ni-Cr-B-Si+Cu-P-Sn复合钎料真空钎焊金刚石[J].中国有色金属学报,2016,26(3):610-615.
[22]Miao Q,Ding W,Zhu Y,et al.Brazing of CBN grains with Ag-Cu-Ti/TiX composite filler-The effect of TiX particles on microstructure and strength of bonding layer[J].Materials&Design,2016(98):243-253.
[23]Dai X,Cao J,Tian Y,et al.Effect of holding time on microstructure and mechanical properties of SiC/SiC joints brazed by Ag-Cu-Ti+B4C composite filler[J].Materials Characterization,2016(118):294-301.
[24]孟江雄,肖冰,王波,等.有序排布钎焊金刚石磨盘的实验研究[J].金刚石与磨料磨具工程,2014(3):22-25.
Research progress of brazed monolayer diamond abrasive tools
XUAN Qingqing1,LONG Weimin1,ZHANG Hanghai2,ZHENG Dongxing3,ZHANG Qingke1
(1.State Key Laboratory of Advanced Brazing Filler Metals&Technology,Zhengzhou Research Institute of Mechanical Engineering,Zhengzhou 450001,China;2.Beijing Grish Hitech Co.,Ltd.,Beijing 100085,China;3.Zhengzhou-Xinzheng Intel Airport,Zhengzhou 450001,China)
The research and application of monolayer diamond abrasive tools have been paid more and more attention at home and abroad.Compared with electroplating monolayer diamond abrasive tools,the brazed monolayer diamond tools have the unparalleled advantages of high diamond cutting edge,large chip space,high bonding strength between diamond and matrix.In this paper,the research status of brazing monolayer diamond abrasive tools at home and abroad is introduced from three aspects:the brazing mechanism,the selection of solder and the process flow,and the problems existing in the large scale manufacture of monolayer diamond abrasive tools are analyzed,which provide reference for the industrial production of monolayer diamond abrasive tools.
brazing;monolayer diamond;abrasive tools
TG454,TQ164
C
1001-2303(2017)03-0022-05
10.7512/j.issn.1001-2303.2017.03.04
献
轩庆庆,龙伟民,张航海,等.钎焊单层金刚石磨具的研究进展[J].电焊机,2017,47(03):22-26.
2016-09-19;
2017-02-05
国家国际科技合作计划项目(2015DFA50470)
轩庆庆(1990—),男,河南商丘人,硕士,主要从事新型钎料材料的开发及焊接工艺的研究。
猜你喜欢
表面技术(2022年2期)2022-03-03
模具制造(2021年6期)2021-08-06
湖北农机化(2020年4期)2020-07-24
精密制造与自动化(2018年3期)2018-09-19
制造技术与机床(2017年3期)2017-06-23
河北农机(2016年4期)2016-08-16
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
