钎焊温度对GH4169/1Cr18Ni9Ti接头组织和性能影响研究
2017-09-14 12:34
焊接 2017年8期
(1.首都航天机械公司,北京 100076; 2.天津航天长征火箭制造有限公司,天津 300462)
钎焊温度对GH4169/1Cr18Ni9Ti接头组织和性能影响研究
林志峰1陈志凯1邢斌1李雪飞1邓利芬2
(1.首都航天机械公司,北京 100076; 2.天津航天长征火箭制造有限公司,天津 300462)
采用BNi82CrSiB镍基钎料真空钎焊GH4169/1Cr18Ni9Ti母材,通过光学显微镜、能谱仪、显微硬度计、拉伸试验机等研究了钎焊温度对钎缝的显微组织、显微硬度、力学性能的影响。结果表明:在1 060~1 100 ℃范围内,接头的钎缝主要由镍基固溶体组成,钎缝中未出现金属间化合物相,钎焊温度的变化对接头的钎缝组织无明显影响。断口分析结果表明:接头断裂均为韧性断裂,断裂区域均处于靠近1Cr18Ni9Ti母材的扩散区中。
真空钎焊GH4169/1Cr18Ni9Ti韧性断裂微观组织
0 序 言
1Cr18Ni9Ti具有良好的耐蚀性、高温性能、高强度和焊接性能,在宇航、汽车、机械、仪器仪表和能源等领域得到了广泛的应用[1]。GH4169合金(国外牌号Inconel 718)是20世纪60年代发展的一种镍铁基高温合金,该合金具有较好的高温力学性能、良好的热工艺和焊接性能,在航空发动机涡轮盘、叶片、石油管道、核工业结构件等领域也有大量应用[2]。目前,关于GH4169,1Cr18Ni9Ti真空钎焊的研究主要是针对同种材料,GH4169/1Cr18Ni9Ti异种材料真空钎焊的研究还很少,而在航天工程应用中经常涉及GH4169/1Cr18Ni9Ti异种材料焊接结构。因此,开展此类研究,对于异种材料真空钎焊的实际应用具有较好的基础作用。
真空钎焊是在真空状态下,对结构件进行加热和保温,使钎料在适宜的温度和时间范围内熔化,通过液态钎料在母材表面或间隙中浸润、铺展、毛细流动填缝,最终凝固结晶,实现原子间结合的一种先进焊接方法[3]。由于钎焊件处在真空环境下,能有效隔绝空气对产品的影响,有利于提高钎缝质量,因而广泛用于多种材料的焊接,尤其是高温合金、钛合金等[4]。钎焊温度是钎焊工艺的主要参数之一,在一定钎焊温度范围内,钎料对于基体金属的反应与溶蚀可保持在可接受的范围内,合适的钎焊温度对于获得性能优良的接头十分重要。文中采用BNi82CrSiB钎料[5-6],装配间隙为60 μm,保温时间为20 min,分别在1 060 ℃,1 080 ℃,1 100 ℃三种钎焊温度下,对GH4169/1Cr18Ni9Ti母材进行真空钎焊试验,分析钎焊温度对钎缝组织、性能的影响,为GH4169/1Cr18Ni9Ti异种材料的高质量连接提供可靠的理论与试验基础。
1 试验材料及方法
试验所用母材为1Cr18Ni9Ti和GH4169,化学成分见表1所示。试验所用钎料为50 μm厚的BNi82CrSiB钎料,化学成分见表2,熔化温度为970~1 000 ℃。

表1 母材化学成分(质量分数,%)

表2 BNi82CrSiB的化学成分(质量分数,%)
1.2 钎焊工艺
试验所用真空炉为WZQH-30型真空钎焊炉,最高加热温度为1 320 ℃,炉温均匀性±5 ℃。文中试验的工艺规范为:真空度5×10-3Pa,钎焊温度分别为1 060 ℃, 1 080 ℃,1 100 ℃,保温时间20 min,钎焊间隙60 μm,扩散处理温度1 000 ℃,扩散处理保温时间60 min。
1.3 测试方法
焊前,对待焊试件进行酸洗,去除其表面氧化膜,钎料采用丙酮或酒精进行清洗。通过光学显微镜对接头界面组织形貌进行观察和分析,能谱仪(EDS)对接头界面组织成分进行分析,万能试验机测试接头的室温剪切强度,显微硬度计对接头进行显微硬度测试。
剪切试件结构如图1a所示,由圆环和圆棒组成。钎料通过点焊固定在圆环试件内侧,如图1b所示。钎焊时,钎料熔化并流入间隙中形成接头。鉴于钎缝圆角对结果精度影响较大,试件剪切测试前采用机加方式去除钎缝圆角[7],如图1c所示。
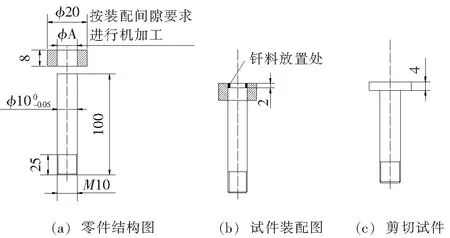
图1 剪切试件
2 试验结果及分析
2.1 微观组织
图2为三种钎焊温度下的钎缝微观组织。从图中可以看出三种接头的微观组织存在以下共同点:①接头由钎缝、扩散区、母材三部分组成;②接头的钎缝与母材均结合紧密,钎缝组织均匀;④接头的钎缝区域未见金属间化合物相,钎缝组织由镍基固溶体组成。同时,三种接头的微观组织存在以下不同:1 100 ℃的接头扩散区颜色(GH4169侧)比另外两种的要浅,靠近GH4169一侧扩散区的颜色与GH4169母材的相近,靠近1Cr18Ni9Ti一侧扩散区的颜色与钎缝相近。
对接头的钎缝中心、扩散区进行能谱分析,结果见表3。从表3中可以看出:①钎缝中的Ni含量均很高;②钎缝中Si含量与钎料中的相近;③钎缝中Fe,Cr含量高于钎料;④钎缝中未检测出B元素;⑤在靠近1Cr18Ni9Ti一侧扩散区,Cr,Fe,B的含量较高,Ni,Si的含量较低。
该车站站位范围主要控制管线为布置在沣泾大道道路两侧、埋深分别为4 m和8 m的污水管,因此考虑将车站设置在路中进行避让。
由于真空钎焊使用的是镍基钎料(Ni含量高于80%),在有限的扩散时间内钎料中的大量Ni元素不能充分地扩散到母材中,所以钎缝中的Ni含量均很高;钎缝中Si含量与钎料中的相近,说明硅元素并没有得到完全的扩散,大部分仍然存留在钎缝中,从而使接头中心富余Si元素;钎缝中Fe,Cr含量高于钎料的,说明母材中的Fe,Cr在钎焊过程中不断向钎缝扩散;钎缝中未检测出B元素,说明B元素全部扩散到母材当中。在靠近1Cr18Ni9Ti一侧扩散区,Cr,Fe,B
的含量较高,Ni,Si的含量较低,说明此区域主要含有Cr-B,Fe-B的化合物;在靠近GH4169一侧扩散区,Cr,Fe,Ni的含量较高,Si含量较低,未检测到B元素,说明此区域主要为Fe-Ni-Cr的固溶体。随着温度升高,扩散区的Ni含量逐渐升高,导致金相制样(采用腐蚀剂腐蚀)的钎缝扩散区颜色逐渐变浅(耐腐性增强)。
另外,根据文献[8]研究结论,在钎焊温度为1 080 ℃,保温15 min,钎焊间隙60 μm的钎焊规范下,GH4169材料的钎缝中心区域会残留有金属间化合物相,而此研究在近似的钎焊规范下获得的接头钎缝未出现金属间化合物相,其原因主要是研究获得的钎缝都增加了1 000 ℃/60 min的扩散处理工序,钎缝中的B元素在钎料凝固后继续向母材扩散,消除了钎焊过程中形成的金属间化合物相,因而钎缝中未出现金属间化合物相。
2.2 显微硬度测试
图3为三种钎焊温度下的接头显微硬度分布。由图可知,在1 060~1 100 ℃范围内,从1Cr18Ni9Ti到GH4169,三种接头显微硬度都呈现不断升高的趋势,硬度值变化规律曲线几乎重合,说明它们三者的钎缝成分近似(前文的成分分析结果也证实了这一点);图中钎缝区域未出现尖峰值,表明三种接头的钎缝均由镍基固溶体组成,未有金属间化合物相。
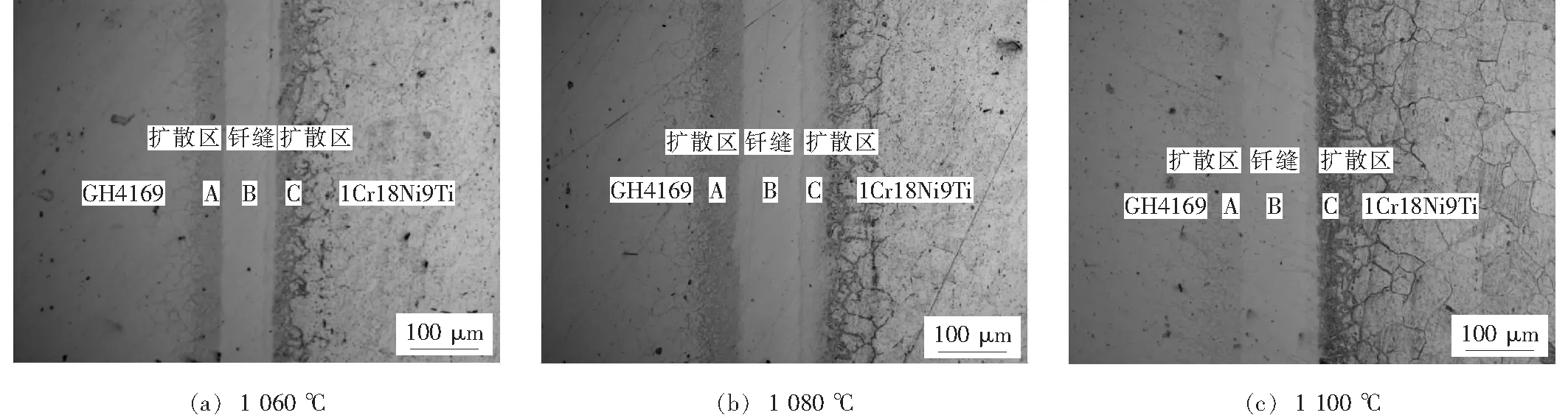
图2 不同钎焊温度下的钎缝微观组织
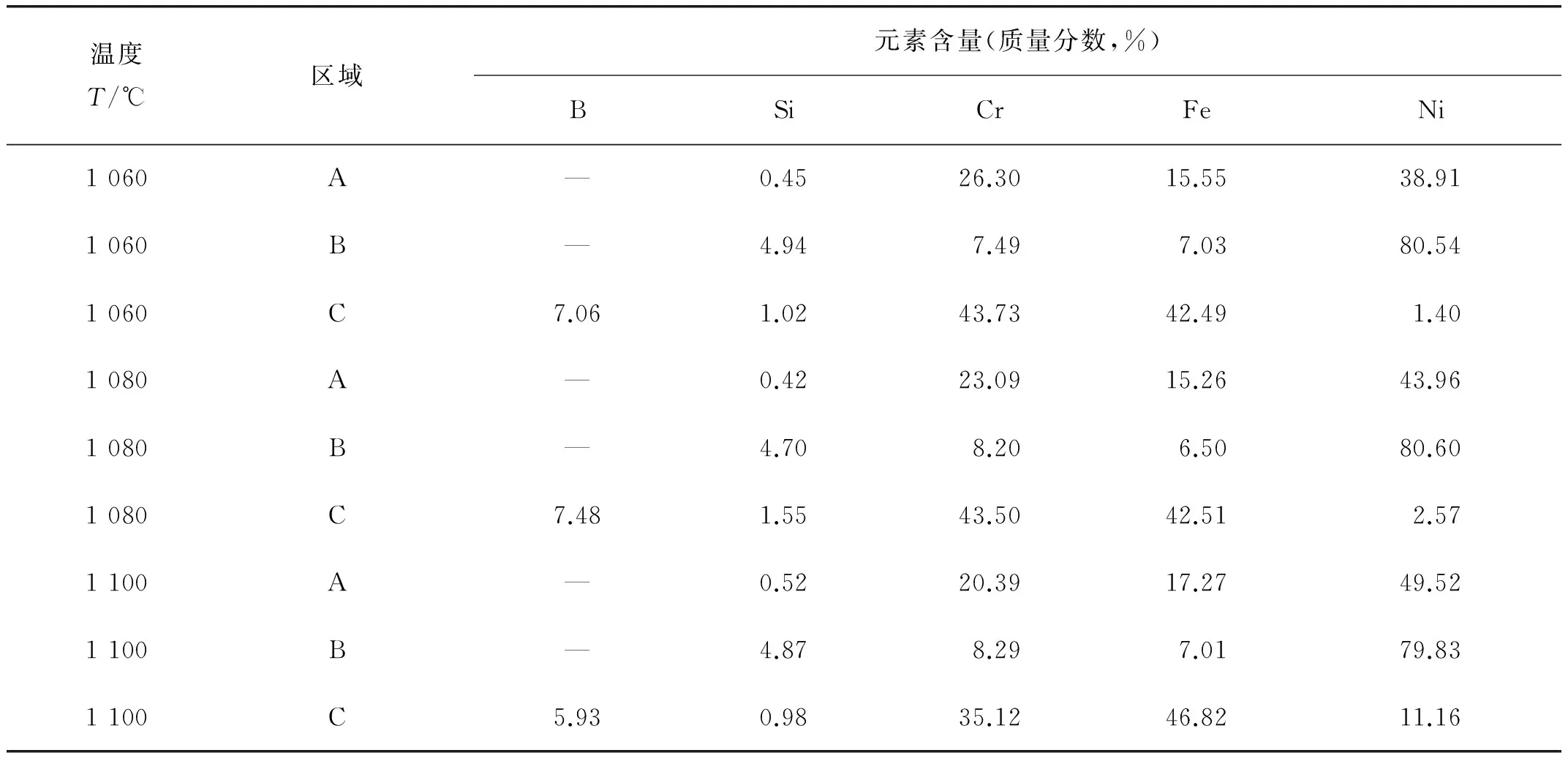
温度T/℃区域元素含量(质量分数,%)BSiCrFeNi1060A—0.4526.3015.5538.911060B—4.947.497.0380.541060C7.061.0243.7342.491.401080A—0.4223.0915.2643.961080B—4.708.206.5080.601080C7.481.5543.5042.512.571100A—0.5220.3917.2749.521100B—4.878.297.0179.831100C5.930.9835.1246.8211.16
2.3 剪切强度分析
表4为三种钎焊温度下的接头剪切试验结果,从表4可以看出,三种接头剪切强度相差不大,1 060 ℃的接头获得最大剪切强度为318 MPa。图4为接头剪切断口扫描照片,从图中可以看出,接头在断裂过程中出现了较大的塑性变形,产生了大量的韧窝,因而其断裂机理为韧性断裂。对三种接头断裂表面进行能谱分析,发现其Fe含量分别为39.87%(1 060 ℃),35.98%(1 080 ℃),34.28%(1 100 ℃),根据Fe含量在接头的分布规律,推断它们的断裂位置都处于靠近1Cr18Ni9Ti母材的扩散区中。
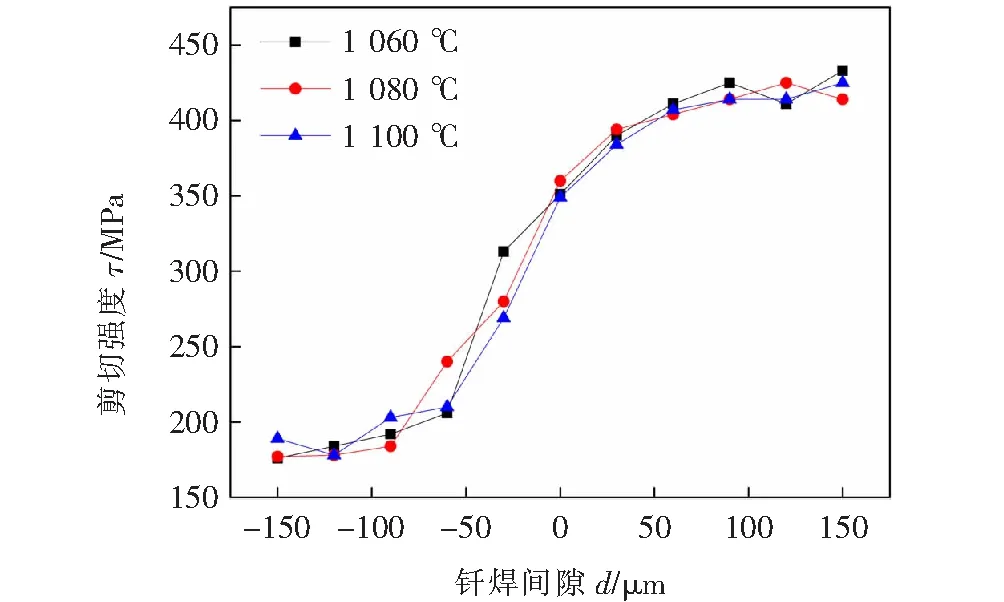
图3 不同钎焊温度下的接头显微硬度分布
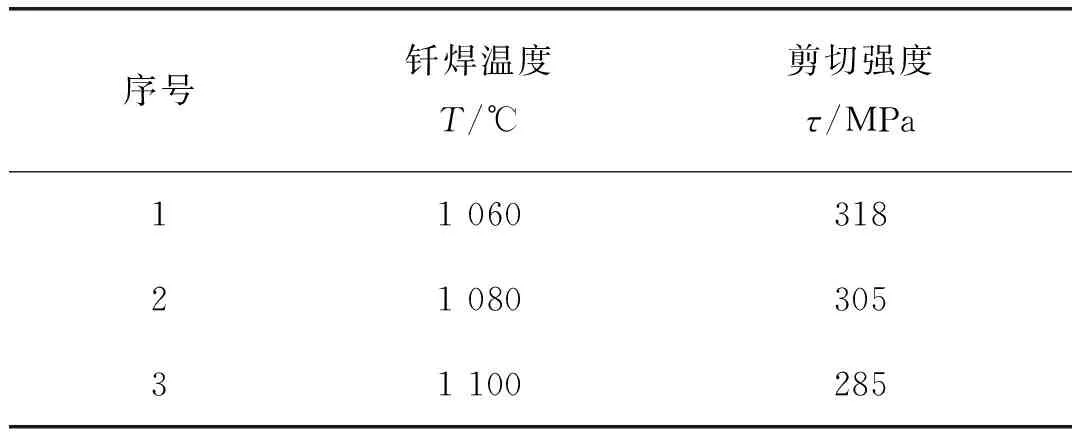
表4 不同钎焊温度下接头剪切强度
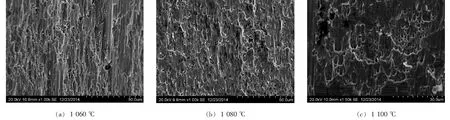
图4 钎焊接头断口形貌
3 结 论
(1)采用BNi82CrSiB非晶钎料真空钎焊实现了GH4169与1Cr18Ni9Ti的可靠连接,接头由钎缝、扩散区、母材三部分组成,钎缝中未发现金属间化合物相;随着温度升高, Ni逐渐向扩散区扩散,Si元素并没有得到完全的扩散,大部分仍然存留在钎缝中。
(2)在1 060~1 100 ℃范围内,从1Cr18Ni9Ti到GH4169一侧,接头的显微硬度不断升高,温度的变化对钎缝显微硬度没有明显影响。
(3)在1 060 ℃钎焊温度下,接头获得最高常温剪切强度值318 MPa,断口分析表明其为韧性断裂,断裂区域处于靠近1Cr18Ni9Ti母材的扩散区中。
[1] 徐 峰. 不锈钢薄板储能焊点焊接头的显微组织与力学性能[J]. 机械工程材料,2010,34(6): 64-66.
[2] Reed R C. The superalloys: fundamentals and applications[M]. Cambridge university press, United Kingdom,2008.
[3] 中国机械工程学会焊接学会. 焊接手册第1卷[M]. 北京: 机械工业出版社,2008: 545.
[4] 李晓红.先进航空高温结构材料的钎焊与扩散焊技术[J].焊接,2008(11): 9-18.
[5] 谷 丰,孙凤莲,陈 健,等. 国产耐热合金钎料和进口钎料的性能比较[J]. 焊接,2007(9): 37-39.
[6] 李天文,郭万林,淮军锋. BNi82CrSiB钎料钎焊GH586高温合金的工艺研究[J]. 焊接,2010(1):52-56.
[7] 张新平,史耀武,任耀文. Ni82.5SCr7Si4.5B3Fe3多元非晶合金钎料的晶化行为及其真空钎焊特性[J]. 西安交通大学学报,1993,27(5): 57-64.
[8] 于治水,石 昆,李瑞峰. 钎缝间隙对不同镍基合金真空钎焊搭接接头组织和性能的影响[J]. 机械工程材料,2010,34(7): 5-11.
2016-11-19
TG454
林志峰,1982年出生,本科,工程师。主要从事液体火箭发动机的研究制造工作,已发表文章3篇,已申报专利2项。
猜你喜欢
兰州理工大学学报(2022年1期)2022-03-05
湖北农机化(2020年4期)2020-07-24
航空制造技术(2020年11期)2020-07-01
商品与质量(2020年7期)2020-06-13
铜业工程(2018年3期)2018-07-11
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年3期)2017-06-23
中国有色金属学报(2016年11期)2016-12-13
江苏科技大学学报(自然科学版)(2013年5期)2013-11-19