小型四切分电气控制系统优化
2017-06-29 09:02河钢宣钢一钢轧厂李金凤
电子世界 2017年11期
河钢宣钢一钢轧厂 李金凤
小型四切分电气控制系统优化
河钢宣钢一钢轧厂 李金凤
满足小型材四切分改造对所辖自动化、电气设备进行的一系列优化改造来满足生产要求。
四切分改造;活套;飞剪速度跟随;冷床连摇
1 前言
小型作业区由于为了提高生产规模,提高平均产量水平,对∮12的螺纹钢三切分进行改造变为四切分轧制。提高产量成为首要任务。而此时,部分设备表现出来对工艺要求不能相适应成为问题。而这些问题如得不到解决,不仅制约着上述目标的实现,而且给生产成本下降带来极大的困难。
2 实施优化内容
本着满足作业区四切分改造,围绕自动化程序及设备上进行改造满足生产要求及日常过钢要求。
2.1 活套程序
由于四切分轧制中轧甩轧机因为工艺要求只能甩第12架,我对现有的自动化控制系统进行硬件铺设及相应的软件改造。为了保证速度级联,0#活套调节量及时传输到第11架。首先,活套控制系统主要是由位置调节器和速度调节器构成。两调节器均可由PI(比例积分)调节器来实现。作为位置调节器是通过活套扫描仪检测到0~10V的电压信号,经过A/D转换,变为数字信号与套高射定值相乘后经过位置调节器得到一个速度补偿源。经过调节器调节对活套上游机架进行速度的调节,保持活套高度在设定值范围内趋于稳定,从而达到微张力控制轧制。一般来说,由于从活套高度检测到速度调节是一个滞后系统,因而高度调节器要设置一定的调节死区,以防止活套调节过于频繁导致系统不稳定。速度的调节器一般以设定值的8%限幅较为合适。当上游机架抛钢后调节器将清零。根据此原理我们把0#活套调节连接到11架,进行必要的框图功能块的连接,以保证速度的级联。并且跟据过钢节奏调节70箱里的参数,把准确值输入到6RA70箱的P405、P406里面去,保证数值准确。增加了起套和落套延时控制数值通过P307、P308可以实现。为了实现无张力轧制,对活套的比例积分关系重新进行了改正更改了6RA70箱里的U186、U188数值。保证调节效果最好。11架增加的活套框图如下。到此活套的速度级联完成。
2.2 2#飞剪速度跟随程序
由于四切分轧制中轧甩轧机因为工艺要求只能甩第12架,第12架甩了以后,2#飞剪的速度跟随就只能跟随11架,必须重新编制速度级联程序。保证2#飞剪的正常剪切。
(1)由原来的切头、切尾均跟随12架主机速度改为,切头跟随12架,切尾跟随11架主机速度。避免了速度的变化,影响剪切精度。程序如图1所示。
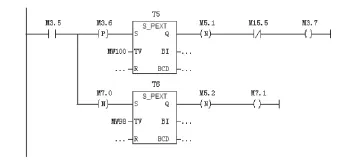
图1 程序图
(2)速度的传输及设定。粗中轧原400程序中没有建立与11架速度、电流到2#飞剪300plc的连接。现将11架的速度、电流与2#飞剪的300plc建立连接。
将11H的速度、辊径、减速比等一些参数传输到2#飞剪的plc中,为了2#飞剪的计算切头、切尾提供一些参数。
11架电流传入300plc中参与2#飞剪的剪切。将11架电流信号对热检信号进行保护,减少由于热检信号抖动而产生的飞剪误动作。
2.3 冷床连摇
由于改成四切分后,每次到冷床的钢,根数由之前的三根变为现在的四根,造成冷床乱床。现将每根钢的尾钢进行连摇。

图2
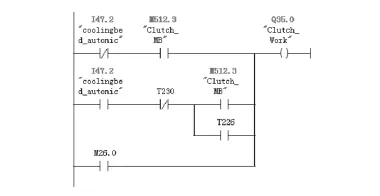
图3
将冷床动齿条程序并联一计算后的尾钢信号。实现冷床在每根钢的尾部进行连摇,避免乱床。
2.4 18架主机增容
由于18架为精轧出口架,负载较重,电流较大,电机温度较高,碳刷磨损较快,平时生产过程中经常报电流高、温度高、电机外部故障等,基于以上几点决定利用年修对第18架进行增容改造。
电机本体的增容。原18架电机为1050KW,改为1233KW电机。年修时重新将电机底座进行水泥浇铸,并更换1233KW电机和更换电机接手。
相应控制系统的增容。首先是传动柜线路改造,电器元件的容量加大,更换70箱,70箱参数的修改和优化,接入网线,更改传动站地址。其中参数的修改如下:P100=2000 P101=330 P102=37.87等一系列必要参数。
程序的修改。把程序中有关18架的启车运行连锁程序10架电流,速度的影响进行程序修改。
编码器的选择。原编码器是国产的速度稳定性差,传输到了3#飞剪速度不稳定,影响剪切精度。因此更换美国产编码器,飞剪的剪切精度也有一定的提高。
2.5 加速辊道增上辊道电机及控制系统
四切分轧制,18H-3#剪得导槽没有辊道,不适应四切分的轧制。有可能因为导槽宽度和没有加速而无法进行四切分轧制,导致堆钢现象的发生,影响了生产的顺利进行,因此需要对其进行改进。
现在三号剪前增上22台变频辊道电机。由一台西门子440变频器控制,电机速度跟随18H主机速度。并由主操台集中控制。
3 效果
项目投入使用后,运行情况良好通过对四切分程序的改进,满足四切分过钢条件。18架电机增容改造后、,电流由原来的1700多安培降到现在的900安培左右,电机温度明显下降,这次18架电机的增容改造成功完成,碳刷使用数量大幅降低,彻底解决设备隐患,月平均减少故障时间50分钟。控制系统综合改造,大大降低了生产工人的劳动强度。
猜你喜欢
矿冶(2020年5期)2020-12-29
设备管理与维修(2020年12期)2020-06-30
冶金设备(2019年6期)2019-12-25
山西冶金(2019年1期)2019-04-26
现代冶金(2016年6期)2016-02-28
电源技术(2015年9期)2015-06-05
电测与仪表(2015年20期)2015-04-09
电测与仪表(2015年3期)2015-04-09
河南科技(2014年5期)2014-02-27
河南科技(2014年3期)2014-02-27