较高含量不锈钢纤维与芳纶混纺纱生产工艺研究
2017-09-03 10:27张晓静
山东纺织科技 2017年4期
张 申,张晓静
(江苏省纺织研究所股份有限公司,江苏 无锡 214024)
较高含量不锈钢纤维与芳纶混纺纱生产工艺研究
张 申,张晓静
(江苏省纺织研究所股份有限公司,江苏 无锡 214024)
文章使用环锭纺设备成功纺制了较高含量不锈钢纤维与芳纶纤维的混纺纱,并对纺纱过程中对各道工序生产工艺和技术措施进行探讨和研究,为相关企业和技术人员提供一定参考。
不锈钢纤维;芳纶纤维;不锈钢纤维含量;纺纱工艺
不锈钢纤维是一种新型的工业材料,具有良好的导热性、导电性、柔韧性、耐腐蚀性,目前在纺织领域有着广泛的应用,常与棉、毛、涤等混纺。混纺织物可用来制作防静电工作服、防静电地毯、高压屏蔽服、电磁波防护服及防护罩、孕妇服、医疗手术服等。芳纶纤维具有高强度、高模量、耐酸碱、低密度、阻燃、热稳定性好等优异特性,如今被广泛应用于航空航天、汽车、通讯、军工、电子和防护等领域[1]。不锈钢纤维与芳纶混纺纱具有两种纤维的优异特性,拓宽了这两种纤维的应用范围,研发不锈钢纤维与芳纶混纺纱具有较广阔的市场前景。不锈钢纤维含量较低的芳纶/不锈钢纤维混纺纱可开发出具有阻燃和防静电性能的防护服,其生产工艺已有研究[2]。不锈钢纤维含量较高的芳纶/不锈钢纤维混纺织物因其不锈钢含量高屏蔽效果好,可用来开发同时具有阻燃、导电、电磁屏蔽等性能的产品,如带电作业屏蔽服[3]等。本文主要研究较高含量不锈钢纤维与芳纶混纺纱生产工艺。
1 原料选择
不锈钢纤维选择316L不锈钢纤维牵切条,规格:条重定量:6 g/m,纤维直径7.3 um,纤维主体长度40 mm~50 mm。该不锈钢纤维质地柔软、条重均匀并加了卷曲,可纺性好。芳纶原料选用芳纶1313纤维,规格:0.17 tex×38 mm。该纤维具有良好的机械性能、优异的耐热阻燃性能、稳定的化学性质、耐辐射性和耐久性。
2 试纺纱规格的确定
基于生产涤、棉与不锈钢纤维混纺纱的经验,金属纤维含量越高可纺性越差、纺纱难度越高;芳纶纤维相对涤、棉等普通纤维其可纺性也较差。为确保试纺顺利进行,决定纺制含不锈钢30%的粗号纱,因此规格定为:59.05 tex芳纶70/不锈钢30。
3 纺纱工艺流程
芳纶→FA002抓棉机→A035C混开棉机→A036C混开棉机→FA106A梳针开棉机→A076E单打手成卷机→A186F梳棉机→芳纶生条。
芳纶生条+不锈钢纤维牵切条→FA302并条机(四道并合)→A456粗纱机→FA503细纱机→GA014MD络筒机。
4 各工序生产工艺及技术措施
4.1 清花
芳纶纤维在纺纱过程中易产生静电,在配棉时要均匀喷洒抗静电剂与水的混合溶液并盖好堆置一段时间后再加工,提高可纺性。由于原料纤维整齐、含杂少、价格昂贵,打手与尘棒隔距要放大以减少纤维损伤和棉结产生;尘棒与尘棒的间隔要缩小以减少落花,节约原料。芳纶纤维比较蓬松,纤维之间抱合较差,卷子易黏连。因此棉层厚度不宜太薄(棉层太薄在后道梳棉工序退卷时加重黏连造成破洞影响生条条干),紧压罗拉压力适当增加,比制涤纶时略大,以压紧棉层。棉卷定量:320 g/m,定长33 m。
4.2 梳棉
锡林、针板、道夫选用适纺化纤的针布;采用“大隔距、轻定量、低速度”的工艺配置,使生条定量均匀、条干优化。锡林、刺辊、盖板、漏底隔距适当放大,减少纤维损伤和落棉。加工过程中保持较高的环境湿度,减少静电的产生。芳纶生条定量:20 g/5m。
4.3 并条
芳纶与不锈钢采用两步法条混。将不锈钢牵切条和芳纶生条在一并上初步混合;二并用一并条子与芳纶生条混合使配比成为芳纶70%,不锈钢30%;再通过三并、四并并合使不锈钢纤维和芳纶纤维得到充分、均匀的混合。不锈钢纤维和芳纶纤维长度不一致,并条隔距的选择要优先参照不锈钢纤维长度,适当放大一些,尤其是一并和二并。如果隔距小容易导致不锈钢纤维牵不开,也会加重不锈钢纤维断裂、散落造成浪费;三并四并隔距可略收小以优化条干。因为产品中含有比较多的不锈钢纤维,其表面粗糙、长度长,所需的牵伸力很大,所以采用重加压;不锈钢纤维硬度大容易损伤皮辊,所以选用表面硬度较大的皮辊。生产过程中有卷皮辊卷罗拉的情况出现,在罗拉和皮辊表面擦涂滑石粉能有明显改善。并条工艺参数见表1。

表1 并条工艺参数
配比计算:芳纶生条定量4 g/m;不锈钢纤维牵切条定量6 g/m。

芳纶(%)≈100-30.16=69.84
4.4 粗纱
不锈钢纤维含量高,理论上采用“重加压、慢车速、轻定量”的工艺配置,但是要纺制59.05 tex的纱,FA503细纱机的最小牵伸倍数是10倍左右,因此粗纱定量设置为6.2 g/10m。这个粗纱定量是比较重的,粗纱捻系数需要设定得比较低,降低细纱牵伸难度。不锈钢含量高对皮辊和锭翼的磨损较大,因此粗纱皮辊也选择表面硬度较大的皮辊,锭翼选用硬度较大也相对便宜的铁质锭翼。粗纱工艺参数见表2。
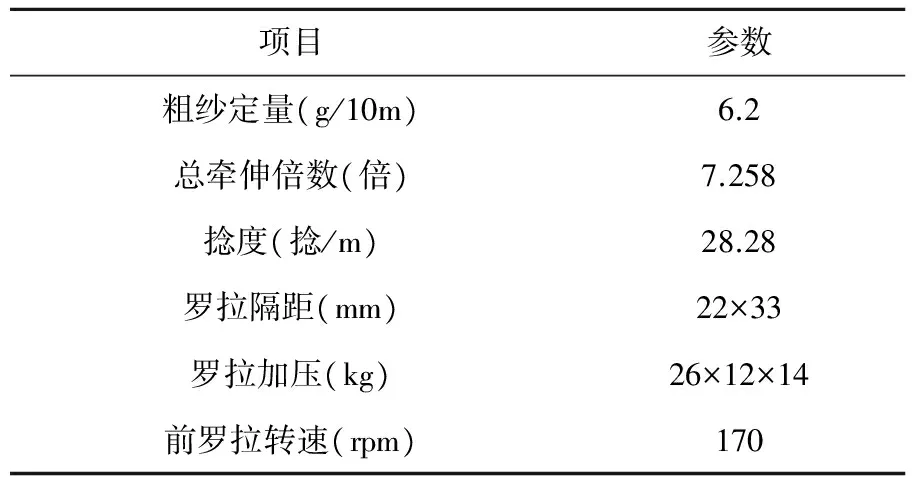
表2 粗纱工艺参数
4.5 细纱
细纱工序要采取“重加压、大后区罗拉隔距”的工艺配置,考虑到不锈钢含量高粗纱定量大牵伸比较困难,要适当加大后区牵伸倍数,减轻前区牵伸压力,钳口隔距适当放大。不锈钢和芳纶纤维刚性都比较强,纺成的细纱极易卷绕打结,因此捻系数要适当偏低。同时合理配置钢丝圈和钢领,钢丝圈偏重选择,钢领轨道要光洁使钢丝圈转动顺畅,以控制气圈减少毛羽。另外由于不锈钢含量较多,钢丝圈容易磨损,需及时更换。由于纱线回弹性比较好,易出现跳纱管造成坏纱,细纱锭速偏慢一点掌握,减小纺纱张力。细纱工艺参数见表3。
4.6 络筒
络筒工序主要注意槽筒转速适当慢一些,减少毛羽,槽筒转速1300 rpm。合理设置电子清纱器工艺参数,以有效地清除纱疵,提高成纱质量。电子清纱器型号:D&C-4A型光电式电子清纱器,主要参数设定:棉结:380%,短粗:250%×3 cm,长粗:160%×15 cm,细节:85%×15 cm。
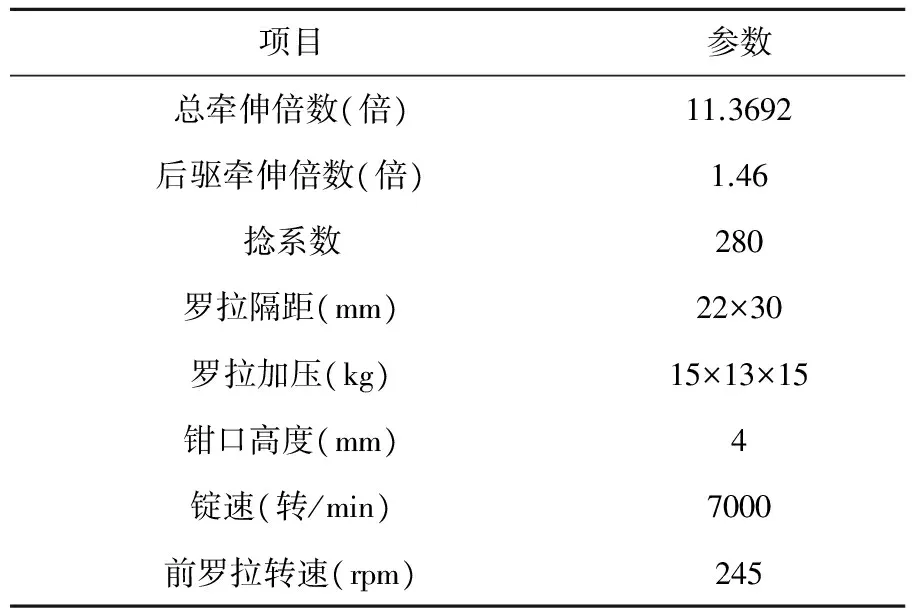
表3 细纱工艺参数
5 成纱质量检测
制成纱线59.05 tex芳纶70/不锈钢30混纺纱质量指标见表4。

表4 成纱质量指标
6 结语
用不锈钢和芳纶两种可纺性较差的纤维成功纺制出了含不锈钢30%的混纺纱,成纱质量指标达到预期要求。生产过程有以下几点需要注意:
6.1 芳纶纤维纺纱前需加抗静电剂,纺纱过程中各工序湿度应稍大控制,清花梳棉可保持75%~80%,细纱络筒可控制在70%左右,减少绕皮辊罗拉的现象并控制毛羽。
6.2 生条定量及一并出条定量需尽量多采样称重,准确控制,保证混纺配比准确。
6.3 因为不锈钢含量较多,对皮辊皮圈钢丝圈等损伤较大,应合理选择适用的器材;另外挡车工要经常检查,发现损伤严重的要及时更换,保证纺纱顺利进行。
6.4 粗纱设置了粗定量,粗纱捻度的配置尤为重要,需进行试纺选择最合适的捻度。防止出现粗纱捻度太高细纱上牵伸不开或者捻度太低导致意外牵伸的情况。
6.5 生产过程中产生的飞花中含有大量的不锈钢纤维,极易造成电器部件短路,因此对设备电器部件要做好密封防护措施。
[1] 汪海映,严婉祺,郭荣辉,等. 芳纶织物化学镀镍及其导电性能研究[J].电子元件与材料,2014,33(4):9—12.
[2] 岳新霞.芳纶1313/芳纶1414/金属纤维混纺纱生产工艺[J].纺织科技进展,2008,(1):43—44.
[3] 肖秋利.芳纶混纺带电作业屏蔽服织物的开发要点[J].棉纺织技术,2013,41(5):52—54.
Research on Production Technology of High Content Stainless Steel Fiberand Aramid Fiber Blended Yarn
ZhangShen,ZhangXiaojing
(Jiangsu Textile Research Institute Corporation, Wuxi 214024, China)
The paper used ring spinning equipments to successfully product high content stainless steel fiber and aramid fiber blended yarn, discussed and researched each process in spinning technology. It provides references for relative enterprises and technicians.
stainless steel fiber; aramid fiber; content of stainless steel fiber; spinning technology
2017-06-07
张 申(1988—),男,江苏南通人,助理工程师。
TS104.2
B
1009-3028(2017)04-0013-03
猜你喜欢
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
纺织器材(2020年5期)2020-12-21
纺织科技进展(2020年11期)2020-11-30
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
纺织科技进展(2019年4期)2019-04-30
棉纺织技术(2019年4期)2019-04-10
现代纺织技术(2015年6期)2015-02-28
科技与创新(2014年8期)2014-07-17
西安工程大学学报(2014年2期)2014-02-28