
某型号发动机壳体外部零件钎焊断裂分析
2017-07-06 15:01周绪绪雷欢平刘宝峰戚小薇
航天制造技术 2017年3期
周绪绪 雷欢平 刘宝峰 戚小薇 刘 静
某型号发动机壳体外部零件钎焊断裂分析
周绪绪 雷欢平 刘宝峰 戚小薇 刘 静
(西安长峰机电研究所,西安 710065)

某型号发动机燃烧室壳体的钎焊外部零件在拉剪试验中断裂,对钎焊断口形貌进行了外观检查、断口分析和原因分析。结果表明:发动机燃烧室壳体的钎焊外部零件断裂是由于焊接粘接截面积较小和大面积局部密集分布的空洞造成的,并提出强化焊工技能培训的建议和适当延长手工火焰钎焊加热时间可增加承载强度的措施。
外部零件;钎焊;钎透率
1 引言
发动机燃烧室壳体外部零件的主要作用是承受外部载荷,一旦失效将直接影响发动机正常工作并造成安全隐患。某型号发动机外部零件在拉剪试验中发生了断裂,发动机外部零件为发动机关键结构件,对此故障进行分析研究,以避免此类故障的再次发生有非常重要的意义。
本文对发动机外部零件的脱落进行了比对试验、外观检查、断口分析等,确定了发动机外部零件的断裂原因,最后提出了改进建议。
2 试验现象及材料
按照钎焊技术要求进行比对破坏性试验,同批次材料状态见表1;同批次力学性能测试结果见表2。
表1 同批次材料状态
试验材料状态 外部零件1同批次、同一壳体、力学性能符合技术要求 外部零件2同批次、不同壳体、力学性能符合技术要求 外部零件3同批次、不同壳体、力学性能符合技术要求 提前脱落外部零件同批次拉剪试验中承载3380N提前脱落
表2 同批次力学性能测试结果
试验顺序零部件名称保持载荷/N破坏载荷/N 外部零件1外部零件441411170 外部零件2外部零件44149339 外部零件3外部零件44146650 提前脱落外部零件/3380
3 试验与分析
3.1 原材料钎焊膏
该钎焊膏为GHL-I-B锡铅焊膏,复验检测项目为力学性能,测试结果符合技术条件要求见表3。
表3 钎焊膏力学性能复验测试结果
试验顺序零部件名称保持载荷/N破坏载荷/N 外部零件1外部零件441413300 外部零件2外部零件441411750 外部零件3外部零件441412000 提前脱落外部零件441412150
3.2 定位装夹工装
产品试验前,对燃烧室壳体外部零件的工装复检,检查工装的关键尺寸、固定装夹定位功能的主要部件,用钎焊试件装夹验证,检测结果符合拉剪试验要求。
3.3 钎焊工艺流程
该零件钎焊的流程为:外部零件表面打磨处理→外部零件表面涂抹焊膏→手工火焰钎焊→自然冷却→清洗钎剂残留物→清理钎角→检验→涂油保护。
表面的粗糙度对钎焊承载有重要影响,钎料在抛光表面的润湿性差,在粗糙表面的润湿性好[1]。焊前清理不够、氧化膜去除不够彻底;温度不够、操作技术不熟练、填加钎料位置不当;钎焊装配不规范、零件歪斜等因素,形成不牢固粘接面,导致未填满缺陷和钎透率低[2]。钎焊加料用量应适当,过多或过少会造成浪费或钎焊缺陷,导致钎缝未填满缺陷和钎透率低。
接头加热应迅速均匀地升温,否则会造成很多钎焊缺陷;钎焊加料的部位应选择钎料能达到接头截面各部位的面积大致相等,否则容易造成结合面积不均匀,导致强度降低。
钎缝应平滑圆角过渡,焊脚高度不得小于1mm。钎角清理采用手工方式打磨,会造成个别外部零件清理打磨后的钎角外观质量不同。相比较脱落外部零件清理打磨后的钎角,验证试验的外部零件清理后钎角较大,与壳体接触面积大。
3.4 试验设备加载速度的影响
对同批次的外部零件进行不同加载速度验证试验,保载1min,试验要求保载1min后外部零件不破坏,分别用50MPa/s、30MPa/s、10MPa/s、1MPa/s不同加载速度进行试验,其中钎焊拉剪试验技术要求的加载速度为10MPa/s,不同加载速度见图1。
图1 不同加载速度的曲线图
3.5 宏观断口分析
外部零件1面积为38.5mm×12mm,焊接界面上离散分布少量空洞,空洞约占焊接总面积的4%,钎透率96%,见图2。提前脱落件面积为37mm×10.5mm,焊接界面一侧局部存在密集空洞,整个焊接界面上离散分布少量空洞,空洞约占焊接总面积的15%,钎透率85%,见图3。外部零件2面积为21.04mm×37.5mm,焊接界面上未见离散分布的空洞,见图4。外部零件3面积为9.62mm×35.8mm,焊接界面上局部存在密集空洞,整个焊接界面上离散分布少量空洞,空洞约占焊接总面积的10%,钎透率90%,见图5。断口形貌和承受载荷如图2~图5所示。

图2 外部零件1断口形貌

图3 提前脱落断口形貌
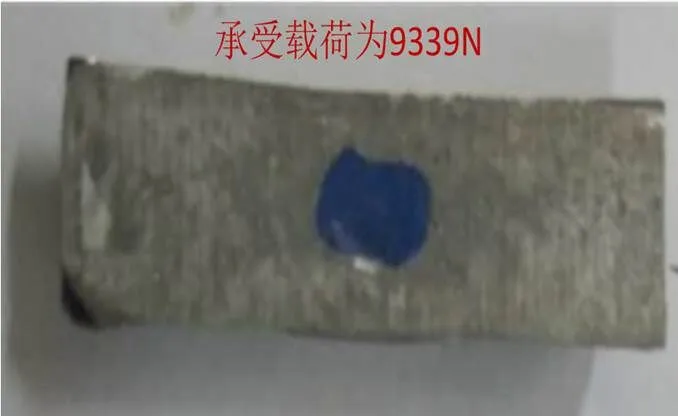
图4 外部零件2断口形貌

图5 外部零件3 断口形貌
4 分析与讨论
通过分析提前脱落的外部零件原材料的力学性能,钎焊材料力学性能复验符合技术标准,未见异常,因此可排除钎焊原材料导致外部零件脱落的可能。检查外部零件定位装夹工装,并用工艺试件进行钎焊,外部零件钎焊外观质量、尺寸精度满足要求,因此可排除定位装夹工装导致外部零件脱落的可能。在钎焊工艺流程中发现操作者焊工操作技术不熟练,在补焊过程中手工推动外部零件一角,略微移动外部零件周向位置,使得外部零件与壳体钎料层凝结成形的过程发生变化,影响外部零件钎焊面与壳体整体结合一致性,造成钎焊面厚度与颜色分布不匀,导致钎缝未填满缺陷和钎透率低。随后进行四组钎焊试验,重新补焊。补焊时,火焰加热待外部零件四周钎料刚刚熔化,操作者借助辅助工具手工轻推外部零件一角,待外部零件松动时,火焰加热时间依次维持0、5s、10s、15s、20s,不补料,手工波动熔化钎料进行排气钎角成形,清理打磨钎角,检验合格后进行破坏试验,试验结果见表4。
通过验证试验得知,手工火焰钎焊延长加热一定时间,有利于改善钎焊面与壳体结合,增加承载强度。从表4试验结果可以看出,适当延长加热时间可以改善外部零件承载性能。考虑试验设备不同加载速度对外部零件有冲击载荷的影响,通过不同载荷的比对试验,由图1试验曲线得知,不同加载速度对外部零件影响不大,因此可排除试验设备加载速度导致外部零件脱落的可能。通过对外部零件宏观断口分析发现断口表面存在大面积局部密集分布的空洞和截面积大小不一致的现象。
表4 外部零件补焊过程验证拉剪测试结果
试验顺序加热时间/s载荷/N破坏载荷/N 第一组0441412972 第二组5441413270 第三组10441414231 第四组15441414286
钎透率是指已经焊接上的面积占总的需要焊接面积的百分比。低的钎透率意味着更多的空洞,空洞的存在降低了焊接质量,降低了焊接形成的结合力,使焊接的可靠性大受影响。说明钎焊时的焊料未完全与外部零件加工面结合。断口表面存在大面积局部密集分布的空洞,导致焊接件所能承载的力值极限降低,空洞局部密集分布的焊接件结合强度低于空洞离散分布的焊接件。通过断口形貌分析,对比图2、图3、图4、图5可知,载荷低的断口表面都有局部密集分布的空洞,可以判定局部密集分布空洞的存在是焊接强度较低的主要原因。
外部零件承载面积大小是影响拉剪强度的关键因素,因此对外部零件截面积分析,通过载荷,截面积,m=/,计算得出单位面积承受载荷。
a. 外部零件1:载荷=11170N,截面积0为38.05mm×12mm=456.6mm2;单位面积承载力值为m=/=24.46MPa;
b. 外部零件2:载荷=9339N,截面积0为10.04mm×37.5mm=376.5mm2;单位面积承载力值为m=/=24.80MPa;
c. 外部零件3:载荷=6650N,截面积0为9.62mm×35.8mm=344.4mm2;单位面积承载力值为m=/=19.31MPa;
d. 提前脱落外部零件:载荷=3380N,截面积S0为37.4mm×10.5mm=392.7mm2;单位面积承载力值为m=/=8.60MPa。
综上所述,离散分布少量空洞的断口强度比正常状态断口强度低,空洞局部密集分布的焊接件,单位面积承受载荷远低于正常状态的外部零件,与外部零件1、2相比,提前脱落件单位面积承载力值为8.6MPa仅为外部零1、2件承载力值的1/3,属于不正常现象。 比对外部零件1、2、3和提前脱落件断口形貌进行分析,提前脱落件断口面积明显小于外部零件1的断口面积,并且提前脱落件断口表面存在局部密集分布的空洞,结合显示:断口截面积小且大面积局部密集分布空洞是导致强度严重下降的主要因素。
5 结束语
本次外部零件从燃烧室壳体上脱落是由于手工火焰操作不当造成的,脱落的原因为:断口截面积较小;大面积局部密集分布的空洞。
建议强化焊工技能培训,适当延长手工火焰钎焊加热时间,改善钎焊面与壳体结合,增加承载强度。
1 崔岩,邹家平,朱小刚,等. 试论钎焊质量的影响因素[J]. 科学之友,2009,2(1):21~22
2 樊兆宝,李金生,李伟等. 波导组件钎焊接头开裂原因分析航空钎焊技术[J]. 焊接质量控制与管理,2011,3(5):45~49
Analysis of Brazing Fracture of External Parts of A Certain Type of Engine
Zhou Xuxu Lei Huanping Liu Baofeng Qi Xiaowei Liu Jing
(Xi’an Changfeng Electromechanical Research Institute, Xi’an 710065)
The brazing external parts of a certain type of engine combustion chamber are broken in the shear test. The appearance of the brazing fracture surface is analyzed, and the fracture analysis and the cause analysis are carried out. The results show that the brazing of the external combustion of the combustion chamber of the engine is caused by the small cross-sectional area of the welding bonding and the large area of the local dense distribution, and the suggestion of strengthening the welder’s skill training and the proper extension of the manual flame brazing heating time can increase the carrying capacity of the measures.
external parts;brazing;brazing penetration
2017-03-20
周绪绪(1984),工程师,材料成型及控制工程专业;研究方向:理化分析。
猜你喜欢
消费电子(2022年5期)2022-08-15
今日农业(2021年9期)2021-11-26
英语文摘(2021年2期)2021-07-22
表面工程与再制造(2019年1期)2019-05-11
风能(2019年10期)2019-02-18
科技创新与应用(2018年29期)2018-12-13
山东工业技术(2017年19期)2017-09-27
科技创新导报(2017年8期)2017-06-07
科学与财富(2016年29期)2016-12-27
BOSS臻品(2015年1期)2015-09-10
