关于大型衬套零件加工刀具选择和改制技术的探究
2017-05-30 08:40赵小刚任青剑黄雨田
科技风 2017年5期
赵小刚 任青剑 黄雨田
摘 要:衬套零件是大型柴油机中的重要部件,其尺寸较大,表层厚度较薄,所以加工起来十分不方便。本文主要分析了大型衬套零件加工刀具的各项性能参数对工件加工质量的影响,并从中选择较为合适的切削参数,取得了较好的加工效果。
关键词:大型衬套零件;加工刀具;选择;改制
大型衬套零件尺寸较大,表层厚度较薄,加工难度比较大。通常来说,大型衬套零件的直径一般为0.75m,总长度为0.92m,但是其壁厚却只有2.5cm。在对大型衬套零件进行加工时,所选择的加工设备为卧式车床,所以很容易使大型衬套零件产生形变;零件的制作材料为铬镍钛合金,所以零件具有足够的韧性,在下刀时,很容易产生粘刀问题;加工时车床持续运行,加工刀具也在不停地下刀、切削,所以一直保持着较高的温度,难以冷却,导致加工刀具在后期切削过程中持续磨损。对此,本文对大型衬套零件加工刀具进行合理的选择与改制,在保证切削质量的同时,尽量减小对刀具的磨损[ 1 ]。
1 加工刀具几何参数分析
1.1 加工刀具主偏角与切削力分析
1.1.1对主切削力的影响
如果切削面积一定,逐渐增大主偏角,那么会使得切削的宽度持续减小,而切削的厚度持续增加,切削层整体变得越来越厚、越来越窄,所以主切削力是在不断减小的。如果主偏角增加到一定的范围,比如60°到75°,由于刀尖的圆弧部分也参与到切削当中来,所以切削层的形状逐渐发生改变,厚度变薄,宽大增大,因此主切削力会慢慢恢复甚至超过原有切削力。
1.1.2对进给抗力和切深抗力的影响
由进给抗力的计算公式F1=FmsinKr以及切深抗力的计算公式F2=FmcosKr可以看出,在切削分力Fm不变的情况下,主偏角Kr增加,sinKr是不斷增加的,而cosKr是持续减小的,因此,进给抗力增加,切深抗力减小。当主偏角为90°时,进给抗力达到最大值,但是切深抗力并不会减小到0。因为主偏角并不是影响进给抗力与切深抗力的唯一因素,刀刃倾斜角对此也有一定的影响。
1.2 加工刀具偏角与刀刃强度、散热性能之间的关系
刀尖角对刀刃强度、散热性能都有一定的影响,增大刀尖角,可以有效提高加工刀具的强度,扩大散热面积,提高刀具的散热性能,从而减轻加工刀具的磨损程度。而刀具的主偏角与副偏角的增加,会使得刀尖角减小,从而降低刀具强度,缩小散热面积,加剧加工刀具的磨损;反之,主偏角与副偏角减小,则会增大刀尖角,扩大散热面积,减轻加工刀具的磨损。
1.3 修光刃对工件表面质量的影响
修光刃对工件表面质量有较大的影响,所以在选择修光刃时,一定要谨慎,如果修光刃太长,那么刀具在切削时很容易产生振动,影响表面切削的质量;如果修光刃太短,那么在切削时又达不到修光的要求。在大型衬套零件加工时,由于加工刀具需要持续切削,工作时间较长,如果一次性走刀量太大,那么工件表面很容易产生缺陷。经过计算,最终确定走刀量为0.25mm,修光刃长度为0.55mm。
1.4 修光刃、后角对加工刀具耐磨性能的影响
合适的后角可以有效降低刀具主后刀面与工件表面的摩擦,降低刀具的磨损,同时提高加工工件的表面质量。如果后角设置太大,虽然刀具在切削时可以让刀刃保持较为锋利的状态,但过度使用刀刃反而会使得刀刃磨损速度加快,缩短刀具的使用寿命;如果后角太小,加工刀具与工件表面的摩擦阻力较大,切削时容易产生振动,影响切削质量。因此,必须要合理控制后角的角度范围。此外,修光刃的长度对于刀具耐磨性也有影响。修光刃长度太短,刀具比较容易磨损;修光刃太长,刀具虽然有一定的耐磨性,但是切削时容易产生振动,影响工件表面加工质量[ 2 ]。
1.5 刀具几何参数对刀具振动的影响
如果镗杆刚性比较差,或者几何参数设置不合理,都会引起刀具切削过程中的振动问题,使得工件表面加工受到影响。增加刀具切削的前角,会使得切削更轻、更快,不会产生振动。所以在切削刚性比较差的工件时,最好是设置较小的切削后角,减轻振动。
1.6 刀刃倾斜角、断槽宽度与断屑之间的关系
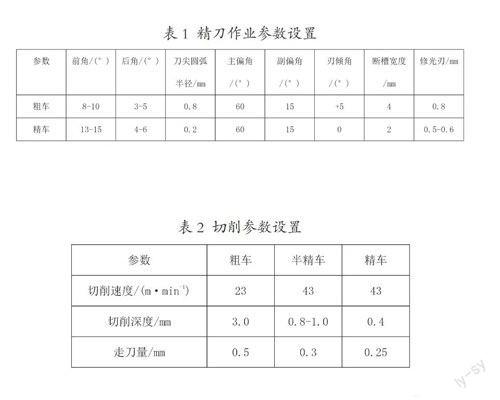
刀刃倾斜角决定了刀具的强度以及断屑飞出的方向,同时断槽的宽度与走向也影响了断屑的排出方向。由于大型衬套零件大多为硬质合金材料,所以在进行精车作业时,如果参數设置不合理,断屑很容易附着到加工刀具上,划伤工件表面,降低工件表面的质量。对此,必须合理设置精车作业的参数。经过计算与试验,得到精车作业各项参数如表1所示,按照这些参数进行精车作业时,断屑的长度以及排出方向符合设计要求,不会划伤工件表面[ 3 ]。
2 切削参数设置
经过实验检测,取切削效果最好的一组,最终得到的切削参数设置如表2所示。
3 结语
本文对大型衬套零件加工刀具的各项几何参数进行了分析,并给出了合理的精车作业设置参数与切削加工参数,解决了大型衬套零件加工的实际问题,对大型衬套零件的加工有一定的参考价值。
参考文献:
[1] 魏林.大型衬套零件加工刀具刃磨技术分析[J].工具技术,2015,49(08):64-65.
[2] 李保国,马净照,王惠中,郭巨寿,朱维民,李晓霞.某型号柴油机喷油器衬套加工工艺攻关[J].铁道机车车辆,2011,31(S1):398-399+404.
[3] 孙义林.一种薄壁衬套的加工工艺研究[J].广西轻工业,2011,27(10):60-61.
项目名称:某发射器内腔特种材料发射器加工性能分析与生产工装系统设计,Gfy 16-02
作者简介:赵小刚(1981-),男,陕西户县人,汉族,工程硕士,讲师,研究方向:cad/cam/cae。
猜你喜欢
职业(2016年11期)2016-11-23
财会学习(2016年19期)2016-11-10
新闻前哨(2016年10期)2016-10-31
科技视界(2016年22期)2016-10-18
中国市场(2016年21期)2016-06-06
企业导报(2016年9期)2016-05-26
商(2016年3期)2016-03-11
企业文化·中旬刊(2015年6期)2015-06-25