酿酒葡萄收获机避障控制系统的设计
2017-05-02 23:36赵紫薇坎杂李成松王哲杨兰
江苏农业科学 2017年3期
赵紫薇++坎杂++李成松++王哲++杨兰涛


摘要:针对新疆地区酿酒葡萄立架种植模式下立柱倾斜影响机械化采收的问题,设计1种以可编程逻辑控制器(PLC)、检测传感装置和模/数(A/D)转换模块为硬件核心,以Kingview 6.53为软件开发平台的酿酒葡萄收获机避障控制系统。该系统在酿酒葡萄收获机收获时检测立柱的倾斜方向、角度,并根据检测结果与避障策略判断立柱是否妨碍振动分离装置采收,同时给出相应的振动分离装置调整信号,控制执行机构驱动振动分离装置调整,最终达到自动避障的目的。
关键词:酿酒葡萄;避障;可编程逻辑控制器(PLC);角度传感器
中图分类号: S24;S225.93文献标志码: A
文章编号:1002-1302(2017)03-0192-03
收稿日期:2016-01-24
基金项目:国家自然科学基金(编号:51465051);新疆生产建设兵团工业科技计划(编号:2013BA009)。
作者简介:赵紫薇(1993—),女,甘肃武山人,硕士研究生,研究方向为智能化检测与自动控制技术。E-mail:597949368@qq.com。
通信作者:坎杂,教授,博士生导师,主要从事农业机械研究。E-mail:kz-shz@163.com。
目前,新疆地区酿酒葡萄的种植模式主要为立架种植模式,由于新疆地区冬季要对葡萄植株进行掩埋,以防葡萄受冻或风干而不能形成粗硬的枝干,因此树形主要为多主蔓扇形,立柱设置于葡萄行中部且间距较小,用于捆绑金属网线与支撑葡萄藤叶。葡萄生产主要作业环节中的扒藤上架、除草松土、埋藤等会造成立柱空间位置的移动,且同一葡萄行的立柱倾斜方向、角度各异[1-3]。国内外酿酒葡萄收获机大部分采用中枢型振动分离装置,该装置在竖直方向上主要由多组对称肋条组成,工作时分布在葡萄行两侧,葡萄行中部的立柱倾斜时易与上部肋条碰撞。因此,确保振动分离装置与立柱不产生碰撞是实现机械化收获的关键技术[4],而國内外现有的葡萄收获机鲜有这方面的研究。因此,本研究针对新疆地区酿酒葡萄立架种植模式中立柱较密且倾斜方向角度各异的现状,以中枢型酿酒葡萄振动分离装置为基础[5-6],研究1种基于可编程逻辑控制器(PLC)与组态王软件的酿酒葡萄收获机避障控制系统,利用以角度传感器为主要传感器件的检测传感装置,实现在酿酒葡萄收获机运行时对立柱倾斜方向、角度的检测,并根据检测结果与避障策略判断立柱是否妨碍振动分离装置的运行,同时给出相应的振动分离装置调整信号,控制执行机构驱动振动分离装置调整。
1系统总体方案
如图1所示,酿酒葡萄收获机避障控制系统硬件主要有检测传感装置、模/数(A/D)转换模块、PLC控制器、上位机等组成。
本系统由检测传感装置内的1对角度传感器将立柱的倾斜方向、角度值转换成可识别的电信号,经A/D模块转换为数字信号,送给PLC进行数据量程转换处理,然后通过RS-232串口将检测到的数据传给上位机,上位机通过组态王软件编制的处理程序将设定值与检测值进行比较,确定是否需要避障,需要则输出相应的振动分离装置调整信号,控制执行机构驱动振动分离装置的调整。通过立柱后,振动分离装置复位。
2系统硬件设计
2.1检测传感装置设计
本研究针对目前新疆地区酿酒葡萄的立架种植模式,主要探测立柱的倾斜度,考虑立柱周围枝条较多,并且会被藤叶覆盖,避障系统采用红外式、超声波式、激光(雷达)式、视觉式检测方法很难检测出立柱的倾斜度。因此,本避障系统选用接触式检测方法,设计1个以角度传感器为主要传感器件的检测传感装置,检测立柱的方向与倾斜度。
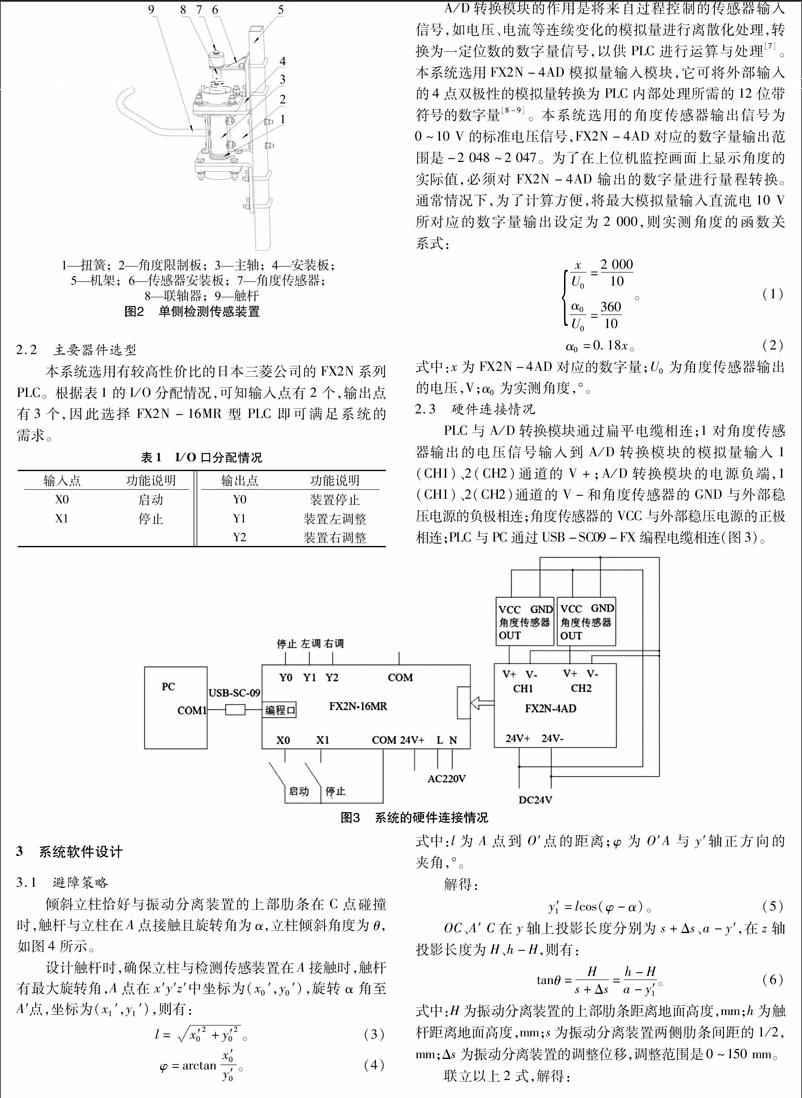
检测传感装置对称安装在机架上,并可根据葡萄行的高度上下调整;当触杆接触到立柱,会带动主轴转动,角度传感器通过联轴器检测到相应转动的角度,并将相应信号通过 A/D 转换模块传送给PLC。当1次检测完成时,触杆会在主轴两端安装的旋向相反的扭簧作用下及时回复;为了防止触杆反向转动而影响检测,在主轴与机架之间装有角度限制板。单侧检测传感装置如图2所示。传感器选用P3036型霍尔无触点角度传感器,该传感器所需供电电源为24 V直流电,信号输出为0~10 V直流电,可360°连续测量,线性精度达03%F.S,灵敏度高,寿命长,可靠性高。
2.2主要器件选型
本系统选用有较高性价比的日本三菱公司的FX2N系列PLC。根据表1的I/O分配情况,可知输入点有2个,输出点有3个,因此选择FX2N-16MR型PLC即可满足系统的需求。
A/D转换模块的作用是将来自过程控制的传感器输入信号,如电压、电流等连续变化的模拟量进行离散化处理,转换为一定位数的数字量信号,以供PLC进行运算与处理[7]。本系统选用FX2N-4AD模拟量输入模块,它可将外部输入的4点双极性的模拟量转换为PLC内部处理所需的12位带符号的数字量[8-9]。本系统选用的角度传感器输出信号为 0~10 V的标准电压信号,FX2N-4AD对应的数字量输出范围是-2 048~2 047。为了在上位机监控画面上显示角度的实际值,必须对FX2N-4AD输出的数字量进行量程转换。通常情况下,为了计算方便,将最大模拟量输入直流电10 V所对应的数字量输出设定为2 000,则实测角度的函数关系式:
[JZ(][JB({][SX(]xU0[SX)]=[SX(]2 00010[SX)][SX(]α0U0[SX)]=[SX(]36010[SX)][JB)]。[JZ)][JY](1)
[JZ(]α0=0.18x。[JZ)][JY](2)
式中:x为FX2N-4AD对应的数字量;U0为角度传感器输出的电压,V;α0为实测角度,°。
2.3硬件连接情况
PLC与A/D转换模块通过扁平电缆相连;1对角度传感器输出的电压信号输入到A/D转换模块的模拟量输入1(CH1)、2(CH2)通道的V+;A/D转换模块的电源负端,1(CH1)、2(CH2)通道的V-和角度传感器的GND与外部稳[JP3]压电源的负极相连;角度传感器的VCC与外部稳压电源的正极相连;PLC与PC通过USB-SC09-FX编程电缆相连(图3)。[JP][FL)]
[FK(W13][TPZZW3.tif][FK)]
3系统软件设计
3.1避障策略
倾斜立柱恰好与振动分离装置的上部肋条在C点碰撞时,触杆与立柱在A点接触且旋转角为α,立柱倾斜角度为θ,如图4所示。
设计触杆时,确保立柱与检测传感装置在A接触时,触杆有最大旋转角,A点在x′y′z′中坐标为(x0′,y0′),旋转α角至A′点,坐标为(x1′,y1′),则有:
[JZ(]l=[KF(]x′[KG-*3]02+y′[KG-*3]02[KF)]。[JZ)][JY](3)
[JZ(]φ=arctan[SX(]x′[KG-*3]0y′[KG-*3]0[SX)]。[JZ)][JY](4)
式中:l为A点到O′点的距离;φ为O′A与y′轴正方向的夹角,°。
解得:
[JZ(]y′[KG-*3]1=lcos(φ-α)。[JZ)][JY](5)
OC、A′ C在y轴上投影长度分别为s+Δs、a-y′,在z轴投影长度为H、h-H,则有:
[JZ(]tanθ=[SX(]Hs+Δs[SX)]=[SX(]h-Ha-y′[KG-*3]1[SX)]。[JZ)][JY](6)
[JP2]式中:H为振动分离装置的上部肋条距离地面高度,mm;h为触杆距离地面高度,mm;s为振动分离装置两侧肋条间距的1/2,mm;Δs为振动分离装置的调整位移,调整范围是0~150 mm。[JP]
联立以上2式,解得:
[FK(W17][TPZZW4.tif][FK)]
[JZ(]θ=arctan[SX(]Hs+Δs[SX)]。[JZ)][JY](7)
[JZ(]α=φ-arccos[SX(]aH+(s+Δs)(H-h)lH[SX)]。[JZ)][JY](8)
检测前,可根据设计的已知数据求得设定角度范围,则避障策略可根据检测传感装置测得角度与设定角度的比较关系:(1)当2边检测到的角度值都比设定的最小角度小时,不作处理;(2)当1边检测到的角度在设定的角度范围内,振动分离装置向该边调整距离Δs,直至可以安全通过;(3)当1边检测到的角度值比设定的最大角度大,振动分离装置停止运行。
3.2下位机软件设计
下位机通过三菱PLC编程软件GX Developer对PLC进行编程。GX Developer是三菱通用性较强的编程软件,可以完成脱机编程、文件管理、程序传输和运行监控等功能[10-11]。图5为酿酒葡萄收获机避障控制程序流程。下位机PLC在系统中主要完成的任务是对传感器检测到的经A/D转化后的数据进行采集、处理,随后传给上位机,以及接受上位机传来的控制指令来驱动振动分离装置的控制设备,从而实现酿酒葡萄收获机采收免受立柱的影响,达到运行符合机械化收获的要求。
3.3上位机软件设计
上位机采用Kingview 6.53编制相应程序,实现对控制流程和测量数据的显示,建立酿酒葡萄收获机避障控制系统监控界面,能够准确实时再现被控对象的真实状态。收获人员在采收前输入设定角度,随后进入主界面,启动后,当检测传感装置碰触到倾斜的立柱时,实时趋势曲线会快速地反映出角度的变化。[JP2]当2边检测到的角度值都比设定的最小角度小时,安全指示灯亮,酿酒葡萄收获机的采收部件振动分离装置可以安全通过;当1边检测到的角度在设定的角度范围内,该边的调整指示灯亮,相应的振动分离装置自动向该边调整一定距离,保证装置可以安全通过;当1边检测到的角度值比设定的最大角度大时,报警指示灯亮,振动分离装置停止运行,收获人员需自行手动处理障碍物。具体监控界面如图6所示。[JP]
5结论
本研究针对新疆酿酒葡萄的种植模式和收获现状,设计酿酒葡萄收获机的避障系统,该系统采用三菱FX2N-16MR型PLC作为核心控制器,配合以P3036型角度传感器为主要传感器件的检测传感装置,可对影响振动收获装置运行的立柱的空间位置进行实时监测;并选用PC应用Kingview 6.53工業组态软件作为上位机,实时监控系统工作状态,并对不同倾斜度给出不同避障策略,以保证酿酒葡萄收获机安全、可靠、稳定地运行,为新疆地区酿酒葡萄收获机的进一步研究提供了参考。
参考文献:
[1]赵中华. 新疆葡萄生产机械应用现状及发展方向[J]. 农业技术与装备,2008(4):33-34.
[2]裴新民,金晓青. 新疆酿酒葡萄生产机械化现状及发展建议[J]. 农业开发与装备,2014(8):6-8,46.
[3]吴新声,丁志欣. 新疆酿酒葡萄生产机械化现状分析[J]. 新疆农机化,2014(4):18-19,24.
[4][JP2]李成松,冯玉磊,王丽红,等. 国外酿酒葡萄收获机振动采摘部件结构及应用现状[J]. 江苏农业科学,2014,42(3):335-336,337.[JP]
[5]冯玉磊,坎杂,李成松,等. 基于振动原理的酿酒葡萄采摘试验装置的设计[J]. 江苏农业科学,2013,41(11):404-406.
[6]李成松,高振江,坎杂,等. 双支撑酿酒葡萄果实振动分离装置作业机理[J]. 农业工程学报,2015,31(4):26-32.
[7]郭从良. 信号的数据获取与信息处理基础[M]. 北京:清华大学出版社,2009:313-316.
[8]李金城. PLC模拟量与通信控制应用实践[M]. 北京:电子工业出版社,2011:67-86.
[9]李江全. PLC模拟量与通信控制应用实例详解[M]. 北京:电子工业出版社,2014:51-66.
[10]宋德玉. 可编程序控制原理及应用系统设计技术[M]. 北京:冶金工业出版社,2014:123-125.
[11]江燕,周爱明 .PLC技术及应用:三菱FX系列[M]. 北京:中国铁道出版社,2013:17-27.
猜你喜欢
山东工业技术(2016年23期)2016-12-23
科技创新与应用(2016年34期)2016-12-23
科技资讯(2016年19期)2016-11-15