
非完整底角机加凹陷处棱线位置度的数控测量
2017-06-01 23:13汪露
中国高新技术企业 2017年9期
关键词:棱线
汪露

摘要:文章介绍了利用PCDMIS软件棱点功能测量零件非完整底角转角机加凹陷处棱线位置的方法,利用机加凹陷的不同底角半径和深度以及测量过程使用的测针宝石球的球径,计算出所需的各项参数,从而得到正确的棱线位置。该方法突破了以往的模糊比较的方法,可以得到实际的测量数据,更加量化测量结果,满足更高的客户要求。
关键词:机加凹陷;棱线;棱点;厚度补偿;数控测量 文献标识码:A
中图分类号:TH165 文章编号:1009-2374(2017)08-0094-02 DOI:10.13535/j.cnki.11-4406/n.2017.08.045
机加零件的腹板及外形的机加凹陷位置,由于位置公差较大,长期以来我们使用样板和明胶板采取贴合对比目视检查的方式,将样板和明胶板放在零件相应位置上,通过肉眼观察来确定机加凹陷位置是否在合格位置,但没有实际位置的测量值。由于客户要求增加,需要获得这些机加凹陷位置的实测值,而样板和明胶板的测量方式满足不了实际要求,因此采用三坐标测量的方法来获取实测值。
1 零件机加凹陷的三坐标测量方式选择
1.1 典型棱线的位置特点
机加凹陷位置上的棱线是两个平面相交、两个曲面相交或者一个平面与一个曲面相交出来的。典型腹板上的机加凹陷深度较浅,底角不完整,同一个零件机加凹陷深浅不一,底角不尽相同。
1.2 常用测量方法
对于零件外形上的测量点,通常使用矢量点的测量方式,即在零件外形面上采集任意点,使用PCDMIS的自动矢量点测量功能,测量红宝石球將沿着该点所在特征曲面的矢量方向去逼近零件。由于棱线的特征曲面有两个,如选择其中一个方向进行矢量点测量,沿逼近矢量方向得到的测量位置都不能真实反映棱线的位置。
1.3 自动棱点测量方式
采用自动棱点测量时,棱点是通过一个曲面和一条边界边组成的,测量时首先搜索曲面,然后根据曲面位置测量边界,测头将平行于投影曲面、沿着棱矢量方向去逼近棱点,将测头触碰到的位置实测值投影到一开始搜索的投影面上,投影得到的值即为输出的测量值。
由于投影曲面为平面,从经济性的角度和测量公差范围来考虑,样例点为1时,先在曲面上测量一点,然后触测棱点,将测量的结果沿着曲面测量点投影到标称曲面上,即可满足测量需求。
2 棱线的具体测量过程
2.1 典型棱线位置分析
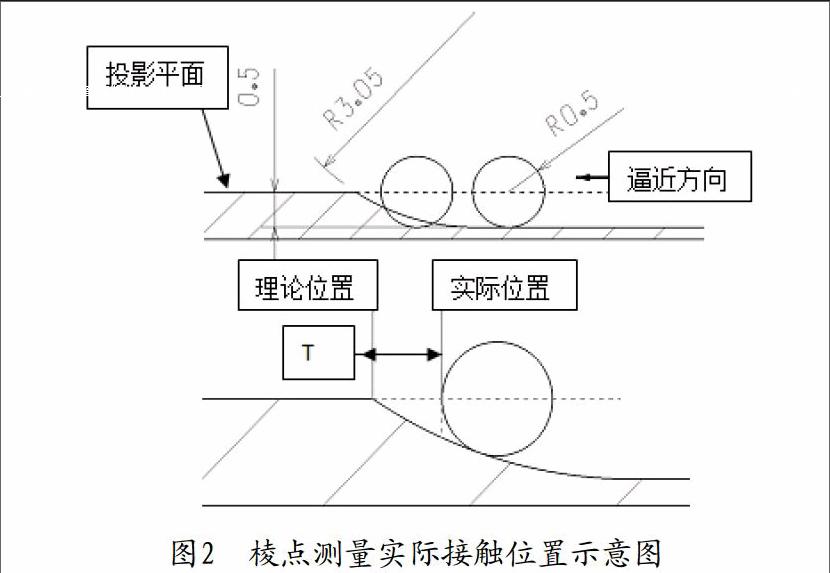
从图2中可以看到,测针先沿曲面法矢量在投影平面上取一点,再沿着棱矢量去逼近棱所在的另一个曲面。而典型的腹板机加凹陷的棱线是落在底角上,当深度设为0时,宝石球球心是在棱线的理论高度上,平行于腹板面逼近理论位置,由于腹板机加凹陷高度很小,仅0.5mm,而即使测头半径小至0.5mm,这样也会出现测头未移动到理论位置就与机加凹陷位置的底角圆弧发生干涉的情况。依据软件将球径最大处点位置进行投影计算,得到的T值将始终为正值,远在零件表面之外,这个值反映的不是实际棱线位置。
2.2 计算正确的测量参数
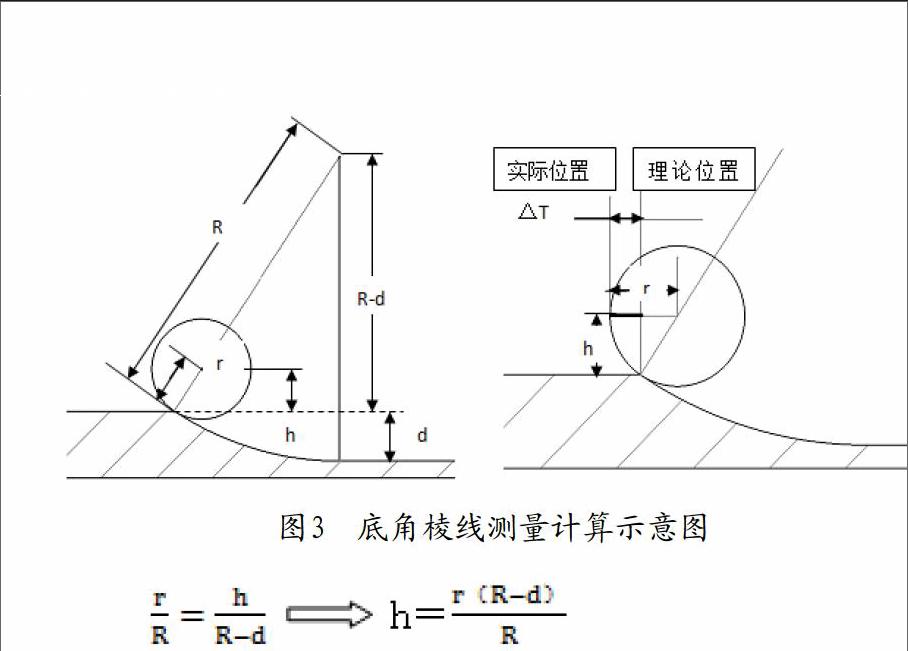
要让宝石球触碰到正确的理论棱线,我们必须将测头向上抬高一定的高度,确保红宝石球不与底角圆弧干涉。图3中测头抬高高度设为h,机加凹陷深度设为d,宝石球半径设为r,零件底角半径为R,如要确保宝石球与棱线触碰,抬高的最小高度必须保证宝石球在棱线位置上,且与底角圆弧相切,即可得出最小抬高的高度。
即宝石球越大,宝石球底部越大,距离腹板面的距离越大,可以避免由于腹板厚度偏小导致触测不到零件的情况发生。考虑腹板厚度公差和变形的影响,为了确保宝石球在抬高后确实与棱线相接触,宝石球直径选择尽可能大为宜。
2.3 设置正确的测量模式
当切换输入的厚度模式理论值和实测值时,选择理论值,PCDMIS会改变理论值、实测值、目标值的大小;而选择实测值,PCDMIS仅仅更改了目标值,而这两种选择都会得到同样的测量位置,即宝石球的最大径处的投影位置,只是在报告输出的时候显示方式不一样。从直观的角度上来说,我们需要棱点的在数模上的理论值以及真实的实测值,因此我们选择后一种方式。测量参数和测量演示图如图5所示,抬高深度填写负值。
由于机加凹陷测量过程中,同一个零件有诸多不同的腹板机加凹陷深度和底角半径,因此我们通过在数模上测量常见机加凹陷深度和底角半径,通过建立Excel表,列出补偿值,分别调整参数即可。
3 结语
由于机加凹陷处的腹板厚度公差在±0.005~±0.007",缘条的厚度公差在±0.01",随着曲面腹板厚度的变化,相当于实际的机加凹陷深度发生变化,通过计算可以得出,随着曲面厚度在公差带范围内的上下波动,新的理论位置补偿值对ΔT值的影响不超过0.01",而机加凹陷位置的公差在±0.03",因此棱点的测量方式可以满足客户对实测值的需求。
(责任编辑:王 波)
猜你喜欢
模具工业(2023年1期)2023-02-10
锻造与冲压(2021年22期)2021-11-30
模具制造(2021年8期)2021-10-20
锻造与冲压(2021年16期)2021-08-31
锻压装备与制造技术(2021年3期)2021-08-13
锻造与冲压(2021年10期)2021-05-27
锻造与冲压(2021年4期)2021-05-06
装备制造技术(2020年1期)2020-12-25
商品与质量(2019年42期)2020-01-17
模具制造(2019年12期)2019-03-06
