
高强右旋锚杆钢轧制工艺的开发与应用
2017-12-04 10:35潘振华
山东冶金 2017年4期
潘振华
(山东钢铁集团日照有限公司,山东 日照276800)
高强右旋锚杆钢轧制工艺的开发与应用
潘振华
(山东钢铁集团日照有限公司,山东 日照276800)
山东钢铁集团济钢第一小型轧钢厂针对高强右旋锚杆钢两侧螺纹在同一螺旋线上的外形特点和性能要求,结合厂内设备布局和生产工艺实际情况,通过成品孔型和成分设计,改进生产工艺,调整优化控制系统等技术措施,成功开发生产了高强右旋锚杆钢。
右旋锚杆钢筋;孔型设计;控制系统优化
1 前言
右旋锚杆钢筋外形采用螺旋肋、单向右旋,钢筋两侧螺纹在同一螺旋线上,钢筋螺距与连接锚固螺母内螺纹能够直接有效配合,具有连接和锚固简便、粘着力强、安全可靠等特点,主要应用于煤矿井下巷道支护工程,对保证巷道畅通、井下安全作业及煤矿行业的建设与生产具有重要作用。针对国内右旋锚杆钢强度级别低,安全性差,无法满足厂家越来越高的使用要求,山钢集团济钢第一小型轧钢厂(简称济钢小型厂)决定开发高强度高延伸性的右旋锚杆钢。
2 设备布局和工艺特点
济钢小型厂于2003年进行全连轧改造,采用空、煤气双蓄热步进式加热炉,使用150mm×150mm×10m方坯,粗轧机组六架闭口式轧机平、立交替布置,中、精轧机组各六架高刚度短应力轧机全平布置,中、精轧机组间和轧后设置控冷设备,120m×10m步进式冷床。
3 工艺开发与生产应用
3.1 开发难点
1)高强度右旋锚杆钢性能要求高(如表1所示),材料成分难以满足屈服强度和延伸性能要求,需要在轧制过程中控轧,轧后热处理。屈服强度要求材料中碳含量高,但会导致成品延伸性能差,标准中对延伸性能有明确要求,需要进行轧后热处理,但小型厂无轧后热处理设备。2)轧制工艺开发的难点在于生产出来的钢筋需要直接套上螺帽,这就要求其尺寸除满足标准要求的偏差外,其两侧螺纹精确在同一螺旋线上(如图1所示)。因此,在成品孔型设计时,其槽宽、扩张角、基圆半径要设计合理,成品孔横肋间距和夹角设计、加工要精确。

表1 MG600钢筋的力学性能
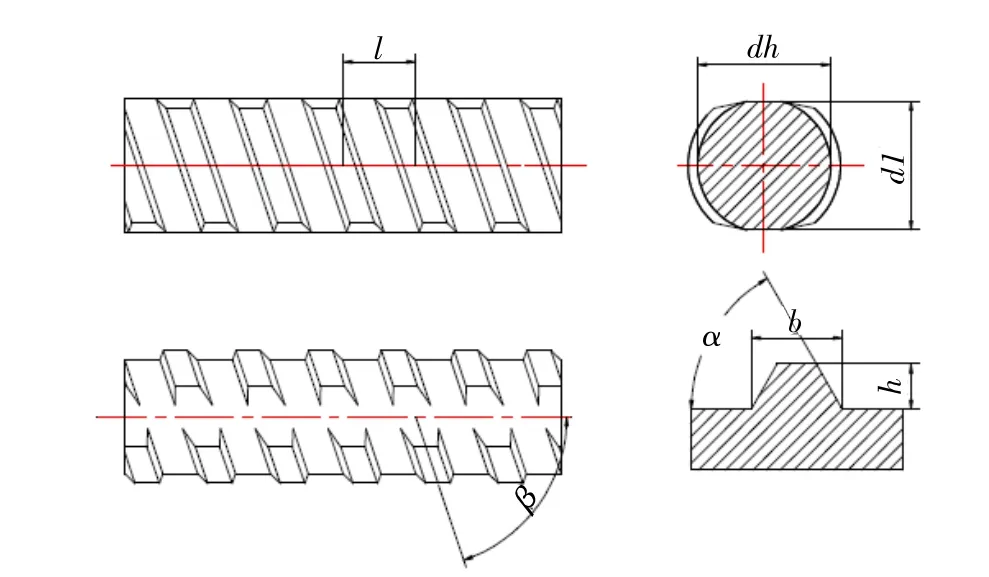
图1 右旋锚杆钢结构
除上述难点外,结合小型厂工艺设备情况还存在以下难点:1)连轧生产线的中、精轧机组无立辊轧制,需要扭转轧制;轧件秒流量平衡无法精确控制,会出现成品头尾差;钢材头部、尾部基本都有耳子,影响产品成材率。2)对成品轧槽加工精度要求高,上、下轧辊之间的横肋间距必须保证一致,同辊之间的横肋间距保持一致,轧制成品的实际螺距间距与目标值一致,所以横肋间距设计值要充分考虑到前滑、冷缩等因素的影响。3)轧机、减速机质量能保证上、下轧辊转速同步,轧机不能有轴向窜动。
为了在试轧前充分解决上述问题,选择与右旋锚杆钢横肋形状布置相似的加标螺纹在生产时进行试验验证,以缩短工艺开发周期,提高试轧成功率。试验后针对上述问题一一制定相对应的解决方案。
3.2 开发设计
根据高强右旋锚杆钢使用特点和外形尺寸,确定成品孔型和成品前孔型的设计思路:成品的内径高和自由膨胀面宽度满足标准要求,在自由膨胀面宽度尽量靠近标准下限的前提下,保证横肋的充满度;准确测定一定条件下K1的前滑和冷缩影响,设计时进行相应的数据补偿,将钢筋冷却后横肋间距偏差控制在0.2mm以内;根据前滑值、轧件出口速度、横肋间距以及调整形式,确定不同规格的K1轧辊直径和横肋加工数量,保证横肋对齐的效果和精度;调整横肋轴线夹角,在横肋对齐的情况下能直接与同规格的螺母配合良好;通过计算和选择,确定合适的横肋对齐计算方法,计算出横肋相错距离与调整参数的关系,通过经验数据补偿实现准确对肋,提高轧辊车削和横肋加工精度为高强右旋锚杆钢成功开发创造条件。
3.2.1 成分性能
仅靠调整合金成分无法同时满足高屈服强度(600 MPa)和高延伸性能(18%),决定采用控轧和轧后缓冷的工艺路线生产。由于该产品对钢的强度要求较高,需添加合金化元素。结合钒、氮微合金化工艺生产普通螺纹钢筋的实践,如果完全利用钒与碳化物、氮化物形成的沉淀强化、细化晶粒作用来提高钢的强度,合金成本太高。因此,决定降低微合金化元素含量,通过中、精轧机组间穿水控轧,降低轧件进入精轧机组时的温度细化晶粒,以及在精整收集工序快速收集打包堆垛缓冷,以满足性能要求。MG600钢筋化学成分见表2。

表2 MG600钢筋化学成分(质量分数)%
成分设计后进行试轧,屈服强度、延伸性能满足标准要求,但对控轧和缓冷要求较高。为此,对穿水冷却系统的管路和冷却塔进行了疏通改进,并确定中部的控冷穿水管口径最优值为Φ70mm。
3.2.2 孔型设计
高强右旋锚杆钢需要设计K1成品孔和K2成品前孔,其他道次孔型可以利用相同规格的普通螺纹钢孔型系统。
在成品孔型设计中综合考虑各因素的影响,未采用其他厂家常用的双半径圆弧法,而是选用了精度更高的两侧切线连结扩张角法,切线法成品孔具有中心张角小,轧件真圆度高,轧制时金属超出标准圆的部位较少等优点。增大了侧压作用,使限制轧件宽展作用增强,更有利于控制成品宽度方向尺寸。轧件充满孔型时,辊缝斜线直径仍不会超出公差范围,可以减少因孔型磨损后在中心张角30°对应圆周上直径超出公差范围的现象。根据终轧温度约1000℃的情况,热膨胀系数选择1.015,槽宽按公差要求上限控制,基圆半径按照下限和热膨胀系数结果取整,扩张部分以切线连结。过渡圆弧半径也比常规棒材取值要大,取1~1.5mm。
由于高强右旋锚杆钢是等高肋,使用时采用螺帽与横肋咬合,横肋需要满足受力要求,因此,K2孔型设计时按照有利于横肋充满原则,采用平椭凹面孔,其次考虑K2料型必须达到一定宽度,以利于K1有足够的压下量。凹面主要作用是防止成品自由膨胀面出现耳子,但不利于轧件咬入的稳定性,根据成品内径确定凹面深度,一般取0.6~1.2mm。
3.2.3 设备工艺改造
为了解决头尾差大、肋的自由面尺寸超差或出现纵问题,决定改进活套器控制程序,增加活套器使用数量,在11#轧机、12#轧机之间新增1#活套器。
3.3 试轧生产
在试轧时,首先用铜棒在K2、K1孔型轧出小样,利用剖开的半螺帽比对上、下轧辊横肋螺旋角度对齐情况,根据横肋螺旋线错开距离调整连接轴,再对齐。经过第2、3次轧制小样和调整连接轴之后,基本对正横肋螺旋线。根据试轧结果优化成品横肋间距参数、成品导辊配合尺寸等,结合轧制过程强控冷调整,产品的屈服强度达到标准要求。经过创新缓冷处理技术,其延伸性能也达到了标准要求。
4 结 语
目前济钢小型厂已成功开发出高强度右旋锚杆钢Φ16mm、Φ18mm、Φ20mm、Φ22mm等规格产品,且已形成批量生产能力,取得了较好的经济效益,并有较高的潜在市场价值。
Development and Application of Rolling Technology for High-strength Right-hand Reinforced Bar
PAN Zhenhua
(Shandong Iron and Steel Group Rizhao Co.,Ltd.,Rizhao 276800,China)
For the production of high-strength right-hand reinforced bar with both sides thread on the same spiral characteristics and performancerequirements in thefirst small rollingmill of Jinan Steel of Shandong Iron and Steel Group,combined with the layout of the plant and the actual production process,based on the design of the finished hole and composition,improvement of the production process,adjustment of the optimalcontrolsystemand othertechnicalmeasures,thehigh-strength right-hand reinforced barwassuccessfuldeveloped and produced.
right-hand reinforced bar;hole design;control system optimization
TG335
B
1004-4620(2017)04-0032-02
2017-04-18
潘振华,男,1981年生,2003年毕业于南方冶金学院金属材料工程专业。现为山东钢铁集团日照有限公司科技质量中心工程师,主要从事轧钢技术与管理工作。
猜你喜欢
上海金属(2022年6期)2022-11-25
山东冶金(2022年4期)2022-09-14
钢管(2020年5期)2020-12-22
商品与质量(2020年23期)2020-10-09
天津冶金(2018年1期)2018-06-13
课程教育研究(2018年1期)2018-03-31
药学与临床研究(2015年4期)2015-06-05
温州医科大学学报(2014年7期)2014-07-18
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
天津冶金(2014年4期)2014-02-28
