
面向车辆装备战场抢修的FDM技术多参数优化
2017-10-13 01:19唐彦峰纪培彬
军事交通学院学报 2017年9期
杨 明,唐彦峰,纪培彬
(1.陆军军事交通学院 研究生管理大队,天津300161; 2.陆军军事交通学院 军用车辆系,天津300161)
面向车辆装备战场抢修的FDM技术多参数优化
杨 明1,唐彦峰2,纪培彬1
(1.陆军军事交通学院 研究生管理大队,天津300161; 2.陆军军事交通学院 军用车辆系,天津300161)
针对熔融沉积成型(FDM)技术应用于车辆装备战场抢修时效性和质量难以适应战场环境的问题,利用模糊推理,建立FDM工艺参数与成型件成型时间、尺寸精度、成型件强度之间关系的数学模型;运用多目标函数优化问题的单目标化思想,得到最佳参数组合;通过多因素方差分析确定工艺参数对成型影响的主次顺序,为FDM应用于车辆装备的战场抢修提供指导。
熔融沉积成型;车辆装备;战场抢修;模糊推理
Abstract: Considering the timeliness of applying fused deposition modeling (FDM) technique in BDAR of vehicle equipment and the problem of quality difficult to adapt to the battlefield environment, the paper firstly establishes a mathematical model between FDM technological parameter and molding time, dimensional precision and strength of molding part with fuzzy reasoning. Then, it obtains optimal parameter combination with the idea of converting multi-objective optimization problems into single ones. Finally, it determines the primacy influence sequence of technological parameter on molding through multi-way ANOVA, which can provide guidance for applying FDM in BDAR of vehicle equipment.
Keywords: fused deposition modeling (FDM); vehicle equipment; BDAR; fuzzy reasoning
现代战争中车辆装备战场损伤出现了新特点,如装备战损率和损伤严重程度加大、损伤威胁的结构发生变化、保障装备易受攻击、不同地域及不同装备战场损伤率差距增大等,这些特点大大增加了战场抢修的难度[1]。随着3D打印技术在武器装备设计、制造和使用保障等领域的广泛应用,3D打印技术将为车辆装备战场抢修带来新的发展机遇[2],应用3D打印技术对损伤部件进行修复和快速打印维修备件、工具、器材,可提高车辆装备的战场抢修效率。
熔融沉积成型(fused deposition modeling,FDM)是3D打印的一种主流技术,主要采用热塑性塑胶金属等材料,通过材料的逐层堆积形成实体,具有小批量制造成本低、速度快,复杂制造能力强,材料利用率高、适应性好等诸多优点[3]。将FDM技术应用于车辆装备战场抢修具有重要的意义:可以通过实时打印制配解决维修备件不足、维修备件不易获取等问题,降低保障压力;可以与传统战场抢修方法相结合,通过重构、替代等方法大大提高抢修能力。同时,由于FDM设备不使用激光器,使用维护简单,体积较小,能满足战场抢修的便携式、快速化等要求,在车辆装备战场抢修中将具有广阔的应用前景[4]。
FDM作为一种新的战场抢修技术应用于车辆装备战场抢修时应满足以下要求:一是打印效率要适应战场抢修的时效性要求,二是成型件的表面质量、精度、强度等性能要满足战场抢修中完成作战任务的要求。然而,FDM成型件的精度、强度及成型效率等性能是由多个工艺参数共同决定,但各工艺参数对成型件性能的影响呈非线性变化,且各参数之间具有复杂的耦合关系,难以建立统一的数学公式[5]。基于此,本文运用正交试验法获取试验样本,通过模糊推理、多因素方差分析等方法构建了FDM技术的参数优化模型,获得最佳的参数优化组合,为FDM技术应用于车辆装备战场抢修的工艺参数选择提供依据。
1 正交试验
1.1参数选取
FDM成型件的考察指标主要有加工精度、成型效率和表面质量等,本文优化工艺参数的考察指标选取为加工时间(build time, BT)、尺寸精度变形量(dimension error, DE)、抗拉极限强度(tensile strength,TS)等3个。
影响FDM成型的工艺参数主要有分层厚度、喷嘴直径、喷头温度、环境温度、挤出速度、填充速度、填充方式、网格间距、理论轮廓线的补偿量、偏置扫描中的偏置值、开启延时时间、关闭延时时间[6]等。本文选择挤出速度(A)、填充速度(B)、分层厚度(C)、填充率(D)这4个起主要作用的工艺参数作为考察因素。
挤出速度和填充速度设置较高可以提高打印效率,但过高的打印速度会影响打印质量;较低的层厚可以改善模型垂直方向的精细度,但会降低打印效率;填充率设置较高可以提升成型件的力学性能和成型质量,但会相应降低打印效率并增加耗材。各个参数对成型性能的考察指标各有影响,因此对各参数进行合理优化是十分必要的。
1.2试验方案
试验选用哈尔滨工业大学研制的Softsmart 40s型号的FDM设备,为方便测量,选取尺寸80 mm×20 mm×10 mm的长方体块为试验测试件。首先用Solidwork软件设计试件的三维模型,根据考察指标和考察因子,搭配因素水平,进行相应的切片处理以及打印设备的相应参数设置。成型耗材选用外径3 mm的PLA线材,试验温度215 ℃,环境温度25 ℃,打印机喷嘴直径为0.4 mm。
在设备的可调控范围内,对分层厚度、挤出速度、填充速度及填充率分别选择3个水平级,设计9组不同因素搭配的正交试验[7]。试验的因素组合方案见表1。
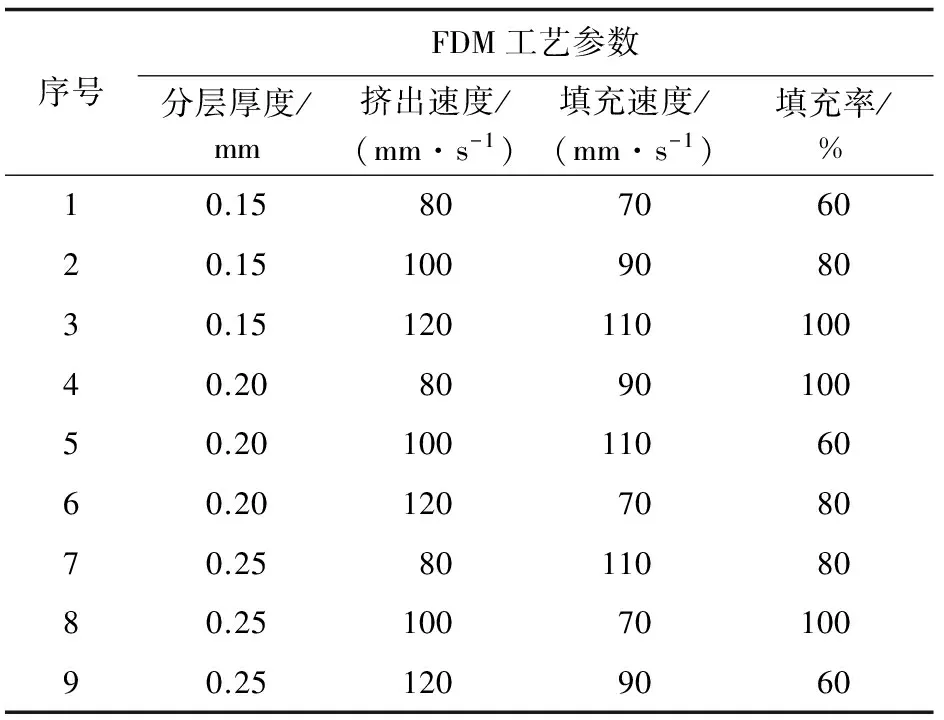
表1 4因素3水平正交组合方案
1.3试验结果
按照试验顺序分别记录和测试每组试验的BT、DE和TS,每组试验做6个试件,取算术平均值作为试验结果,具体指标见表2。
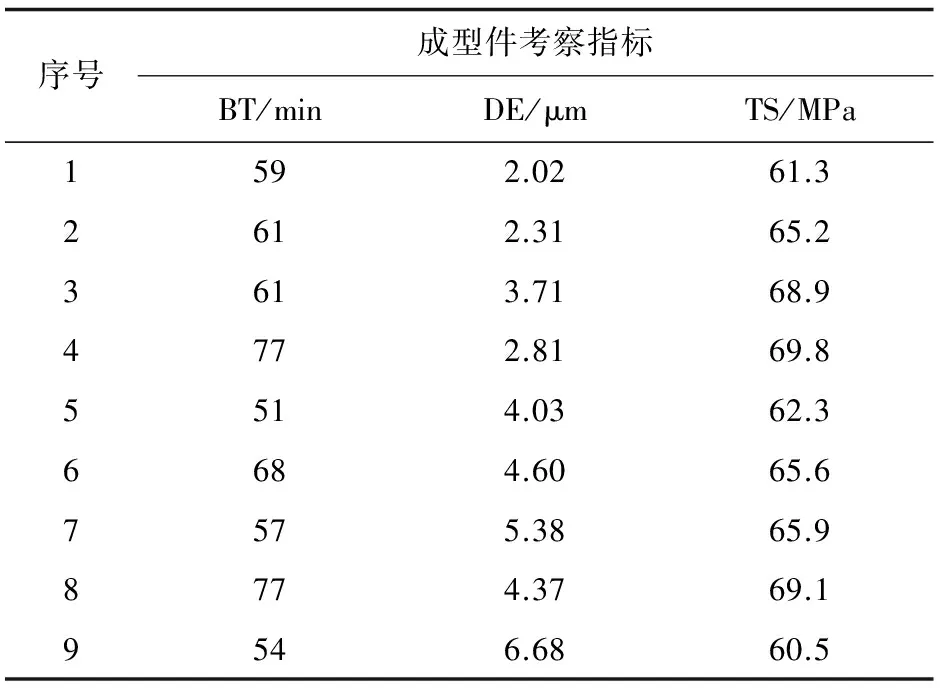
表2 试验件考察指标
2 基于模糊推理的FDM多目标参数优化
在很多情况下考察指标重要性的估计很难用固定的权值来表示,对综合性能指标影响程度也很难用某种固定的集成算子来表示,模糊推理正是解决此类问题的有效工具。模糊推理系统的工作过程主要包括3部分:模糊化、模糊推理、去模糊化。本文通过模糊推理方法将多个考察指标转化为一个综合指标建立模型,然后对其进行参数优化[8]。
2.1模糊化
模糊化是将输入的精确量进行模糊处理,映射成给定论域U上的模糊集合及其隶属度的过程。调用Matlab中的Fuzzy函数,设置输入值为3个考察指标BT、DE和TS,输出值为试件的综合性能(combination property,CP)。在3个考察指标的取值范围内取3个模糊子集,分别为小(S)、中 (M)、大(L);在综合性能(CP)取值论域内取9个模糊子集,分别为极差(EP)、很差(VP)、差(P)、较差 (RP)、中等(M)、较好(RG)、好(G)、很好(VG)、极好(EG)。
2.2模糊推理
根据模糊集合,选择27条模糊规则(见表3)。推理方法选择Mamdani法,即每组试验结果均要进行27条规则三维输入模糊推理过程,取最大输出值作为最终输出隶属函数。例如,第一条规则“If BT is S, DE is S, and TS is S, then CR is EG”,即3个输入量分别为S、S、L时,综合性能输出为EG。
2.3去模糊化
去模糊化又称为清晰化,其目标主要是把模糊集合转化成单个数值,即选定一个清晰数值去代表某个表述模糊事物或概念的模糊结合,它是模糊推理系统的最终环节,也是必不可少的一个环节。去模糊化的常用方法有最大隶属度法、面积中心(重心)法、面积平分法等,这里采用面积中心法来进行计算。
面积中心法即通过求出模糊集合最终隶属函数曲线与横坐标包围区域面积中心点,选这个模糊集合的中心对应的横坐标值,作为这个模糊集合的代表值[9]。设论域U上F集合A的隶属度函数为A(u),u∈U。假设面积中心对应的横坐标为ucen,按照面积中心法的定义,则
ucen= (1)
在Matlab软件中集成了模糊推理系统的设计和仿真界面,函数仿真推理界面如图1所示。
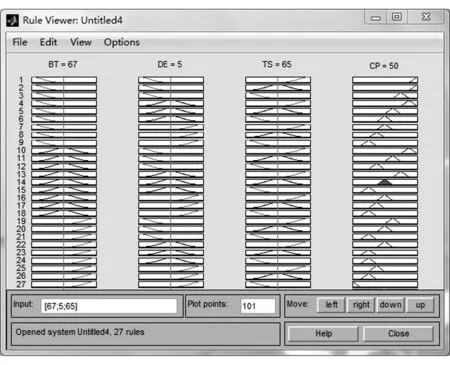
图1 Fuzzy函数仿真界面
图1中,左边三列中心竖直线所在数值为当前输入值的大小,最右边一列CP为输出值,即试验件的综合性能。输出CP中,每一行表示每条模糊规则对应输出的隶属函数,图中的粗实线表示隶属函数运用式(1)去模糊化后的清晰值,模糊推理结果见表4。
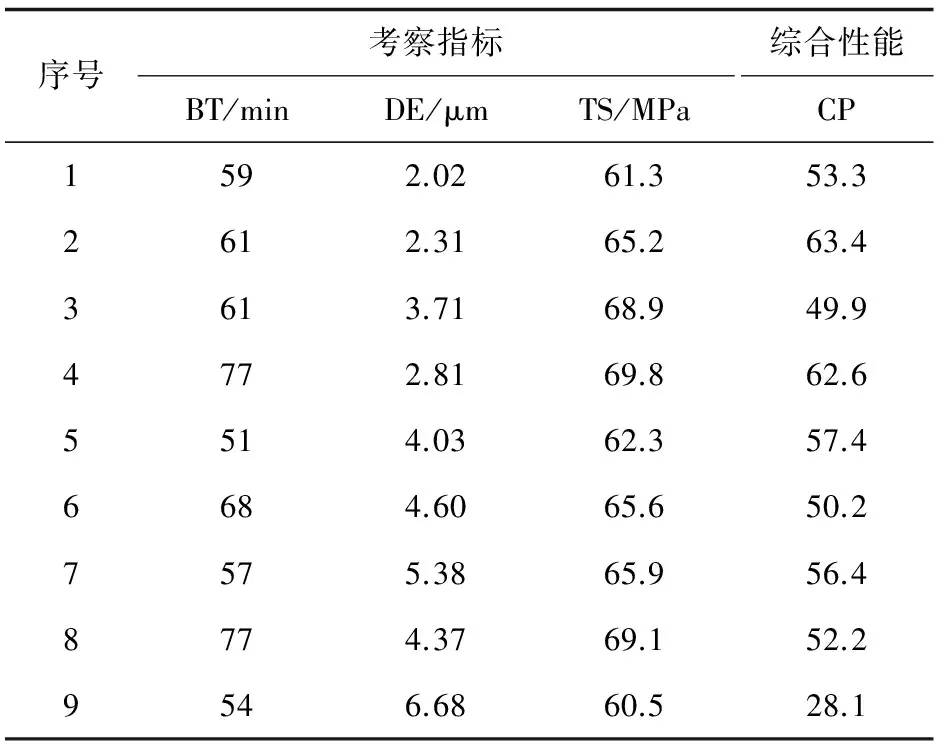
表4 模糊推理结果
通过表4可看出,第2组试验件的综合性能值最高,其对应考察指标经模糊推理后可以得到最佳的综合性能指数,对应的主要工艺参数为层厚0.15 mm,挤出速度为100 mm/s,填充速度为90 mm/s,填充率为80%。
3 工艺参数影响分析
为进一步确定各个工艺参数对综合性能影响的主次顺序,采用数据处理软件对试验样本及仿真结果进行多因素方差分析,结果见表5。
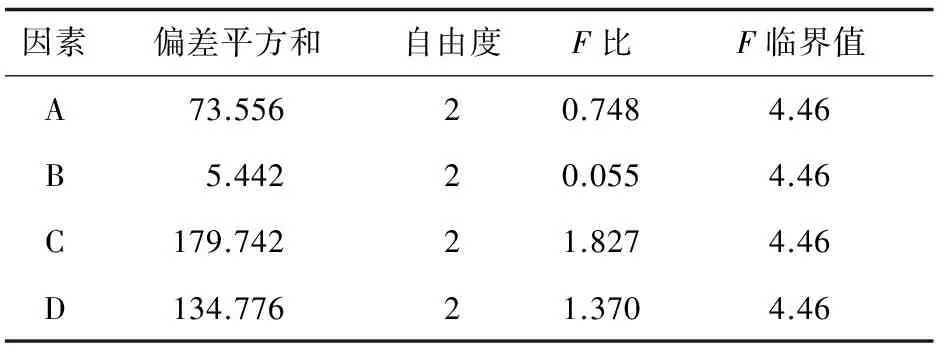
表5 综合性能方差分析
由方差分析结果中反映影响显著性的F比可知,4个参数影响的主次顺序为C>D>A>B,即填充速度对成型件综合性能的影响最大,其次是填充率、分层厚度,影响最小的是打印设备的挤出速度。
4 结 语
本文通过正交试验法获取试验样本,然后通过模糊推理方法建立数据处理模型,对成型时间、成型精度和打印件拉伸强度进行了综合优化,得到了最佳的参数组合;利用多因素方差分析对仿真结果进行了数据分析,得出了4个工艺参数对成型件综合性能影响的主次顺序。
[1] 何岩峰. 浅析3D打印技术在武器装备维修中的应用[J]. 计算机光盘软件与应用,2013(14):117-119.
[2] 郭继周,吴集,邓启文.3D打印技术对装备维修保障的影响与对策[J].装备学院学报,2016(2):22-25.
[3] 邓启文,陈强,郭继周,等.3D104打印技术对武器装备发展的影响[J].国防科技,2014(4):63-64.
[4] 罗晋,叶春生,黄树槐.FDM系统的重要工艺参数及其控制技术研究[J].锻压装备与制造技术,2005(6):77-80.
[5] 纪良波,周天瑞,钟雪华. 基于神经网络和遗传算法的熔融沉积成型多目标优化[J]. 热加工工艺,2010(9):174-177.
[6] 彭安华,王智明.基于灰关联度分析的FDM工艺参数优化研究[J].机械科学与技术,2010(5):625-629.
[7] 沈邦兴.实验设计及工程应用[M].北京:中国计量出版社,2005:153.
[8] 彭安华.面向机械制造过程的模糊多准则决策方法研究[D].徐州:中国矿业大学,2014:47.
[9] 石辛民.模糊控制及其MATLAB仿真[M] .北京:清华大学出版社,2008:48.
(编辑:孙协胜)
Multi-parameterOptimizationofFDMTechniqueinBDARofVehicleEquipment
YANG Ming1, TANG Yanfeng2, JI Peibin1
(1.Postgraduate Training Brigade, Army Military Transportation University, Tianjin 300161, China;2.Military Vehicle Department, Army Military Transportation University, Tianjin 300161, China)
● 装备保障EquipmentSupport
10.16807/j.cnki.12-1372/e.2017.09.007
E246
A
1674-2192(2017)09- 0026- 04
2017-03-28;
2017-04-17.
杨 明(1992—),男,硕士研究生;唐彦峰(1962—),男,教授,硕士研究生导师.
猜你喜欢
厦门大学学报(自然科学版)(2022年4期)2022-07-15
橡塑技术与装备(2022年6期)2022-06-02
小哥白尼(军事科学)(2022年1期)2022-04-26
汽车实用技术(2022年5期)2022-04-02
建材发展导向(2021年11期)2021-07-28
小哥白尼(军事科学)(2021年10期)2021-02-12
意林(2020年20期)2020-11-06
现代装饰(2020年7期)2020-07-27
当代陕西(2019年7期)2019-04-25
商(2016年28期)2016-10-27
