浅谈产教结合“塑料机导轨”的加工工艺及教法
2017-06-07 19:35庾锦亮
价值工程 2017年16期
庾锦亮
摘要: 职业教育和工程教育教学模式的改革与创新,最关键的是理念,最需要的是决心,最要紧的是行动,只有通过思考、探索、试验与总结,才能取得实效与成功。使我们的教学融入到学生心灵中,把学生学到的理论与实际相结合并体会知识的运用灵活。
Abstract: In the reform and innovation of engineering education and occupation education teaching mode, what is the key is the idea, what is needed is the determination, what is the most important is the action. Only to think, to explore, and to test and summary, can achieve tangible results and success, take our teaching into students' mind, and make the students learn the theory combined with the actual experience so as to use knowledge flexibly.
关键词: “做教学一体化”模式;教学;操作技能
Key words: integration of operating,teaching and learning;teaching;operating skills
中图分类号:G642 文献标识码:A 文章编号:1006-4311(2017)16-0170-02
0 引言
目前,职业院校所培养的人才与企业的需求还有一定的距离,这就需要在企业与职业院校间搭建一座对接的桥梁,“做学教一体化”教学模式的实施则是这座桥梁的基石。在当今科技快速发展的潮流中,企业人才需求迫切需要对职业院校的教学进行改革,教学要科技引领,运用产教结合“做教学一体化”模式,培养适用人才。现以实例进行探讨,附图1。
1 产品工艺分析,提高学习的认知能力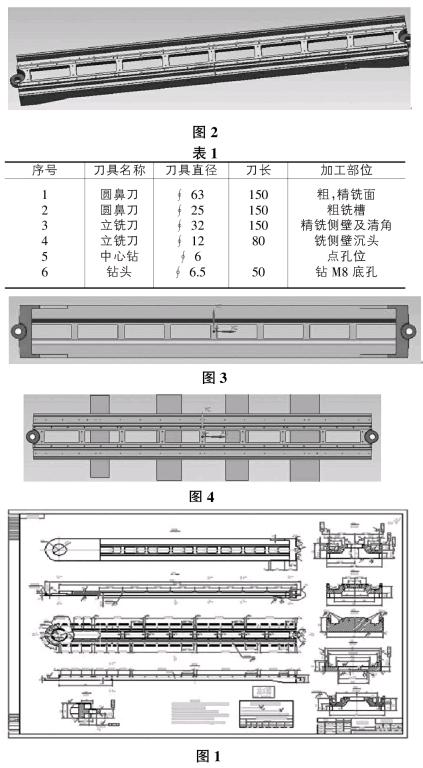
职业院校是技能型人才培育的基地,它的使命是为产业与行业企业培养适用人才,以推进区域经济产业化发展,为企业搭建零距离技术人才。广西机电技师学院的校中厂与企业合作,得以实现互利双赢,既可以提高教师教学能力,又得以为企业培养高技能人才。
指导学生看图纸,进入学习情境,而后教师提出问题。指导学生产品工艺分析,制定加工工艺。
从图纸标题栏知道,此零件使用材料:HT300(铸件)。为长条成形零件。并用模形图展示,如图2。
从图纸了解加工。技术要求:①铸造件需回火﹑喷砂处理,加工前进行时效处理。②粗加工后作应力处理(二次回火)。③面与面之间的平行度,垂直度。④数据尺寸之间的联系以及尺寸的公差要求。⑤各孔的尺寸要求及孔的尺寸公差与面都有垂直和平行要求。⑥平面度0.05mm。⑦侧面螺钉通孔及沉头孔。
加工工艺分析过程:毛坯粗加工(留5mm精加工余量)→粗加工后作应力处理(二次回火)→半精加工(留0.5mm精加工余量)→精加工→孔及螺纹加工。
2 产品加工方法,推进理解,提高操作技能
在加工产品零件尽量用少的装夹次数,和刀具使用也是能达到要求的同时合理使用。免得换刀多浪费时间,提高效率。
根据前面工艺分析确定刀具选用,如表1所示。
该零件采用龙门数控两次加工完成比较合理。
第一次加工装夹图,如图3。
在加工前检查铸造件毛坯加工余量,是否符合整体零件加工要求。这是加工不可缺少的步骤。
先加工俩端头等高40mm,再加工倆端头沉台及孔∮50±0.03深60mm。加工采用UG软件自动编程加工。检测合格后,并作出第二次装夹基准面。
该零件是导轨件要求高。采用四处等高工装过度装夹尽量一次加工完成保证达到图纸要求。第二次装夹图如图4。
第二次加工尽量与第一次加工坐标重合。按孔∮50±0.03取坐标比较合理。
加工采用UG软件自动编程加工尺寸槽长3170mm宽410mm高135mm;180±0.05;110-0+0.2深46;83;62深33等,再加工俩端头沉台∮130,再用侧铣头加工侧壁孔及沉头,检查是否合格。
3 产品问题解决方案,是学与教的目的和终点
产品生产要树立质量高于数量的理念,领导者首先要强调质量为上的理念,在生产过程中严格控制每一程序,员工各司其职,做好自己工作。根据问题的存在生产时,生产后均要检查,有效提高产品合格率。引导学习者在生产加工中时刻重视产品质量意识,才能更好提高自己。
此零件属于长条槽型结构,壁厚度不均匀的铸造件,在加工中加工采用普通的方法,工件很容易变形,很难达到图纸要求的产品。在产品加工中发生变形的因素很多,如热变形,应力变形,金相交叉处等。为了解决此种变形我们采用这最有效而科学的加工方法,采用龙门数控加工。
①在加工第一次(导轨底面)时,粗加工,精加工装夹要平稳不要使工件产生振动,放冷却液。如∮63鼻刀转速800-1000n/ni,进给1500-2000mip/m,粗铣吃刀量约0.5-0.8mm。预防工件热变形。
②粗加工完留精加工余量,进行应力失效处理,避免工件产生应力变形。
③加工导轨面采用等高垫过度板装夹一次加工完成,分粗加工、半精加工、精加工,换用侧铣头加工侧面孔系。
④进行半精加工时,注意检查工件是否有变形,为下一步精加工提供调整方案。
⑤指导学生进行产品检验、分析、总结,提高学生解决问题的能力。
综上所述,“做学教一体化”教学模式的原则是以做为主、以做为基础、以做为方向,做是学与教的基础和出发点,需要营造一个环境——形成职业能力环境,确定两个目标——培养综合能力、专项能力,实现三个任务——实训教学、开发生产、培训鉴定,掌握四个方法——学习方法、教学方法、创新方法、工作方法,改进五个教学内容——理论够、应用多、起点高、内容新、学得活。
我们职业教育和工程教育教学模式的改革与创新,最关键的是理念,最需要的是决心,最要紧的是行动,只有通过思考、探索、试验与总结,才能取得实效与成功。使我们的教学融入到学生心灵中。把学生学到的理论与实际相结合并体会知识的运用灵活。
参考文献:
[1]陈建国.机制专业实习教学的改革[J].机械中专,1994-02-15.
[2]刘民健.探讨实训教学中的“产教结合”[J].科技信息,2009-09-25.
[3]胡健.浅谈机械加工工艺及装备课程改革方向[J].科协论坛(下半月),2012-05-25.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
生物学通报(2020年10期)2020-08-13
东方教育(2017年19期)2017-12-05
唐山文学(2016年2期)2017-01-15
大学教育(2016年9期)2016-10-09
建筑机械化(2015年7期)2015-01-03
中国中医药现代远程教育(2014年15期)2014-03-01
体育师友(2013年6期)2013-03-11