工程陶瓷孔复频超声加工方法的研究
2018-03-21 05:47方桂飞王时英
机械设计与制造 2018年3期
方桂飞,王时英
(太原理工大学 机械工程学院及精密加工山西省重点实验室,山西 太原 030024)
1 引言
近年来,国内外提出了多种工程陶瓷的加工方法,如激光加工、电火花加工、超声加工等[1]。相对于传统加工方法,激光加工和电火花加工虽然可以极大地提高陶瓷加工的效率,但是却依赖于材料的导电性,会产生热物理作用,并且加工后会破坏工件的表面组织,甚至会出现烧伤等现象。目前工程陶瓷等硬脆材料的主要加工方法为超声加工[2-3]。超声加工虽然在一定程度上提高了加工效率,改善了加工表面质量,保证了形状尺寸精度[4],但其设备操作复杂,成本居高不下,运动部件较多,因此仍然难以大范围的进行推广应用。主要介绍了一种新型的超声加工方法,即复频超声加工,分析研究了复频超声加工原理,建立了自由质量块的数学模型,并对分析结果进行了实验验证。
2 复频超声加工原理
2.1 复频超声加工的工作原理
复频超声加工的工作原理,如图1所示。复频超声装置主要由换能器和变幅杆实现超声振动;变幅杆与支架在其节点处过盈连接,支架通过压板固定在机床X向导轨上;钻头通过螺纹与变幅杆输出端连接;被加工陶瓷安装在工作台上,并通过压板固定;工作台安装在机床Z向导轨上。加工时,复频超声加工装置沿横向和纵向移动,用以加工不同位置的孔,工作平台沿垂直方向做微量进给,以保证加工过程的平稳进行,同时变幅杆驱使钻头做纵向超声振动,在振动冲击作用下达到去除材料的目的,完成加工过程。为了能提高加工效率,在变幅杆与钻头之间引入一自由质量块[5-6]。
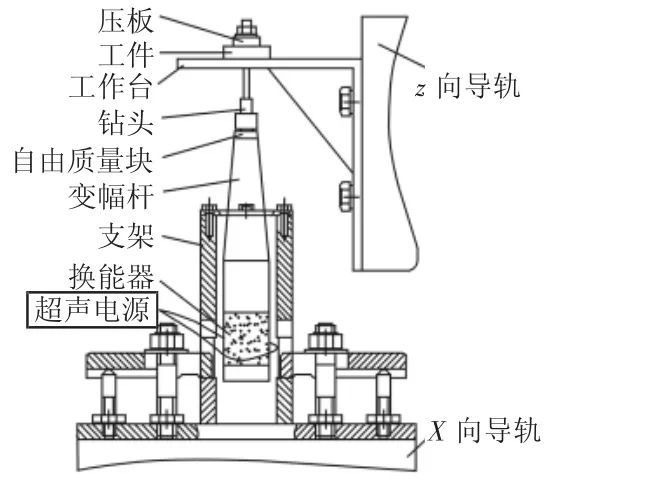
图1 复频超声加工原理图Fig.1 Multi-Frequency Ultrasonic Machining Principle Diagram
2.2 自由质量块的数学模型
自由质量块的结构简图,如图2所示。自由质量块在变幅杆与钻头之间做往复运动,其主要有两个作用:(1)储存/传递能量[7],自由质量块相当于弹簧等储能元件,通过第一次碰撞,吸收变幅杆的振动能量,完成储能过程,再次碰撞,将本身的动能传递给钻头,完成能量传递过程;(2)频率耦合,在实际加工中,自由质量块通常以较低的频率做往复振动,这个低频率与换能器提供的高频相耦合,实现加工过程中所需的复频。在加工过程中,假设自由质量块为一质点,不计运动过程中能量损失,由能量守恒定律可得:


图2 自由质量块的结构简图Fig.2 Free Mass Structure Sketch
式中:v1—自由质量块与变幅杆碰撞前的速度;v2—自由质量块与变幅杆碰撞后的速度;v0—变幅杆输出端的速度。
则由运动学理论可得

式中:A—自由质量块的振动幅度;v2—自由质量块与变幅杆碰撞后的速度。
理论分析可得,相同时间内,初速度相同时,自由质量块振幅越小,在单位时间内完成的振动次数越多,即振动频率越高,相应的加工效率也越高。为保证自由质量块在加工过程中能够连续振动,设定其振幅为1.5mm,现有实验条件下,变幅杆输出端速度为1.5m/s,带入式(1)、式(2)得自由质量块的振动频率为2000Hz。由于钻头长度有限,超声波在钻头端面上会发生反射,正反向波会产生叠加,因此位移函数为:ξ(x,t)=(A1coskx+B1sinkx)·(A2cosωt+B2sinωt)(3)式中:k=2π/λ—圆波数;A1,A2,B1,B2—待定系数。

图3 钻头的纵向振动Fig.3 Longitudinal Vibration of Drill Bit
在实际加工过程中,钻头两端均受力,因此钻头两端的振动情况如图3所示。钻头两端的力和速度设为F1,F2,v1,v2根据欧拉公式,式(3)可以改写成:ξ(x,t)=(Acoskx+Bsinkx)ejωt(4)
对位移函数求导可得振动速度函数、对位移函数求偏导可得应变函数、边界条件,如式(5)~式(8)所示。

式中:S—钻头的横截面积;E—弹性模量。将式(5)、式(6)代入式

(7)、式(8),可以解出待定系数 A、B,即:将式(9)代入式(7)、式(8)中可得力和速度关系式:

式中:p—钻头密度;c—超声波在钻头中传播的速度。
由上述分析可得,在实际加工过程中,自由质量块做一个振幅为1.5mm,频率为2000Hz的大振幅、低频率的振动。通常情况下,振动频率为20kHz时,超声变幅杆输出端振幅只有0到十几微米,由波动理论可知,波的振动能量与振幅的平方成正比。因此,相比于变幅杆十几微米的振幅,自由质量块能够提供1.5mm的大振幅,即通过引入自由质量块,钻头获得的能量较之前能够提高几十甚至上百倍,加工效率也随之提高;另一方面,自由质量块可以给钻头提供一个2000Hz的工作频率,也就是说钻头除了具有超声换能器提供的20kHz的高频波外,还有2000Hz的低频波,两波相耦合,钻头便将获得复频波。自由质量块是通过碰撞之后将能量传递给钻头,同时钻头获得一个初速度,由式(10)可知,钻头输入端速度提高的同时,相应的输出端的冲击动力也会提高,那么伴随着高的冲击动力,加工效率也得以提高[8]。由此看来,相较于传统超声加工,复频超声加工极大的提高了加工效率,降低了加工成本,同时也提供了一种可以大范围推广应用的陶瓷加工方法。
3 复频超声加工装置
复频超声加工装置主要由超声波发生器、换能器、圆锥形变幅杆、连接头、自由质量块和钻头组成。超声波发生器主要作用是将220V、50Hz的交流电装转换成20kHz的高频电振荡信号;电振荡信号通过换能器转换成纵向超声振动,并经过圆锥形变幅杆,超声振动的振幅、速度等参量得以放大;超声振动驱使自由质量块在变幅杆与钻头之间做往复运动,自由质量块在向钻头传递能量的同时,自身会产生一个2000Hz的低频振动,纵向超声振动和低频振动同时驱使钻头沿纵向进行复频振动,不断冲击加工陶瓷,陶瓷材料得以脱落,经过一定时间后,完成整个加工过程。复频超声加工装置,如图4所示。在实验室条件下,选用ZJS-2000超声波发生器,频率跟踪范围为(±1000)Hz,工作电源为220V±10%,最大功率为2000W。圆锥形变幅杆,如图5所示。

图4 复频超声加工装置Fig.4 Multi-Frequency Ultrasonic Processing Device
变幅杆谐振长度L为[9]


式中:k=2π/λ—圆波数。N 为面积因数,N=D1/D2,D1、D2—变幅杆大端与小端的面积。

图5 圆锥形变幅杆Fig.5 Conical Horn
实验过程中,钻头通过螺纹与变幅杆连接,为保证振动平稳,选用细牙螺纹连接,同时选取材料为45钢,直径为8mm,螺纹部分长10mm,总长40mm的钻头。为方便钻孔,钻头端部设计为长20mm,直径3mm的细长杆。设计的自由质量块为内径8.5mm,外径15mm,厚度为5.9mm的圆环块。
4 实验结果及分析
实验过程中采用复频超声加工方法加工陶瓷孔,即通过钻头的纵向复频振动(20kHz的高频与2000Hz的低频耦合),对加工表面施加交变冲击动应力,不断冲击加工表面,当超过其疲劳屈服极限时,工件内部开始出现裂纹,裂纹经过不断扩展,材料开始脱落,从而达到去除材料的目的。为了提高加工效率和保证加工平稳性,加工件须沿竖直方向做微量进给运动。此外,通过更换不同形状的钻头,可以加工诸如方孔、锥孔等各种形状的孔。加工完成后,可以通过铣床或磨床来除去加工表面的毛刺,提高加工面的表面质量。为了验证上述理论分析,在其他实验条件相同的情况下,采用有自由质量块与无自由质量块的对比实验。实验中,加工对象是陶瓷材料,厚度为10mm。采用设计加工好的钻头,分别安装有自由质量块和未安装有自由质量块进行实验,对复频超声加工装置通以电压220V、频率50Hz的交流电后,对同一材质进行10s钻孔实验结果,如图6所示。图6(a)中左侧为不安装自由质量块时的加工结果,而右侧为安装有自由质量块时加工所得;从图中可以看到,在未安装自由质量块条件下,对陶瓷材料加工10s,结果为加工出一盲孔,未能打通陶瓷,加工深度仅为8mm;而在安装有自由质量块时,加工10s,陶瓷材料上加工出一通孔,初步分析,安装有自由质量块,即在复频条件下,加工效率有了极大提高。图6(b)为自由质量块条件下进行加工后的效果。在电压220V、频率50Hz的条件下,采用复频超声加工方法加工陶瓷材料10s后,各个试件的材料去除率。试件1、2、3、4为自由质量块条件下加工所得,试件5是未安装自由质量块时加工得到的,如表1所示。对比试件4和试件5的实验数据可以发现,试件4的材料去除率可达240mm3/s,而试件5的材料去除率仅为56mm3/s,且未能加工出一通孔。引入自由质量块,加工效率得以大幅提高,提高了4.2倍,这与之前推导出的理论相符。对比分析试件1、2、3和4的实验数据,在采用自由质量块时,材料去除率均较高,平均可以达到181.75mm3/s,加工效率提高3倍,因此,引入自由质量块可以获得稳定的较高的加工效率。自由质量块在加工过程中,沿着连接头做往复直线运动,通过与变幅杆输出端和钻头的不断碰撞,完成积蓄和传递能量的过程,并且驱使钻头纵向振动,实现去除材料的目的。相较于20kHz的超声振动频率,自由质量块的振动频率仅为2000Hz,但是传递能量的效率确是极高的,两者相耦合便得到了区别于传统超声加工的复频超声加工法。

图6 实验条件下的加工结果Fig.6 Machining Results Under Experimental Conditions

表1 试件的材料去除率和加工时间Tab.1 Material Removal Rate and Processing Time
5 结语
主要对复频超声加工方法进行机理研究及分析,深入分析了自由质量块对加工效率的影响,在此基础上设计并加工出了复频超声加工装置,并在陶瓷材料上进行加工孔实验。结果表明,自由质量块能够有效传递振动能量,极大的提高加工效率。通过引入自由质量块可以使得复频超声加工方法在能耗降低,成本减少的同时,加工效率提高3倍。随着进一步研究,复频超声加工方法将成功的应用于实际生产之中。
[1]罗志海,杨润泽.工程陶瓷加工技术的现状与发展[J].机械制造,2010,48(556):46-48.(Luo Zhi-hai,Yang Run-ze.Present condition&developments of machining technologies for engineering ceramics[J].Mechanical Manufacturing,2010,48(556):46-48.)
[2]杨雪玲,于兴芝,张成光.超声波加工技术的应用研究[J].现代机械,2009,2(11):88-90.(Yang Xue-ling,Yu Xing-zhi,Zhang Cheng-guang.Application research of machining technology based on ultrasonic[J].Modern Machinery,2009,2(11):88-90.)
[3]曹凤国,张勤俭.超声加工技术[M].北京:化学工业出版社,2004.(Cao Feng-guo,Zhang Qin-jian.Ultrasonic Machining[M].Beijing:Chemical Industry Press,2004.)
[4]王红飞.超声振动车削加工的研究现状及进展[J].机械设计与制造,2007(10):212-214.(Wang Hong-fei.Research of vibration assisted turning cutting technology and It,s development[J].Machinery Design&Manufacture,2007(10):212-214.)
[5]陈超,杨康.超声波/声波钻探器的研究[J].振动、测试与诊断,2013,33(2):252-257.(Chen Chao,Yang Kang.Design and experiment of ultrasonic/sonic drilling device[J].Journal of Vibration,Measurement&Diagnosis,2013,33(2):252-257.)
[6]Bao Xiao-qi,Yoseph Bar-Cohen,Zensheu Chang.Modeling and computer simulation of ultrasonic/sonic driller/corer(USDC)[J].Ieee Transactions on Ultrasonics,Ferroelectrics,and Frequency Control,2003,50(9):1147-1159.
[7]郭俊杰,黄卫清,李志荣.一种新型的超声波/声波钻探器[J].压电与声光,2008,30(5):579-581.(Guo Jun-jie,Huang Wei-qing,Li Zhi-rong.A new ultrasonic/sonic drilling device[J].Piezoelectrics&Acoustooptics,2008,30(5):579-581.)
[8]牛进毅,苗岱,李永珍.超声加工工程陶瓷孔的研究[J].物流工程与管理,2012,34(7):135-137.(Niu Jin-yi,Miao Dai,Li Yong-zhen.The application of rotary ultrasonic machining in engineering ceramics[J].Logistics Engineering and Management,2012,34(7):135-137.)
[9]林仲茂.超声变幅杆的原理和设计[J].北京:科学出版社,1987.(Lin Zhong-mao.The principle and design of the ultrasonic horn[J].Beijing:Science Press,1987.)
猜你喜欢
广东建材(2022年5期)2022-06-10
农业装备与车辆工程(2021年10期)2021-11-03
石油勘探与开发(2021年2期)2021-06-07
中国煤层气(2019年4期)2019-11-23
水电与新能源(2019年10期)2019-11-06
北京航空航天大学学报(2019年8期)2019-09-10
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
中南大学学报(自然科学版)(2016年2期)2017-01-19
制造技术与机床(2016年7期)2016-08-31